You might also like
- Energy Losses in Bends and FittingsDocument11 pagesEnergy Losses in Bends and FittingsQuenneBelocura100% (1)
- Experiment No 4 Flow MeasurementsDocument7 pagesExperiment No 4 Flow MeasurementsNathanian81% (16)
- Lab Report 123Document9 pagesLab Report 123Falcon Tech0% (1)
- MAPUA UNIVERSITY HYDRAULICS EXPERIMENTDocument10 pagesMAPUA UNIVERSITY HYDRAULICS EXPERIMENTPaul CamachoNo ratings yet
- Che Lab Report On Flow Over WeirsDocument14 pagesChe Lab Report On Flow Over WeirsJonelou Cusipag100% (1)
- Lab Report on Pressure Measurement Using ManometersDocument6 pagesLab Report on Pressure Measurement Using ManometersPashew PirotNo ratings yet
- LAB REPORT - Discharge Over WeirsDocument9 pagesLAB REPORT - Discharge Over WeirsLuli LolNo ratings yet
- Reynolds ExperimentDocument4 pagesReynolds ExperimentShubhangi Bansude100% (1)
- Calibration of Bourdon Pressure Gage PDFDocument3 pagesCalibration of Bourdon Pressure Gage PDFMohammed Cardoza100% (1)
- Pitot Tube ExperimentDocument3 pagesPitot Tube ExperimentinstrutechNo ratings yet
- Lab Report For Venturi MeterDocument9 pagesLab Report For Venturi MeterFirzana AmiraNo ratings yet
- Manometers DiscussionDocument3 pagesManometers DiscussionIshan Madhusanka82% (33)
- Flow Through A Pipe Orifice Meter LabDocument8 pagesFlow Through A Pipe Orifice Meter LabHenDricky MagosiNo ratings yet
- ORIFICE DISCHARGE Lab Report SampleDocument9 pagesORIFICE DISCHARGE Lab Report SampleArjun Mullu50% (14)
- Experiment 4 - Flow MeasurementDocument24 pagesExperiment 4 - Flow MeasurementKhairil Ikram67% (6)
- Capillary Rise Experiment ReportDocument2 pagesCapillary Rise Experiment Reportkenjosroy157% (7)
- Parts of Hydraulic Bench MachineDocument2 pagesParts of Hydraulic Bench MachineAamir Abbas100% (3)
- Hydrostatic Force ExperimentDocument17 pagesHydrostatic Force ExperimenteidalinNo ratings yet
- Fluids 2 Experiment 3Document8 pagesFluids 2 Experiment 3Bench CiudadanoNo ratings yet
- Experiment No. 1 Performance Test of Centrifugal PumpDocument24 pagesExperiment No. 1 Performance Test of Centrifugal PumpAli Requiso MahmudNo ratings yet
- Flow Demonstration ExperimentDocument5 pagesFlow Demonstration ExperimentVictoria SooknananNo ratings yet
- Comparing Flow Measurement Using Venturi, Orifice and RotameterDocument5 pagesComparing Flow Measurement Using Venturi, Orifice and RotameterMohd Azman SuwandiNo ratings yet
- Application of WeirDocument10 pagesApplication of Weirdanial 96No ratings yet
- Flow Over NotchDocument15 pagesFlow Over NotchMan Made Man100% (14)
- Osborn Reynolds Experiment Visualizes Laminar & Turbulent FlowDocument6 pagesOsborn Reynolds Experiment Visualizes Laminar & Turbulent Flowsanduni33% (3)
- Exp 2 Flow Visualization 2012Document6 pagesExp 2 Flow Visualization 2012Said Mohd Umar UmarNo ratings yet
- Fluid Mechanics Lab Experiment 2Document8 pagesFluid Mechanics Lab Experiment 2SSShakeelNo ratings yet
- Hydraulic Bench Parts DemoDocument4 pagesHydraulic Bench Parts DemoAliya A KhanNo ratings yet
- Fluid Mechanics 2 - Practical 1 Discharge Through An OrificeDocument13 pagesFluid Mechanics 2 - Practical 1 Discharge Through An OrificeShivesh Sohawan50% (4)
- Hydrostatic Force On A Plane Surface-8Document2 pagesHydrostatic Force On A Plane Surface-8Fahad AreebNo ratings yet
- Investigate Validity of Bernoulli's TheoremDocument26 pagesInvestigate Validity of Bernoulli's TheoremSaber Minato Azrul100% (1)
- Coefficient of Discharge of Weirs Notch TrapezoidalDocument16 pagesCoefficient of Discharge of Weirs Notch TrapezoidalMuhammad FarhanNo ratings yet
- Lab Manual-Manomety Lab Experiment PDFDocument12 pagesLab Manual-Manomety Lab Experiment PDFcheeball100% (1)
- Flow Measurement Lab5Document18 pagesFlow Measurement Lab5Jérôme J. JeitanyNo ratings yet
- Experiment 6 (Calibration of Temperature Measuring Devices - A4)Document16 pagesExperiment 6 (Calibration of Temperature Measuring Devices - A4)Jamiel CatapangNo ratings yet
- Slump Test Determines Concrete WorkabilityDocument3 pagesSlump Test Determines Concrete WorkabilityKevin P MendozaNo ratings yet
- Marcet Boiler Lab Report 2015Document23 pagesMarcet Boiler Lab Report 2015Sivamani SelvarajuNo ratings yet
- PC Lab Report No.2Document14 pagesPC Lab Report No.2Sapna RanaNo ratings yet
- Orifice & Free Jet FlowDocument6 pagesOrifice & Free Jet FlowMohamedElkikiNo ratings yet
- Lab Report 4Document7 pagesLab Report 4api-300265822100% (1)
- Experiment 3 Reaction TurbineDocument20 pagesExperiment 3 Reaction TurbineAnonymous T7vjZG4ot100% (1)
- Activity 2Document4 pagesActivity 2VAN IRIAN GUERRERO0% (1)
- Flowmeter DEMONSTRATIONDocument20 pagesFlowmeter DEMONSTRATIONAfiq IkhwanNo ratings yet
- Osbourne Reynolds Apparatus ExperimentDocument11 pagesOsbourne Reynolds Apparatus Experimentgeek3112100% (4)
- Laboratory Experiment No. 5 Losses in Pipes, Pipe Bends and Pipe FittingsDocument11 pagesLaboratory Experiment No. 5 Losses in Pipes, Pipe Bends and Pipe FittingsKhryz AbadNo ratings yet
- Experiment BernoulliDocument17 pagesExperiment BernoulliHafiniHambali94% (33)
- Flow of Water Over WeirsDocument9 pagesFlow of Water Over Weirsmujette godmalin100% (13)
- Practical Exercises Manual for Flow Measurement BenchDocument9 pagesPractical Exercises Manual for Flow Measurement BenchArianne Batallones100% (2)
- Flow Meter Demonstration Lab ReportDocument21 pagesFlow Meter Demonstration Lab Reportmhd badhrul bin baharNo ratings yet
- Manning's Roughness Coefficient (N)Document11 pagesManning's Roughness Coefficient (N)Khurram MumtazNo ratings yet
- Lab - OrificeDocument14 pagesLab - OrificeSzelee Kuek100% (1)
- Lab 2-Venturi MeterDocument4 pagesLab 2-Venturi MeterNor C-lah67% (3)
- Experiment 9 PDFDocument6 pagesExperiment 9 PDFShaemee CabaticNo ratings yet
- CE142P-2 Experiment 9Document10 pagesCE142P-2 Experiment 9Faye AnneNo ratings yet
- Calibrate Venturi & Orifice MetersDocument7 pagesCalibrate Venturi & Orifice Metersrohit kumarNo ratings yet
- Pipe - Friction ManualDocument6 pagesPipe - Friction ManualSrinivas ParvatiniNo ratings yet
- Experiment No 7Document7 pagesExperiment No 7Faizan Ahmed67% (3)
- Lab Session 03 UptadeDocument7 pagesLab Session 03 UptadeAbdullah SahirNo ratings yet
- Chapter 8 - Understanding Research Methods, Populations and SamplingDocument13 pagesChapter 8 - Understanding Research Methods, Populations and SamplingWeea BooNo ratings yet
- Irjet V8i6818Document5 pagesIrjet V8i6818Jemuel FloresNo ratings yet
- Chapter 3 - Understanding Research EthicsDocument16 pagesChapter 3 - Understanding Research Ethicsniaz kilamNo ratings yet
- Atluri Colostate 0053N 15126Document66 pagesAtluri Colostate 0053N 15126Jemuel FloresNo ratings yet
- Chapter 1 - Introducing ResearchDocument14 pagesChapter 1 - Introducing ResearchIvan CapunoNo ratings yet
- Skilled Labour Shortage in The Building Construction Industry Within The Central RegionDocument10 pagesSkilled Labour Shortage in The Building Construction Industry Within The Central RegionJemuel FloresNo ratings yet
- Impact of Prefab Tech on ProfitsDocument8 pagesImpact of Prefab Tech on ProfitsJemuel Flores100% (1)
- Chapter 2 - Developing Research SkillsDocument13 pagesChapter 2 - Developing Research SkillsIvan CapunoNo ratings yet
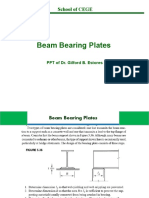
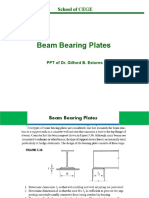
- CE134P-2 - Beam Bearing PlatesDocument15 pagesCE134P-2 - Beam Bearing PlatesJemuel FloresNo ratings yet
- GROUP MEMBERS: Last Name, First NameDocument2 pagesGROUP MEMBERS: Last Name, First NameJemuel FloresNo ratings yet
- CE134P-2 - Block ShearDocument7 pagesCE134P-2 - Block ShearJemuel FloresNo ratings yet
- Chapter 1 - Introducing ResearchDocument14 pagesChapter 1 - Introducing ResearchIvan CapunoNo ratings yet
- Chapter 5 - Developing A Research ProposalDocument10 pagesChapter 5 - Developing A Research Proposalniaz kilamNo ratings yet
- Chapter 4 - Understanding Research PhilosophyDocument13 pagesChapter 4 - Understanding Research PhilosophyArly TolentinoNo ratings yet
- CE134P-2 - Beam Bearing PlatesDocument15 pagesCE134P-2 - Beam Bearing PlatesJemuel FloresNo ratings yet
- CEGE PPT Notes Shear & DeflectionDocument18 pagesCEGE PPT Notes Shear & DeflectionJemuel FloresNo ratings yet
- Notes On Videos For Week 2Document1 pageNotes On Videos For Week 2Jemuel FloresNo ratings yet
- CEGE PPT Notes Shear & DeflectionDocument18 pagesCEGE PPT Notes Shear & DeflectionJemuel FloresNo ratings yet
- CE134P-2 - Column Base PlatesDocument11 pagesCE134P-2 - Column Base PlatesJemuel FloresNo ratings yet
- CE134P-2 - Block ShearDocument7 pagesCE134P-2 - Block ShearJemuel FloresNo ratings yet
- CE134P-2 - Beam-ColumnDocument18 pagesCE134P-2 - Beam-ColumnJemuel FloresNo ratings yet
- CE134P-2 - Biaxial BendingDocument23 pagesCE134P-2 - Biaxial BendingJemuel FloresNo ratings yet
- CE134P-2 - Simple Connections-BoltedDocument41 pagesCE134P-2 - Simple Connections-BoltedJemuel FloresNo ratings yet
- CE134P-2 - Biaxial BendingDocument23 pagesCE134P-2 - Biaxial BendingJemuel FloresNo ratings yet
- CE134P 2 Simple Connections WeldedDocument25 pagesCE134P 2 Simple Connections WeldedJemuel FloresNo ratings yet
- CE134P-2 - Simple Connections-BoltedDocument41 pagesCE134P-2 - Simple Connections-BoltedJemuel FloresNo ratings yet
- Proposed 3-Storey Building With Roof Deck: SampleDocument43 pagesProposed 3-Storey Building With Roof Deck: SampleSean Dia100% (14)
- Steel Lecture 11Document7 pagesSteel Lecture 11Gladwin Buquiron100% (1)
- Garcia Jessie Anthone J. 2019150161 HW3-BDocument3 pagesGarcia Jessie Anthone J. 2019150161 HW3-BJemuel FloresNo ratings yet
- Open Channel DesignDocument46 pagesOpen Channel DesignVijayakumar ChandrasekaranNo ratings yet
- Numerical Simulation of Fine Particle Solid-LiquidDocument10 pagesNumerical Simulation of Fine Particle Solid-LiquidAissa AMOURNo ratings yet
- Rotating Equipment Seals and Pumps Guide/TITLEDocument51 pagesRotating Equipment Seals and Pumps Guide/TITLEsaravananNo ratings yet
- Measurement of Fluid Flow in Closed ConduitsDocument20 pagesMeasurement of Fluid Flow in Closed ConduitspinkcityNo ratings yet
- CFD Simulation IntroductionDocument30 pagesCFD Simulation Introductiondjtj89No ratings yet
- An Introduction To Mathematical Fire ModelingDocument276 pagesAn Introduction To Mathematical Fire Modelingbebis2009100% (1)
- Calibration of Flow Meters Lab Report PDFDocument10 pagesCalibration of Flow Meters Lab Report PDFsaasNo ratings yet
- Farris Series 2600Document96 pagesFarris Series 2600johngoff100% (1)
- MEE 515 - HVAC - Lecture 7 (Chapter 10) - SummaryDocument43 pagesMEE 515 - HVAC - Lecture 7 (Chapter 10) - Summaryali hajjajNo ratings yet
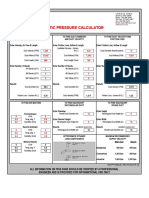
- Static Pressure Calculator r3 Rev1610 27Document1 pageStatic Pressure Calculator r3 Rev1610 27Wrya SaeedNo ratings yet
- Control Valve CharacteristicsDocument65 pagesControl Valve CharacteristicsAzar DeenNo ratings yet
- Siemens 1 GTX 100 TurbineDocument16 pagesSiemens 1 GTX 100 TurbinejparmarNo ratings yet
- A Comparison of Staggered and Non-Staggered Grid Navier-Stokes Solutions For The 8:1 Cavity Natural Convection OwDocument18 pagesA Comparison of Staggered and Non-Staggered Grid Navier-Stokes Solutions For The 8:1 Cavity Natural Convection OwNirav LakhaniNo ratings yet
- Structural Behavior of Weirs With One Bottom Circular OpeningDocument13 pagesStructural Behavior of Weirs With One Bottom Circular Openingayman_awadallahNo ratings yet
- Monitoring and Control of Hydro Power PlantDocument12 pagesMonitoring and Control of Hydro Power Plantjck07No ratings yet
- F1-10 Hydraulics Bench, F1-15 Bernoulli's Apparatus Test Equipment, and A Stopwatch For Timing The Flow MeasurementDocument3 pagesF1-10 Hydraulics Bench, F1-15 Bernoulli's Apparatus Test Equipment, and A Stopwatch For Timing The Flow MeasurementChanel AnnNo ratings yet
- Fluid Mechanics Practice Questions With SolutionDocument17 pagesFluid Mechanics Practice Questions With SolutionwebvenkyNo ratings yet
- Finite Element PrimerDocument81 pagesFinite Element PrimerAnonymous ntE0hG2TPNo ratings yet
- D350E Series II and Hydraulic Schematic D400E Series II Articulated TrucksDocument2 pagesD350E Series II and Hydraulic Schematic D400E Series II Articulated Trucksمهدي شقرونNo ratings yet
- Assignment Che239Document2 pagesAssignment Che239fatien zakariaNo ratings yet
- Pressure Drop AdjustmentsDocument2 pagesPressure Drop AdjustmentsFaheem MushtaqNo ratings yet
- Kod de BajaDocument1 pageKod de BajaGabrielito PachacamaNo ratings yet
- Aerodynamics of Small VehiclesDocument23 pagesAerodynamics of Small Vehiclesanon_274823100% (2)
- 12 Shippropulsion PDFDocument86 pages12 Shippropulsion PDFdeepak16051988No ratings yet
- Modeling and Flight Dynamics of A Projectile With Nonlinear, Roll-Dependent AerodynamicsDocument24 pagesModeling and Flight Dynamics of A Projectile With Nonlinear, Roll-Dependent Aerodynamicscacak283No ratings yet
- NASA Technical Paper 1685 - Wind-Tunnel Experiments on Divergence of Forward-Swept WingsDocument50 pagesNASA Technical Paper 1685 - Wind-Tunnel Experiments on Divergence of Forward-Swept Wingskingroy2377100% (1)
- Ethylene Glycol Heat-Transfer FluidDocument4 pagesEthylene Glycol Heat-Transfer Fluidashif28No ratings yet
- PS03Document5 pagesPS03Aamir Qutub AligNo ratings yet
- Department of Mechanical Engineering: Rajalakshmi Engineering College (Autonomous)Document31 pagesDepartment of Mechanical Engineering: Rajalakshmi Engineering College (Autonomous)AVI NASHNo ratings yet
- Engineering Rheology (Tanner)Document292 pagesEngineering Rheology (Tanner)Nazanin ShakouryNo ratings yet
- Q0703068897 PDFDocument10 pagesQ0703068897 PDFSuresh CNo ratings yet