You might also like
- Critical Crack Sizes in Ductile Piping PDFDocument23 pagesCritical Crack Sizes in Ductile Piping PDFAngelTinocoNo ratings yet
- Ballasting System Design and Application On A New SubmarineDocument11 pagesBallasting System Design and Application On A New Submarine潘子豪No ratings yet
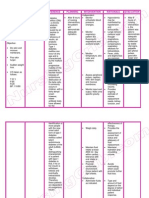
- Nursing Care Plan Diabetes Mellitus Type 1Document2 pagesNursing Care Plan Diabetes Mellitus Type 1deric85% (46)
- Brinch Hansen - A General Formula For Bearing CapacityDocument10 pagesBrinch Hansen - A General Formula For Bearing Capacitymasamune87100% (1)
- Van Everdingen, A.F. and Hurst, W.: The Application of The Laplace Transformation To Flow Problems in ReservoirsDocument22 pagesVan Everdingen, A.F. and Hurst, W.: The Application of The Laplace Transformation To Flow Problems in ReservoirsSolenti D'nou50% (2)
- 1961 - A General Formula For Bearing CapacityDocument9 pages1961 - A General Formula For Bearing CapacityTorpirNo ratings yet
- P Training For ResilienceDocument35 pagesP Training For ResilienceLbrito01100% (1)
- Neoclassical CounterrevolutionDocument1 pageNeoclassical CounterrevolutionGraziella ValerioNo ratings yet
- ChaudhriDocument10 pagesChaudhriسحر سلامتیانNo ratings yet
- Pressure Build-Up Analysis, Variable-Rate CaseDocument5 pagesPressure Build-Up Analysis, Variable-Rate CaseBolsec14No ratings yet
- Modeling of I-V Characteristics in Symmetric Double-Gate Polysilicon Thin-Film TransistorsDocument11 pagesModeling of I-V Characteristics in Symmetric Double-Gate Polysilicon Thin-Film TransistorsZuona ChenNo ratings yet
- Crump 1988Document8 pagesCrump 1988bayuNo ratings yet
- Stress Analysis in Solidification Processes Application To Continuous CastingDocument20 pagesStress Analysis in Solidification Processes Application To Continuous CastingEmerson EdilsonNo ratings yet
- Computer Fluid Dynamics CFD Study of New InnovativDocument12 pagesComputer Fluid Dynamics CFD Study of New InnovativadinaNo ratings yet
- Saturation Nucleate Pool Boiling - A Simple CorrelationDocument9 pagesSaturation Nucleate Pool Boiling - A Simple CorrelationForcus on100% (1)
- Analysis of The Flow Induced by Air-Bubble SystemsDocument16 pagesAnalysis of The Flow Induced by Air-Bubble SystemsmynameisjohnNo ratings yet
- 0.3 Imprimir10.1.1.735.9782Document12 pages0.3 Imprimir10.1.1.735.9782Alfonso López JiménezNo ratings yet
- Professor Terry Sheppard (Auth.) - Extrusion of Aluminium Alloys-Springer US (1999)Document10 pagesProfessor Terry Sheppard (Auth.) - Extrusion of Aluminium Alloys-Springer US (1999)Enquiry SgNo ratings yet
- Pressure Build-Up Analysis, Variable-Rate Case: S+?s - RX' """Document5 pagesPressure Build-Up Analysis, Variable-Rate Case: S+?s - RX' """Bahman MatouriNo ratings yet
- SPE 69403 Estimating IPR Curves in Intermittent Gas Lift Wells From Standard Production TestsDocument7 pagesSPE 69403 Estimating IPR Curves in Intermittent Gas Lift Wells From Standard Production TestsJujupNo ratings yet
- Johnson1974 PDFDocument18 pagesJohnson1974 PDFSãröj ShâhNo ratings yet
- SPE-14098-PA Raghavan Well-Test Analysis For Multiphase FlowDocument10 pagesSPE-14098-PA Raghavan Well-Test Analysis For Multiphase FlowLorena CamposNo ratings yet
- Bond Graph Interpretation of One-Dimensional Fluid FlowDocument13 pagesBond Graph Interpretation of One-Dimensional Fluid FlowMejbahul SarkerNo ratings yet
- Indicated Troublesome: - and KaskadeDocument10 pagesIndicated Troublesome: - and KaskadecopiedNo ratings yet
- Steady-State and Unsteady-State Flow of Non':'Newtonian Fluids Through Porous MediaDocument9 pagesSteady-State and Unsteady-State Flow of Non':'Newtonian Fluids Through Porous Mediazulike2004No ratings yet
- Interference Well TestDocument6 pagesInterference Well TestParitosh DoshiNo ratings yet
- Composition Dependence of Tensile Yield Stress in Filled PolymersDocument3 pagesComposition Dependence of Tensile Yield Stress in Filled PolymersalperenacarNo ratings yet
- Potential Slip Surfaces of Slope With Strength Parameters and Ping CaoDocument5 pagesPotential Slip Surfaces of Slope With Strength Parameters and Ping CaoMendrakevNo ratings yet
- Sedimentation in Tilted VesselsDocument12 pagesSedimentation in Tilted Vessels2306노강민No ratings yet
- Fulford Variable in Reservoir SimulationDocument51 pagesFulford Variable in Reservoir SimulationRolySimangunsongNo ratings yet
- Pressure Buildup Analysis: Techniques For Oil WellsDocument81 pagesPressure Buildup Analysis: Techniques For Oil WellsmisterkoroNo ratings yet
- Finite Element Simulation of Dip Coating, I - Newtonian FluidsDocument17 pagesFinite Element Simulation of Dip Coating, I - Newtonian FluidsLindsay SchneiderNo ratings yet
- Carrier Lifetime Meassurement in PIN DiodesDocument5 pagesCarrier Lifetime Meassurement in PIN DiodesGuillermo VillarNo ratings yet
- BF02269611Document9 pagesBF02269611otipicni6969No ratings yet
- Energy Theory of Rubber AbrasionDocument5 pagesEnergy Theory of Rubber Abrasionadriano_rodsNo ratings yet
- Chapter 9 - Flow Regime Identification and Analysis Using Special MethodsDocument20 pagesChapter 9 - Flow Regime Identification and Analysis Using Special MethodsmisterkoroNo ratings yet
- Vielmo, H. A. Et Al 2008 - Numerical Analysis of A High Swirl-Generating Helical Intake Port For Diesel EnginesDocument8 pagesVielmo, H. A. Et Al 2008 - Numerical Analysis of A High Swirl-Generating Helical Intake Port For Diesel Enginesla8805No ratings yet
- Optimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationDocument7 pagesOptimization of Output Fluctuation For The Model of Non-Ideal CSTR'S in Series With A Sinusoidal Input of ConcentrationNIKHIL SHINDENo ratings yet
- Chang 1996Document11 pagesChang 1996sscvijay98No ratings yet
- Limit States For Pipes Under Combined Loads: October 2011Document11 pagesLimit States For Pipes Under Combined Loads: October 2011ochableNo ratings yet
- Optimization of Twin Screw Extrusion Using CFD For Polymer/nanoclay CompositesDocument6 pagesOptimization of Twin Screw Extrusion Using CFD For Polymer/nanoclay Compositesgiovan ganandyNo ratings yet
- Parative Analysis of Static and Dynamic Elastic Modulus of Polymer Concrete CompositesDocument4 pagesParative Analysis of Static and Dynamic Elastic Modulus of Polymer Concrete CompositesbsrmohanNo ratings yet
- SPE Analysis of Slug Test Data From Hydraulically Fractured Coalbed Methane WellsDocument14 pagesSPE Analysis of Slug Test Data From Hydraulically Fractured Coalbed Methane WellsJuan Manuel ContrerasNo ratings yet
- Spe 205346 Des WaanDocument6 pagesSpe 205346 Des Waancontradictorio_alexNo ratings yet
- Productivity Prediction Method For Fractured Wells in Extra-Low Permeability Oil ReservoirsDocument3 pagesProductivity Prediction Method For Fractured Wells in Extra-Low Permeability Oil ReservoirsEbenezer Amoah-KyeiNo ratings yet
- Titration of A Polyprotic Acid: ObjectivesDocument10 pagesTitration of A Polyprotic Acid: ObjectivesrhombuswizardNo ratings yet
- 1983 SPE12518 Whitson IPRDocument60 pages1983 SPE12518 Whitson IPRPorfirio AguileraNo ratings yet
- A Constitutive Model For Sand in Triaxial CompressionDocument24 pagesA Constitutive Model For Sand in Triaxial CompressionLiz RvNo ratings yet
- 00003535Document15 pages00003535lacoalicionpetroleraNo ratings yet
- A Simplified Method For Assessing The Saturation Efficiency at Full-Scale Dissolved Air Flotation Plant PDFDocument8 pagesA Simplified Method For Assessing The Saturation Efficiency at Full-Scale Dissolved Air Flotation Plant PDFChris QueroNo ratings yet
- CDP IdentificationofParametersDocument17 pagesCDP IdentificationofParametersysrerbsNo ratings yet
- Identification of Parameters of Concrete Damage Plasticity Constitutive ModelDocument17 pagesIdentification of Parameters of Concrete Damage Plasticity Constitutive ModelYoussouf OumarNo ratings yet
- Khalda ExamsDocument40 pagesKhalda ExamsEssa AboMaeenNo ratings yet
- MURTI 无限长轴承Document12 pagesMURTI 无限长轴承chenknaaNo ratings yet
- Flugel-Design Jet PumpsDocument67 pagesFlugel-Design Jet PumpsAnonymous hHWOMl4FvNo ratings yet
- Finite Element Formulation For Inflatable Beams.: To Cite This VersionDocument17 pagesFinite Element Formulation For Inflatable Beams.: To Cite This Versiondileep ajayaghoshNo ratings yet
- Mathematical Model For Control The Plasma PDFDocument4 pagesMathematical Model For Control The Plasma PDFAzizNo ratings yet
- Economides 1987Document3 pagesEconomides 1987p9nwz2vj85No ratings yet
- LES Analysis of Mixture Formation and Ignitability in An Unsteady Methane JetDocument6 pagesLES Analysis of Mixture Formation and Ignitability in An Unsteady Methane Jetkurniawan waskitoNo ratings yet
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99From EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99No ratings yet
- A Course of Mathematics for Engineerings and Scientists: Volume 5From EverandA Course of Mathematics for Engineerings and Scientists: Volume 5No ratings yet
- GEODynamics CONNEX Brochure 2008.10 - Rev2 Final PDFDocument12 pagesGEODynamics CONNEX Brochure 2008.10 - Rev2 Final PDFSusin LimNo ratings yet
- Infoblatt Skischulen Trends Port eDocument18 pagesInfoblatt Skischulen Trends Port eAustrian National Tourism BoardNo ratings yet
- Chapter - 01 Geography The Earth in The Solar SystemDocument10 pagesChapter - 01 Geography The Earth in The Solar SystemKarsin ManochaNo ratings yet
- Introduction To Hydraulic System in The Construction Machinery - Copy ALIDocument2 pagesIntroduction To Hydraulic System in The Construction Machinery - Copy ALImahadNo ratings yet
- E Catalog YooilDocument10 pagesE Catalog Yooilom jangidNo ratings yet
- Amlodipine Besylate Drug StudyDocument2 pagesAmlodipine Besylate Drug StudyJonieP84No ratings yet
- Manipulation Methods and How To Avoid From ManipulationDocument5 pagesManipulation Methods and How To Avoid From ManipulationEylül ErgünNo ratings yet
- Science9 Q3 SLM1Document15 pagesScience9 Q3 SLM1Zandra Musni Delos ReyesNo ratings yet
- Negotiation Homework AssignmentDocument3 pagesNegotiation Homework AssignmentEunice Lourenço TanganeNo ratings yet
- Instrumentation Design BasicsDocument28 pagesInstrumentation Design BasicsCharles ChettiarNo ratings yet
- Dawn of The DhammaDocument65 pagesDawn of The Dhammaarkaprava paulNo ratings yet
- MikroekonomiDocument1 pageMikroekonomiYudhaPrakosoIINo ratings yet
- Philippines and Singapore Trade Relations and Agreements: 1. What Leads To Said Agreement?Document11 pagesPhilippines and Singapore Trade Relations and Agreements: 1. What Leads To Said Agreement?Ayrah Erica JaimeNo ratings yet
- ĐÁP ÁN ĐỀ THI THỬ SỐ 03 (2019-2020)Document8 pagesĐÁP ÁN ĐỀ THI THỬ SỐ 03 (2019-2020)Đào VânNo ratings yet
- Variables in The EquationDocument3 pagesVariables in The EquationfiharjatinNo ratings yet
- Practical Econometrics Data Collection Analysis and Application 1st Edition Hilmer Test BankDocument27 pagesPractical Econometrics Data Collection Analysis and Application 1st Edition Hilmer Test Bankdavidhallwopkseimgc100% (28)
- Pursanova IXC ManualDocument16 pagesPursanova IXC ManualHector Serrano MagañaNo ratings yet
- Pay Scale WorkshopDocument5 pagesPay Scale WorkshopIbraNo ratings yet
- Comparison of The EC-GMP Guide Part I With The SFDA-GMP Guideline For Chinese CompaniesDocument7 pagesComparison of The EC-GMP Guide Part I With The SFDA-GMP Guideline For Chinese Companiesrambabukomati472No ratings yet
- An1914 PDFDocument56 pagesAn1914 PDFUpama Das100% (1)
- Difference Between Dada and SurrealismDocument5 pagesDifference Between Dada and SurrealismPro FukaiNo ratings yet
- Assignment Brief - Starting A Business and Fundamental of MarketingDocument7 pagesAssignment Brief - Starting A Business and Fundamental of Marketingmd rahimNo ratings yet
- Interdisciplinary Project 1Document11 pagesInterdisciplinary Project 1api-424250570No ratings yet
- Moodle2Word Word Template: Startup Menu: Supported Question TypesDocument6 pagesMoodle2Word Word Template: Startup Menu: Supported Question TypesinamNo ratings yet
- Sequence Analytical and Vector Geometry at Teaching of Solid Geometry at Secondary SchoolDocument10 pagesSequence Analytical and Vector Geometry at Teaching of Solid Geometry at Secondary SchoolJuan S. PalmaNo ratings yet
- Preparatory Newsletter No 3 2013Document22 pagesPreparatory Newsletter No 3 2013SJC AdminNo ratings yet
- The Duty To Warn in Products Liability: Contours and CriticismDocument115 pagesThe Duty To Warn in Products Liability: Contours and CriticismArun HiroNo ratings yet