You might also like
- Design Basis KLMDocument19 pagesDesign Basis KLMKVRamananNo ratings yet
- Instructions To Pdri SpreadsheetDocument2 pagesInstructions To Pdri SpreadsheetsiklebNo ratings yet
- 3DP-G04-00034 - Off Project Design ReviewDocument22 pages3DP-G04-00034 - Off Project Design ReviewtavenegasNo ratings yet
- Spec - 2016-02 - A00 Tagging Specification and SymblosDocument95 pagesSpec - 2016-02 - A00 Tagging Specification and Symblosabdelhalim100% (1)
- Agip KCO: Kashagan Field Development Project Experimental ProgrammeDocument27 pagesAgip KCO: Kashagan Field Development Project Experimental ProgrammeMaffone NumerounoNo ratings yet
- PROJECT STANDARD and SPECIFICATIONS Progress Measurement Procedure Rev01 WebDocument6 pagesPROJECT STANDARD and SPECIFICATIONS Progress Measurement Procedure Rev01 WebAkangAtetNo ratings yet
- A10 Networks WAF GuideDocument176 pagesA10 Networks WAF Guide1991gabolopez100% (2)
- WI-SSA-ENGTEC-001-E - 1 - Verification of Process Engineering DocumentsDocument14 pagesWI-SSA-ENGTEC-001-E - 1 - Verification of Process Engineering Documentsanghel_florin82No ratings yet
- Design Basis Memorandum1Document166 pagesDesign Basis Memorandum1AnaNo ratings yet
- Itb Part I - Instruction To BiddersDocument16 pagesItb Part I - Instruction To BiddersilsaNo ratings yet
- Tank Datasheet - CS-8000KL - RADocument1 pageTank Datasheet - CS-8000KL - RASumantrra ChattopadhyayNo ratings yet
- P&ID ChecklistDocument4 pagesP&ID ChecklistMeoNo ratings yet
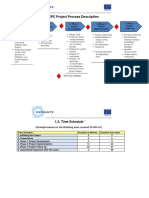
- 1.1-1.3 - epc - project-Rev Project Proceess Owner's Procedure 节能项目 业主前期开发Document11 pages1.1-1.3 - epc - project-Rev Project Proceess Owner's Procedure 节能项目 业主前期开发zhangj5No ratings yet
- 20-01-BRGA-MEC-RFQ-0001 - RevA RFQ For Pressure Vessels (Including Pig Launcher & Receiver, Diesel Filter)Document17 pages20-01-BRGA-MEC-RFQ-0001 - RevA RFQ For Pressure Vessels (Including Pig Launcher & Receiver, Diesel Filter)Bagus SigitNo ratings yet
- Engineering Project: TK-4094 Prarancangan Pabrik Kimia Semester 2 - 2015/2016Document9 pagesEngineering Project: TK-4094 Prarancangan Pabrik Kimia Semester 2 - 2015/2016Wilson LiangNo ratings yet
- Son My 1 Master ScheduleDocument1 pageSon My 1 Master ScheduleGaurav DuttaNo ratings yet
- 09223-0-DB-GQ-00001.00 0 07-2-LA-7180-0005 1 18 Quest CCS Project Design Basis Engineering PackageDocument18 pages09223-0-DB-GQ-00001.00 0 07-2-LA-7180-0005 1 18 Quest CCS Project Design Basis Engineering PackagePradeepta MohantyNo ratings yet
- 20177-1001-0501 - Process Work Hr. Estimation-Ver-1Document4 pages20177-1001-0501 - Process Work Hr. Estimation-Ver-1vasant ugaleNo ratings yet
- 2294E2-0000-DA00-SPC-0003 Rev 0 PDFDocument59 pages2294E2-0000-DA00-SPC-0003 Rev 0 PDFamirNo ratings yet
- VfdcalculationDocument90 pagesVfdcalculationBrijesh SrivastavNo ratings yet
- Elm 02 JGC PM SPC 0008Document25 pagesElm 02 JGC PM SPC 0008Amine GuedjibaNo ratings yet
- 2 Manfred WaidhasDocument18 pages2 Manfred WaidhasMuhammad Ali100% (1)
- Capcost 2008Document15 pagesCapcost 2008Paulina BarrientosNo ratings yet
- Specification For Control System (DCS) : Final IssueDocument38 pagesSpecification For Control System (DCS) : Final Issueanon_951110102No ratings yet
- Cp-117-Project EngineeringDocument67 pagesCp-117-Project Engineeringkattabomman100% (1)
- JPEP01231B0003 Control Procedure For Project DocumentDocument7 pagesJPEP01231B0003 Control Procedure For Project DocumentAmeya RevOsNo ratings yet
- HYSYS-Report Ammonia PlantDocument21 pagesHYSYS-Report Ammonia PlantDouglas Ross HannyNo ratings yet
- Dr2 - Spec - Non-Destructive Examination Req of PipingDocument20 pagesDr2 - Spec - Non-Destructive Examination Req of Pipingtomychalil100% (1)
- Specification Power Supply LGP42-11P EAY62170101 PDFDocument73 pagesSpecification Power Supply LGP42-11P EAY62170101 PDFaplkduNo ratings yet
- Volume 1 - General - V1-CH02-Introduction and Numbering Rev1Document16 pagesVolume 1 - General - V1-CH02-Introduction and Numbering Rev1MohamedNo ratings yet
- Feasibility Study - XLSBDocument29 pagesFeasibility Study - XLSBNarawit YINGYONGNo ratings yet
- 59-Qa60-R-201 - 0 - Equipment Numbering SystemDocument59 pages59-Qa60-R-201 - 0 - Equipment Numbering SystemNad EemNo ratings yet
- EPC - Schedules - NH 2BDocument102 pagesEPC - Schedules - NH 2BOllie BhattNo ratings yet
- Propane Dehydrogenation TechnologiesDocument9 pagesPropane Dehydrogenation TechnologiesparsmessengerNo ratings yet
- WELCOME To Cost & Evaluation Workbook by Peters, Timmerhaus and West. Accompanying Plant Design and Economics For Chemical Engineers, 5th EditionDocument15 pagesWELCOME To Cost & Evaluation Workbook by Peters, Timmerhaus and West. Accompanying Plant Design and Economics For Chemical Engineers, 5th Editionxhche7No ratings yet
- Level 3 - Project Schedule - Gambat South EWT ProjectDocument8 pagesLevel 3 - Project Schedule - Gambat South EWT ProjectAli Mohsin100% (1)
- Process Control and Shutdown PhilosophyDocument14 pagesProcess Control and Shutdown PhilosophyJoanrenis SaranyaNo ratings yet
- Bw0404a Sc7 BurnDocument96 pagesBw0404a Sc7 Burnoverlord5555No ratings yet
- TFC-EPC-CM-D-03 EPC Construction Work Package Planning GuideDocument16 pagesTFC-EPC-CM-D-03 EPC Construction Work Package Planning Guidexam marNo ratings yet
- Mec Cost Estimation Methodology Report PDFDocument23 pagesMec Cost Estimation Methodology Report PDFAbdullah TariqNo ratings yet
- CO-S-004 Document Numbering System Rev.ADocument5 pagesCO-S-004 Document Numbering System Rev.ARanjan KumarNo ratings yet
- 2016 Front End SampleDocument12 pages2016 Front End SampleB GirishNo ratings yet
- Project Documents and Work ScopeDocument2 pagesProject Documents and Work Scopereza buildtradefoilsNo ratings yet
- 5 - Equipment Cost EstimateDocument8 pages5 - Equipment Cost EstimateJose Yebra DeaunaNo ratings yet
- SVDN-CPP-M-0006-M12-0002-Rev.07-PSV CalculationDocument38 pagesSVDN-CPP-M-0006-M12-0002-Rev.07-PSV CalculationVu TranNo ratings yet
- Equpment NumberingDocument16 pagesEqupment NumberingSabilal ArifNo ratings yet
- Scope of Facilities: Document NoDocument17 pagesScope of Facilities: Document NoKishanshettyNo ratings yet
- 1 FEED Engineering Man Hour 산정 기준Document8 pages1 FEED Engineering Man Hour 산정 기준Mohsen HamdiNo ratings yet
- Project Status Report, Sample 1Document9 pagesProject Status Report, Sample 1nbnbNo ratings yet
- FM - 10 Contract Trend Notice RegisterDocument2 pagesFM - 10 Contract Trend Notice RegisterBleep NewsNo ratings yet
- Requisition For HRSG Packages: (10301-H-PKG & 10401-H-PKG)Document206 pagesRequisition For HRSG Packages: (10301-H-PKG & 10401-H-PKG)ThiruppathirajanNo ratings yet
- Process Plant Eng Activity ModelDocument43 pagesProcess Plant Eng Activity Modelمحمد يازيد هوساينNo ratings yet
- RO-EP-P0213-GE-SOW-001-D0-E SoW - EPCC - 2012-01-30Document35 pagesRO-EP-P0213-GE-SOW-001-D0-E SoW - EPCC - 2012-01-30Miuta IrinelNo ratings yet
- Equipment List PDFDocument49 pagesEquipment List PDFArash SotoudehNo ratings yet
- Document Number Rev. Document Title Number: A545-6-44-0016 2 Job Spec For Non Destructive Testing 2Document20 pagesDocument Number Rev. Document Title Number: A545-6-44-0016 2 Job Spec For Non Destructive Testing 2Moorthy NaveenNo ratings yet
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaFrom EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNo ratings yet
- ENG... Electrical & Instrumentation Cables - (ENG-GS6-007)Document15 pagesENG... Electrical & Instrumentation Cables - (ENG-GS6-007)翟庆祥No ratings yet
- Aurecon Cost and Technical Parameters Review 2020Document71 pagesAurecon Cost and Technical Parameters Review 2020Lamine BahriNo ratings yet
- SPMAG002 Rev1 Matimba ACC Fan Gearbox Gears Manufacturing Technical Specification SignedDocument13 pagesSPMAG002 Rev1 Matimba ACC Fan Gearbox Gears Manufacturing Technical Specification SignedAminNo ratings yet
- Eds Lan S03Document69 pagesEds Lan S03boy leeNo ratings yet
- Dispatcher Power Flow: Functional DescriptionDocument23 pagesDispatcher Power Flow: Functional DescriptionSatrio YolandanuNo ratings yet
- Arden Precinct AS 2885.6 Safety Management Study Workshop and Report Delphi Risk September 2020Document48 pagesArden Precinct AS 2885.6 Safety Management Study Workshop and Report Delphi Risk September 2020CampNo ratings yet
- Eaton Guidespec Ats Molded Case Atc900 All Frames 26 36 23 07Document18 pagesEaton Guidespec Ats Molded Case Atc900 All Frames 26 36 23 07abdelhalimNo ratings yet
- كتاب الميسر في اللغة العربية للسنة الثالثة متوسط - الجيل الثانيDocument111 pagesكتاب الميسر في اللغة العربية للسنة الثالثة متوسط - الجيل الثانيabdelhalimNo ratings yet
- PCIC Area Classification Comparison FreeDocument8 pagesPCIC Area Classification Comparison FreeabdelhalimNo ratings yet
- FileDocument159 pagesFileabdelhalimNo ratings yet
- TotalDocument32 pagesTotalabdelhalimNo ratings yet
- Third Term English ExamDocument4 pagesThird Term English ExamabdelhalimNo ratings yet
- Dzexams Uploads Sujets 2622716Document8 pagesDzexams Uploads Sujets 2622716abdelhalimNo ratings yet
- IECEx OD 033 Ed1.1Document16 pagesIECEx OD 033 Ed1.1abdelhalimNo ratings yet
- Iecex Certificate of ConformityDocument11 pagesIecex Certificate of ConformityabdelhalimNo ratings yet
- 2020 - 11 - 12 Alcad Slim Battery Solution LaunchDocument2 pages2020 - 11 - 12 Alcad Slim Battery Solution LaunchabdelhalimNo ratings yet
- Battery Technology Comparison IEEE 2020Document50 pagesBattery Technology Comparison IEEE 2020abdelhalimNo ratings yet
- Oil and Gas 4 PDF FreeDocument4 pagesOil and Gas 4 PDF FreeabdelhalimNo ratings yet
- Operation and Maintenance of A Substation PDFDocument60 pagesOperation and Maintenance of A Substation PDFMohan SaravanaNo ratings yet
- Advanced Construction Project Management - The Complexity of Megaprojects - C. Brockmann (Wiley, 2021)Document290 pagesAdvanced Construction Project Management - The Complexity of Megaprojects - C. Brockmann (Wiley, 2021)abdelhalim100% (1)
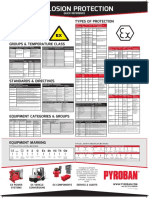
- Pyroban Wallchart 2019Document1 pagePyroban Wallchart 2019abdelhalimNo ratings yet
- Spec - 2017-02 - A00 Plate and Frame Heat EchangersDocument20 pagesSpec - 2017-02 - A00 Plate and Frame Heat EchangersabdelhalimNo ratings yet
- Pexe Component - Iecex Exv 19.0010u Is0Document6 pagesPexe Component - Iecex Exv 19.0010u Is0abdelhalimNo ratings yet
- Lightning Protection System Calculation - Section-1: Owner ContractorDocument12 pagesLightning Protection System Calculation - Section-1: Owner ContractorabdelhalimNo ratings yet
- Acccob3 Ra1 PDFDocument13 pagesAcccob3 Ra1 PDFKimi SantosNo ratings yet
- 12th International Conference On Parallel, Distributed Computing and Applications (IPDCA 2023)Document2 pages12th International Conference On Parallel, Distributed Computing and Applications (IPDCA 2023)ijccmsNo ratings yet
- Real-Time Finance Management SystemDocument85 pagesReal-Time Finance Management SystemShreyas DeshmukhNo ratings yet
- Operation Guide 3464: © 2018 Casio Computer Co., LTDDocument22 pagesOperation Guide 3464: © 2018 Casio Computer Co., LTDaaNo ratings yet
- AzureDocument886 pagesAzureKunanon JaitrongNo ratings yet
- The Agile Team (The A-Team) (TAT) : Project ProposalDocument22 pagesThe Agile Team (The A-Team) (TAT) : Project ProposalHamed MostafaNo ratings yet
- Frister + Rossman Panda 6 MkII Sewing Machine Instruction ManualDocument46 pagesFrister + Rossman Panda 6 MkII Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- NycoCard Reader Instruction Manual BookDocument4 pagesNycoCard Reader Instruction Manual Bookbhezos100% (3)
- Real-Time Object Detection With Tensorflow Model Using Edge Computing ArchitectureDocument4 pagesReal-Time Object Detection With Tensorflow Model Using Edge Computing Architecturetodurkargururaj77No ratings yet
- AIML V.22 Brochure Newversion22Document16 pagesAIML V.22 Brochure Newversion22muni4ulgNo ratings yet
- Brand ProposalDocument3 pagesBrand ProposalLyannah Rizch BlanqueraNo ratings yet
- ESS User Manual v1.2-1.5Document27 pagesESS User Manual v1.2-1.5rhaumeoNo ratings yet
- Tabular Method of Describing The Relationship Between 2 Nominal VariablesDocument2 pagesTabular Method of Describing The Relationship Between 2 Nominal VariablesJanine Leigh BacalsoNo ratings yet
- Chapter FourDocument11 pagesChapter FourHanan Shayibo100% (1)
- MoneyGram InternationalDocument2 pagesMoneyGram InternationalAmith M DNo ratings yet
- Android Common Kernel and Out of Tree Patchset: Amit PundirDocument33 pagesAndroid Common Kernel and Out of Tree Patchset: Amit PundirTulio MunizNo ratings yet
- LCETED™ INST FOR CIVIL ENGINEERS (@teamlceted) - TwitterDocument4 pagesLCETED™ INST FOR CIVIL ENGINEERS (@teamlceted) - Twittervignesh kumarNo ratings yet
- Greer RCI510 Troubleshooting W450270ADocument19 pagesGreer RCI510 Troubleshooting W450270ARam SisodiaNo ratings yet
- IEC-IM03 Series: Key FeaturesDocument1 pageIEC-IM03 Series: Key FeaturesNestor Junior LarezNo ratings yet
- Curriculum VitaeDocument3 pagesCurriculum Vitaepaula gomezNo ratings yet
- Checklist Bachelorapplication Hochschulstart enDocument2 pagesChecklist Bachelorapplication Hochschulstart enAnas FarooqNo ratings yet
- Digital Signal Processing: Yogananda IsukapalliDocument29 pagesDigital Signal Processing: Yogananda IsukapalliDr. M. Thillai Rani Asst Prof ECENo ratings yet
- 1.5 Stem and Leaf Plot in RDocument8 pages1.5 Stem and Leaf Plot in RGugunNo ratings yet
- Python Frameworks For Enterprise ApplicationsDocument10 pagesPython Frameworks For Enterprise ApplicationsAri HemingwayNo ratings yet
- Hive Commands SimplinDocument5 pagesHive Commands Simplinmarina duttaNo ratings yet
- Family Tree Maker 2019Document6 pagesFamily Tree Maker 2019Chris PattNo ratings yet
- Chat ms-700Document19 pagesChat ms-700alienwarevendaNo ratings yet
- 0901d1968090b599 SKF Silent Series Super Precision Angular Contact Ball Bearings 18356 1 en TCM 12 495479Document20 pages0901d1968090b599 SKF Silent Series Super Precision Angular Contact Ball Bearings 18356 1 en TCM 12 495479VishalNo ratings yet