You might also like
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Process Engineering Course Material-1 PDFDocument149 pagesProcess Engineering Course Material-1 PDFsathish100% (4)
- PipingDocument232 pagesPipingTrishul Nath Pallay100% (3)
- Process Design Engineering-ManualDocument43 pagesProcess Design Engineering-ManualDan Costin100% (9)
- Process Engineering ChiyodaDocument65 pagesProcess Engineering ChiyodaSean Choi100% (10)
- Technip - Process Engineering Design GuideDocument302 pagesTechnip - Process Engineering Design Guideanghel_florin82No ratings yet
- Total Process Engineering ManualDocument260 pagesTotal Process Engineering Manualmusabammadkhan86% (7)
- Process Enginering Design ManualDocument308 pagesProcess Enginering Design Manual136241595% (20)
- Iit MumbaiDocument242 pagesIit Mumbaiapi-3828788100% (5)
- ## - Powerful P&ID Development PDFDocument33 pages## - Powerful P&ID Development PDFAyman TermaniniNo ratings yet
- Trg-b1003 Piping Study Column PipingDocument53 pagesTrg-b1003 Piping Study Column Pipingfronjose100% (3)
- Line Sizing Philosophy Line Sizing PhilosophyDocument21 pagesLine Sizing Philosophy Line Sizing Philosophyjenish parekhNo ratings yet
- Line List Input Design GuideDocument38 pagesLine List Input Design GuideCivil Friend86% (7)
- Ashwin Udhe 1 Introduction To Piping Engineering PDFDocument6 pagesAshwin Udhe 1 Introduction To Piping Engineering PDFPoonam AshwinNo ratings yet
- Pressure Vessels and Piping TutorialDocument441 pagesPressure Vessels and Piping TutorialAditya Ranjan Pathak100% (10)
- Piping Engineering CourseDocument4 pagesPiping Engineering Coursenaveenbaskaran1989No ratings yet
- Process Engineering Design GuideDocument296 pagesProcess Engineering Design GuideNguyen Anh TungNo ratings yet
- LINE SIZING CALCULATIONS GUIDEDocument21 pagesLINE SIZING CALCULATIONS GUIDEjabar sathikNo ratings yet
- Technip Separations PDFDocument67 pagesTechnip Separations PDFProcess Engineer100% (1)
- Process Engineering Manual 005 IDocument81 pagesProcess Engineering Manual 005 Imuktaanand100% (19)
- Process Engineering GuideDocument143 pagesProcess Engineering Guideyinkaakins2001100% (9)
- Process Line SizingDocument6 pagesProcess Line SizingSandra GilbertNo ratings yet
- Process Engineering Course DetailsDocument5 pagesProcess Engineering Course DetailsAnonymous KpVxNXs0% (2)
- Valves and PipingDocument118 pagesValves and PipingMahdi Daly100% (1)
- KLM Piping SizingDocument58 pagesKLM Piping SizingxflyNo ratings yet
- Heat Exchanger PipingDocument39 pagesHeat Exchanger PipingBhupender Sharma93% (15)
- Indus - PGD Process Design EngineeringDocument2 pagesIndus - PGD Process Design EngineeringAmarjeet SandhuNo ratings yet
- Tank PipingDocument29 pagesTank PipingDRJULIUSJORDAN100% (1)
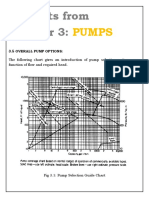
- Pumps Excerpts From Mihir's Handbook of CPE!Document18 pagesPumps Excerpts From Mihir's Handbook of CPE!SathishkumarNo ratings yet
- Piping Sizing and Specification GuidelinesDocument114 pagesPiping Sizing and Specification Guidelinesantemio hernandezNo ratings yet
- PIP Principles Plant Design I NotesDocument41 pagesPIP Principles Plant Design I NotesChristian Nweke100% (1)
- Check List - 3D Model ReviewDocument28 pagesCheck List - 3D Model ReviewNikhil ChaundkarNo ratings yet
- Reactor PipingDocument25 pagesReactor PipingSami Thirunavukkarasu100% (1)
- PMS Eil PDFDocument132 pagesPMS Eil PDFAravind Dhudaka100% (1)
- Process Flow and P&IDs Workbook 2 (Inc Drawings)Document55 pagesProcess Flow and P&IDs Workbook 2 (Inc Drawings)Mahathir Che Ap100% (10)
- Rolta Piping GuideDocument224 pagesRolta Piping GuideSudhesh Rajamoorthy100% (3)
- Packing Selection Guide For Packed ColumnsDocument44 pagesPacking Selection Guide For Packed ColumnsZain Ul AbideenNo ratings yet
- Resume-Chetan-Dhuri-Mechanical Design FEADocument4 pagesResume-Chetan-Dhuri-Mechanical Design FEAChetan DhuriNo ratings yet
- Pressure Vessel & Process Equipment Design & EngineeringDocument9 pagesPressure Vessel & Process Equipment Design & EngineeringSakthikumar Chandrasekaran0% (1)
- Process Design Engineering ProgramDocument6 pagesProcess Design Engineering Programdeeptemptation02222No ratings yet
- Fulltext PDFDocument13 pagesFulltext PDFTAKUDZWA TERRENCE MAREGERENo ratings yet
- Mechanical Engineering Department MTech CADCAM ThermalDesignCIMDocument10 pagesMechanical Engineering Department MTech CADCAM ThermalDesignCIMmanaswin404No ratings yet
- (Content) Ebook Complete Guide To Engineering Career DevelopmentDocument82 pages(Content) Ebook Complete Guide To Engineering Career Developmenthassan mohameddeqNo ratings yet
- Manual On Engineering Student Design Project1Document17 pagesManual On Engineering Student Design Project1Raven Seanne Leaño MawiratNo ratings yet
- Lesson 1 EPP - Intro To Eng, Its Disciplines, Societies CareersDocument24 pagesLesson 1 EPP - Intro To Eng, Its Disciplines, Societies CareersSuraya JohariNo ratings yet
- ASME Training and Development-Spring-CatalogDocument51 pagesASME Training and Development-Spring-CatalogPrakhar Deep KulshreshthaNo ratings yet
- Turnkey Projects: Industrial IT Solutions PVT LTD., Is A Complete Solution Provider in The Field of IndustrialDocument13 pagesTurnkey Projects: Industrial IT Solutions PVT LTD., Is A Complete Solution Provider in The Field of IndustrialShruti KulshresthaNo ratings yet
- Piping G.ADocument2 pagesPiping G.AmuhammadMMAMNo ratings yet
- Design and Manufacturing of Automatic Multipoint Spanner For Maruti 800Document61 pagesDesign and Manufacturing of Automatic Multipoint Spanner For Maruti 800Rajput PratiksinghNo ratings yet
- Football StadiumDocument31 pagesFootball StadiumTanvi Khurana100% (4)
- Internship SampleDocument37 pagesInternship SampleKiran KaleNo ratings yet
- Design Review Procedure For Projects in Fertilizer PlantsDocument9 pagesDesign Review Procedure For Projects in Fertilizer PlantsmanuNo ratings yet
- Magnus Process Design EquipmentDocument5 pagesMagnus Process Design EquipmentAditya DharanipragadaNo ratings yet
- Your Structural Steel PARTNERDocument25 pagesYour Structural Steel PARTNERاحمد عبدالكريمNo ratings yet
- Indian Institute of Technology Delhi: Prof. S.G. DeshmukhDocument9 pagesIndian Institute of Technology Delhi: Prof. S.G. DeshmukhTK MessiNo ratings yet
- Engineering ProfessionDocument45 pagesEngineering ProfessionUpender DhullNo ratings yet
- Electrolytic Technologies LLC Technology OverviewDocument8 pagesElectrolytic Technologies LLC Technology OverviewLuis VilchezNo ratings yet
- Summary of Experience: MD Aamir ShahnawazDocument4 pagesSummary of Experience: MD Aamir ShahnawazEr Md AamirNo ratings yet
- Career PlanningDocument9 pagesCareer PlanningRohan RautNo ratings yet
- Internship Report SampleDocument19 pagesInternship Report SampleManik SharmaNo ratings yet
- 2017 10 Not Eng Ccs II G2a Non OtDocument29 pages2017 10 Not Eng Ccs II G2a Non OtMOHAN RAJNo ratings yet
- Power of Attorney Form PDFDocument3 pagesPower of Attorney Form PDFKunal BaruaNo ratings yet
- Limit PDF Size When Adding Digital SignatureDocument1 pageLimit PDF Size When Adding Digital SignatureKeshavLahotiNo ratings yet
- Indian Monthly Grocery List: # Item Quantity Description Other InformationDocument4 pagesIndian Monthly Grocery List: # Item Quantity Description Other InformationKrishnan Krish0% (1)
- Registration Standing Order TNDocument520 pagesRegistration Standing Order TNRavishankar75% (4)
- CFCP Form A 0 PDFDocument3 pagesCFCP Form A 0 PDFSathish RajanNo ratings yet
- Guidance Document Food Grain Warehouse 19 01 2018Document55 pagesGuidance Document Food Grain Warehouse 19 01 2018MahendraSinghNo ratings yet
- Chennai Koyembedu Periyar Vegetable Market - Traders List PDFDocument18 pagesChennai Koyembedu Periyar Vegetable Market - Traders List PDFAmeerHamsaNo ratings yet
- 2020 01 Notifyn GR I Services PDFDocument40 pages2020 01 Notifyn GR I Services PDFJeya Prakash JPNo ratings yet
- Aqueous Phase Extraction ApparattusDocument1 pageAqueous Phase Extraction ApparattusSathish RajanNo ratings yet
- Trade Licenseprocedure OnlineDocument1 pageTrade Licenseprocedure OnlineNandhaKumarNo ratings yet
- Partner Name Contact Person NameDocument8 pagesPartner Name Contact Person NameSathish RajanNo ratings yet
- Trade LicenseDocument4 pagesTrade LicensearjunsridharurNo ratings yet
- 3.GGPL NoC From Land Owner FinalDocument2 pages3.GGPL NoC From Land Owner FinalMuttineni AssociatesNo ratings yet
- Process Variables Units Value Inlet: Schlumberger-PrivateDocument1 pageProcess Variables Units Value Inlet: Schlumberger-PrivateSathish RajanNo ratings yet
- Motor Insurance Package Policy for Two WheelerDocument1 pageMotor Insurance Package Policy for Two Wheelerjitendra asdeoNo ratings yet
- Treater Mohandesi Shimi 87-3-16 A SyDocument7 pagesTreater Mohandesi Shimi 87-3-16 A Syrahul84803No ratings yet
- Developmental Procedure - Aqueous - Cryst Chloride Analysis Rev4Document3 pagesDevelopmental Procedure - Aqueous - Cryst Chloride Analysis Rev4Sathish RajanNo ratings yet
- Annexure 6C - PVT Data Summary of Mangala Bhagyam Aishwariya Crude OilDocument3 pagesAnnexure 6C - PVT Data Summary of Mangala Bhagyam Aishwariya Crude OilSathish RajanNo ratings yet
- A - Performance Tests Salt in Desalted Oil, Cameron Method C-010-CDocument6 pagesA - Performance Tests Salt in Desalted Oil, Cameron Method C-010-CSathish RajanNo ratings yet
- Insoluble Water in OilDocument1 pageInsoluble Water in OilSathish RajanNo ratings yet
- Gas AbsDocument8 pagesGas AbsCharlyn Joy RamirezNo ratings yet
- Annexure 6E - Mangala PVT DataDocument10 pagesAnnexure 6E - Mangala PVT DataSathish RajanNo ratings yet
- Indian HistoryDocument8 pagesIndian HistorySathish RajanNo ratings yet
- Clarifications List: Annexure A: Client: Doc No.: Ssis/ Doc/ Anxa-Prop62A Rev0 SSIS Offer No.: SSIS-17-18-PROP-62A REV0Document3 pagesClarifications List: Annexure A: Client: Doc No.: Ssis/ Doc/ Anxa-Prop62A Rev0 SSIS Offer No.: SSIS-17-18-PROP-62A REV0Sathish RajanNo ratings yet
- Indian History 09Document40 pagesIndian History 09poorv1235570No ratings yet
- GasketDocument45 pagesGasketSathish RajanNo ratings yet
- Treater Mohandesi Shimi 87-3-16 A SyDocument7 pagesTreater Mohandesi Shimi 87-3-16 A Syrahul84803No ratings yet
- Watts Technical CatalogueDocument77 pagesWatts Technical CatalogueMuhidin KozicaNo ratings yet
- Office BuildingDocument10 pagesOffice BuildingZamfira Octavian100% (1)
- RUUD Tankless Water HeaterDocument16 pagesRUUD Tankless Water HeaterKarma Pema DorjeNo ratings yet
- Data Book - i-BX-N 004 - 035Document52 pagesData Book - i-BX-N 004 - 035Şaban YıldırımNo ratings yet
- Williams GeismarDocument5 pagesWilliams GeismarGuru PrasadNo ratings yet
- Hybrid Air Cooler and Warmer ReportDocument39 pagesHybrid Air Cooler and Warmer ReportSakthi VenkatesanNo ratings yet
- LG THerma V Catalogue 2021-2022 - ENGDocument74 pagesLG THerma V Catalogue 2021-2022 - ENGGyulovics NándorNo ratings yet
- Experimental Determination of Fouling Factor On Plate Heat Exchangers in District Heating System PDFDocument8 pagesExperimental Determination of Fouling Factor On Plate Heat Exchangers in District Heating System PDFarianaseriNo ratings yet
- DC Powered Energy Based Hacksaw MachineDocument61 pagesDC Powered Energy Based Hacksaw Machinenaresh pendlyNo ratings yet
- Ic206cx - Ic208cx Evo - GBDocument151 pagesIc206cx - Ic208cx Evo - GBjose100% (2)
- Weber Aircraft Manual RevisionDocument259 pagesWeber Aircraft Manual RevisionDaniel ValdiviezoNo ratings yet
- Batch 2017 Report On Study Trip To PuneDocument20 pagesBatch 2017 Report On Study Trip To PuneRanjithkumar ChellapandianNo ratings yet
- DMG - 20-The Heating of Large SpacesDocument55 pagesDMG - 20-The Heating of Large SpacesdanenicNo ratings yet
- HSB-H2 Manual 2010Document78 pagesHSB-H2 Manual 2010Hasan SarfrazNo ratings yet
- FBD To RBD of Coal Fired Thermal Power PlantDocument12 pagesFBD To RBD of Coal Fired Thermal Power PlantsulthoniadiNo ratings yet
- Caldera KotloviDocument29 pagesCaldera Kotlovijakov320100% (1)
- APES Mastering The Math - RESOURCEDocument11 pagesAPES Mastering The Math - RESOURCEmahuli124No ratings yet
- Cover Sheet: - To Record Overall Project and Assessment DetailsDocument62 pagesCover Sheet: - To Record Overall Project and Assessment DetailsNabilBouabanaNo ratings yet
- Mcba 1482D-V3Document28 pagesMcba 1482D-V3viorel danilaNo ratings yet
- Lecture 1Document14 pagesLecture 1Dexter DoteNo ratings yet
- Brochures EW HTDocument20 pagesBrochures EW HTavinash rathodNo ratings yet
- Plevnik Catalogue BeerDocument15 pagesPlevnik Catalogue BeersasaNo ratings yet
- Plumbing Pipe Insulation Specification Submitted By: Armacell LLCDocument5 pagesPlumbing Pipe Insulation Specification Submitted By: Armacell LLCKarthy GanesanNo ratings yet
- Analysis of Chemical Plant Heat Exchanger ExplosionDocument1 pageAnalysis of Chemical Plant Heat Exchanger ExplosionArath Leon ReyNo ratings yet
- 6.2 Transfer of Thermal EnergyDocument78 pages6.2 Transfer of Thermal EnergyHakim AbbasNo ratings yet
- Unique in Europe in This MagnitudeDocument2 pagesUnique in Europe in This Magnitudeandy175No ratings yet
- ASPE Hot Water System-2015EDDocument19 pagesASPE Hot Water System-2015EDEhab MohamedNo ratings yet
- Datasheet Electric Boilers GB 06 18Document1 pageDatasheet Electric Boilers GB 06 18Hatem HadiaNo ratings yet
- BROAD X Absorption Chiller Model Selection Design ManualDocument46 pagesBROAD X Absorption Chiller Model Selection Design Manualpseudosil0% (1)
- Manual Service HDS-E 8-16-4M PDFDocument92 pagesManual Service HDS-E 8-16-4M PDFatezor100% (1)