You might also like
- Calculation for Concrete Bund Wall DesignDocument43 pagesCalculation for Concrete Bund Wall DesignDidi Hadi RiantoNo ratings yet
- R057-Ac-It-003 (C) - Inspection and Test Plan For Skid StructureDocument14 pagesR057-Ac-It-003 (C) - Inspection and Test Plan For Skid StructuredharwinNo ratings yet
- Project Control ProcedureDocument21 pagesProject Control ProcedureSlamat Parulian Simamora100% (5)
- Fiberglass PIPE WALL THICKNES Rev 1Document19 pagesFiberglass PIPE WALL THICKNES Rev 1Enryan Oreski RiyadiNo ratings yet
- P3FH-RPT-QAQC-00-004-A3 B: Fabrication Procedure For Machinery & Mechanical EquipmentDocument55 pagesP3FH-RPT-QAQC-00-004-A3 B: Fabrication Procedure For Machinery & Mechanical EquipmentFriska ThaniaNo ratings yet
- Integrated Control and Safety System (ICSS) TGS Bill of MaterialDocument9 pagesIntegrated Control and Safety System (ICSS) TGS Bill of MaterialFatholla SalehiNo ratings yet
- Project Datasheet for Echo Compressor Bleed RingDocument6 pagesProject Datasheet for Echo Compressor Bleed RingTamyizudin Kodri100% (1)
- Inspection and Test Plan for Instrument Air CompressorDocument10 pagesInspection and Test Plan for Instrument Air Compressordharwin100% (1)
- R057-Ac-It-002 (C) - Inspection and Test Plan For Pipe SpoolDocument16 pagesR057-Ac-It-002 (C) - Inspection and Test Plan For Pipe SpooldharwinNo ratings yet
- SW-CC Head Tank Process DatasheetDocument17 pagesSW-CC Head Tank Process DatasheetArdian20No ratings yet
- Specification For Dual-Layer FBEDocument19 pagesSpecification For Dual-Layer FBEali saidNo ratings yet
- R057-AC-IT-004 (C) - ITP For Air Dryer VesselDocument16 pagesR057-AC-IT-004 (C) - ITP For Air Dryer Vesseldharwin0% (1)
- Calculation of GTG Shelter Rev 1Document93 pagesCalculation of GTG Shelter Rev 1Oky Mahertwo Septian100% (2)
- Iooc Idhc BPD Ins Pro 007 R4Document8 pagesIooc Idhc BPD Ins Pro 007 R4Fatholla SalehiNo ratings yet
- Front End Engineering Design (FEED) for Gas Lift Compression Project Pipeline DesignDocument14 pagesFront End Engineering Design (FEED) for Gas Lift Compression Project Pipeline Designsutomo rochmandaNo ratings yet
- BCD3-315-48-DS-4-001-00 Data Sheet For Fiber Optic Cable - Rev 1Document7 pagesBCD3-315-48-DS-4-001-00 Data Sheet For Fiber Optic Cable - Rev 1rofingi ajiNo ratings yet
- ISO 1302 DIN 4768 Comparison of Surface Roughness Values - Stainless Steel T PDFDocument2 pagesISO 1302 DIN 4768 Comparison of Surface Roughness Values - Stainless Steel T PDFgalvaosilva33% (3)
- SKF DesignationDocument7 pagesSKF DesignationakhilsaNo ratings yet
- PIP PCECV001-2016 Guidelines For Application of Control ValvesDocument38 pagesPIP PCECV001-2016 Guidelines For Application of Control Valves刘旭No ratings yet
- Matindok Gas Development Project Control ProcedureDocument21 pagesMatindok Gas Development Project Control ProcedureAnas PratamaNo ratings yet
- PAS-JBG-400-D-002 Pipe Stress Report For Line Pipe Fuel Gas System Supply To GTCP 2050B Rev BDocument8 pagesPAS-JBG-400-D-002 Pipe Stress Report For Line Pipe Fuel Gas System Supply To GTCP 2050B Rev BElias EliasNo ratings yet
- Soil Investigation Report - CPP Donggi Matindok - Rev.3Document140 pagesSoil Investigation Report - CPP Donggi Matindok - Rev.3Didi Hadi RiantoNo ratings yet
- KS1000 SS Single Skin Product Data - 2016 RG PDFDocument2 pagesKS1000 SS Single Skin Product Data - 2016 RG PDFTomek BudaNo ratings yet
- Hot Tapping Procedure: Basrah Oil CompanyDocument8 pagesHot Tapping Procedure: Basrah Oil CompanyAhmed Farman AlqaysiNo ratings yet
- QGCIS-ASA-VD-001-01Document6 pagesQGCIS-ASA-VD-001-01workshop13.asaNo ratings yet
- BCD3-315-48-DS-4-003-00 Data Sheet For HDPE Duct Pipe - Rev 1Document8 pagesBCD3-315-48-DS-4-003-00 Data Sheet For HDPE Duct Pipe - Rev 1rofingi ajiNo ratings yet
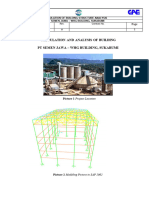
- 04 PT Semen Jawa - Packer ConcretDocument94 pages04 PT Semen Jawa - Packer ConcretKhairatul FitriNo ratings yet
- GSC-100-EMP-DWG-006 Header Box Drawing For All Air Cooler Rev.1 - SignedDocument8 pagesGSC-100-EMP-DWG-006 Header Box Drawing For All Air Cooler Rev.1 - SignedNedya Prastio (Nedyo / Tio)No ratings yet
- 05 PT Semen Jawa - WCPDocument25 pages05 PT Semen Jawa - WCPKhairatul FitriNo ratings yet
- 06 PT Semen Jawa - WHGDocument72 pages06 PT Semen Jawa - WHGKhairatul FitriNo ratings yet
- W2021C-DNGF-CV-900-SPE-0001 - RevBSpecification For Structural SteelDocument22 pagesW2021C-DNGF-CV-900-SPE-0001 - RevBSpecification For Structural SteelDidi Hadi RiantoNo ratings yet
- QGCIS-ASA-VD-102-00Document11 pagesQGCIS-ASA-VD-102-00workshop13.asaNo ratings yet
- Process Datasheet For MP Steam Condensate Pot (2109-V-809)Document5 pagesProcess Datasheet For MP Steam Condensate Pot (2109-V-809)Perviz BabazadeNo ratings yet
- Process Calculation For Propane Refrigeration Drain Drum 2112-V-107Document3 pagesProcess Calculation For Propane Refrigeration Drain Drum 2112-V-107Perviz BabazadeNo ratings yet
- DRI-SGE-M&P-006 Procedure Insulation Pipe For Coating and WrappingDocument9 pagesDRI-SGE-M&P-006 Procedure Insulation Pipe For Coating and WrappingnindoNo ratings yet
- QGCIS-ASA-VD-210-00Document3 pagesQGCIS-ASA-VD-210-00workshop13.asaNo ratings yet
- General Civil and Structure Design Basis: W2021C-DNGF-CV-900-DBS-0001Document26 pagesGeneral Civil and Structure Design Basis: W2021C-DNGF-CV-900-DBS-0001Didi Hadi RiantoNo ratings yet
- DRI-SGE-M&P-003 Procedure of Transportation, Storage & Stringging PipeDocument8 pagesDRI-SGE-M&P-003 Procedure of Transportation, Storage & Stringging PipenindoNo ratings yet
- PEP-SP-SAL-CV-CAL-202 - Rev.0 Calculation For Bund WallDocument43 pagesPEP-SP-SAL-CV-CAL-202 - Rev.0 Calculation For Bund WallfaridferdiansyahNo ratings yet
- 01 PT Semen Jawa - CCRDocument33 pages01 PT Semen Jawa - CCRKhairatul FitriNo ratings yet
- JACKET-TRACE SPEC, LurgiDocument42 pagesJACKET-TRACE SPEC, LurgiMOHAMMADNo ratings yet
- MTDF Qa 300 PRC 5002 R1Document11 pagesMTDF Qa 300 PRC 5002 R1Billy Kurniawan100% (1)
- FSK-E290-006-A4-0 Quality Control Plan (QC Plan)Document4 pagesFSK-E290-006-A4-0 Quality Control Plan (QC Plan)Amir Reza RashidfarokhiNo ratings yet
- 02 PT Semen Jawa - CRDocument27 pages02 PT Semen Jawa - CRKhairatul FitriNo ratings yet
- HSE Report Week 16Document8 pagesHSE Report Week 16Rifki AsfariNo ratings yet
- Qot BD 1 22 Me SPC 10364 00Document16 pagesQot BD 1 22 Me SPC 10364 00Hamid MansouriNo ratings yet
- 07PT Semen Jawa - WorkshopDocument39 pages07PT Semen Jawa - WorkshopKhairatul FitriNo ratings yet
- Traceability Procedure For Spherical TanksDocument10 pagesTraceability Procedure For Spherical TanksHamid MansouriNo ratings yet
- QGCIS-ASA-VD-215-00Document3 pagesQGCIS-ASA-VD-215-00workshop13.asaNo ratings yet
- Project Specification For Pipeline ValvesDocument4 pagesProject Specification For Pipeline Valvesamini_mohiNo ratings yet
- QGCIS-ASA-VD-002-01Document14 pagesQGCIS-ASA-VD-002-01workshop13.asaNo ratings yet
- Ventilating & Air Conditioning System Calculation for Luwuk Gas Engine Power Plant 40 MWDocument31 pagesVentilating & Air Conditioning System Calculation for Luwuk Gas Engine Power Plant 40 MWRemmo ArdianNo ratings yet
- Data Sheet For Leak Detection SystemDocument4 pagesData Sheet For Leak Detection SystemnuvanNo ratings yet
- QGCIS-ASA-VD-202-00Document24 pagesQGCIS-ASA-VD-202-00workshop13.asaNo ratings yet
- QGCIS-ASA-VD-004.REV 00Document3 pagesQGCIS-ASA-VD-004.REV 00workshop13.asaNo ratings yet
- Nioec SP 70 56Document68 pagesNioec SP 70 56Mohammad AminiNo ratings yet
- QGCIS-ASA-VD-205-00Document3 pagesQGCIS-ASA-VD-205-00workshop13.asaNo ratings yet
- Consortium - Document Numbering Procedure - Rev 0aDocument20 pagesConsortium - Document Numbering Procedure - Rev 0aahmadNo ratings yet
- NCE-Sample SizingDocument6 pagesNCE-Sample SizingrezaNo ratings yet
- TGP-JE-GTPT-240-RE-DAT-0004 - A01 - Data Sheet For Depropanizer Air CoolerDocument5 pagesTGP-JE-GTPT-240-RE-DAT-0004 - A01 - Data Sheet For Depropanizer Air CoolerMohamed hamza souissiNo ratings yet
- 03 PT Semen Jawa - Main SubstationDocument74 pages03 PT Semen Jawa - Main SubstationKhairatul FitriNo ratings yet
- 17 - Seal OilDocument5 pages17 - Seal Oildaniel60No ratings yet
- General Procedure for Road and River CrossingsDocument68 pagesGeneral Procedure for Road and River Crossingsrusli bahtiarNo ratings yet
- FEEDING SYSTEMS - FosecoDocument12 pagesFEEDING SYSTEMS - FosecotabibkarimNo ratings yet
- MAGNUM Screens BrochureDocument4 pagesMAGNUM Screens Brochurenarft narftNo ratings yet
- Introduction to Structural Steel DesignDocument10 pagesIntroduction to Structural Steel DesignGail Nathalie LiraNo ratings yet
- @airbus: Component Maintenance Manual With Illustrated Part ListDocument435 pages@airbus: Component Maintenance Manual With Illustrated Part Listjoker hotNo ratings yet
- Tolco Fire Protection Complete CatalogueDocument77 pagesTolco Fire Protection Complete CataloguepinchipinchiNo ratings yet
- CNC Machining Materials - Steel, Aluminum, Brass, Plastics, Exotic MetalsDocument3 pagesCNC Machining Materials - Steel, Aluminum, Brass, Plastics, Exotic MetalsSumea TalundzicNo ratings yet
- Shaper Planner SlotterDocument49 pagesShaper Planner SlotterDeepak RaiNo ratings yet
- TECH (2018) CRAFTSTONE VENEER TECHNICAL MANUALDocument13 pagesTECH (2018) CRAFTSTONE VENEER TECHNICAL MANUALvikon.rabbitNo ratings yet
- Structures 1 Project ManualDocument15 pagesStructures 1 Project ManualEric HardyNo ratings yet
- BT5 - Lesson 1Document38 pagesBT5 - Lesson 1Fritz Dela VegaNo ratings yet
- A Guide To Good Drilling PracticeDocument155 pagesA Guide To Good Drilling PracticeIsaque BerbertNo ratings yet
- CNC Design Essentials WP 18Document15 pagesCNC Design Essentials WP 18Mark KhoNo ratings yet
- Met EF EF1 EF2 TB ETDocument66 pagesMet EF EF1 EF2 TB ETĐức LêNo ratings yet
- SF6 KoppelingenDocument144 pagesSF6 KoppelingenCarolina EscobarNo ratings yet
- Vicat Apparatus Setting Time and Consistency of Cement: StandardsDocument1 pageVicat Apparatus Setting Time and Consistency of Cement: StandardsSciencetes PlusNo ratings yet
- H. S. Bawa - Manufacturing Processes-1Document296 pagesH. S. Bawa - Manufacturing Processes-1Mechpec MechNo ratings yet
- Grade 8.8 Bolt Loading Capacities Table - Engineers Edge - WWW - EngineersedgeDocument3 pagesGrade 8.8 Bolt Loading Capacities Table - Engineers Edge - WWW - EngineersedgemuathNo ratings yet
- Rust-Guard: Description Product CharacteristicsDocument1 pageRust-Guard: Description Product CharacteristicsDouglas Neves - UnaxNo ratings yet
- Cru WearDocument2 pagesCru WearLuis DiazNo ratings yet
- Powder Metallurgy: An Introduction to Self-Lubricating Bronze BearingsDocument39 pagesPowder Metallurgy: An Introduction to Self-Lubricating Bronze BearingsChandan KumarNo ratings yet
- Specification of Steel Furniture Genral Purpose 2 PDFDocument176 pagesSpecification of Steel Furniture Genral Purpose 2 PDFKetan GuptaNo ratings yet
- Ch5-Milling MachineDocument77 pagesCh5-Milling MachineYash OramNo ratings yet
- Corrosion Oilfield HandbookDocument63 pagesCorrosion Oilfield HandbookBilal KhashanNo ratings yet
- April 2012 Final Exam CCSM 101 V5Document4 pagesApril 2012 Final Exam CCSM 101 V5JCNo ratings yet
- Hofmann BrochureDocument88 pagesHofmann BrochureJorge VillalobosNo ratings yet
- Din 2819-2018Document27 pagesDin 2819-2018Gustavo FelipeNo ratings yet