You might also like
- Forenseic Chapter 3Document64 pagesForenseic Chapter 3Arul JothiNo ratings yet
- Module 4Document10 pagesModule 4Fuck YouNo ratings yet
- Polymer Mortars for Tile InstallationDocument5 pagesPolymer Mortars for Tile InstallationYuvaraj DhandapaniNo ratings yet
- Unit 2: Admixtures and Testing of Harden ConcreteDocument16 pagesUnit 2: Admixtures and Testing of Harden ConcreteRishav MandalNo ratings yet
- TashDocument26 pagesTashRobin ParmarNo ratings yet
- Polymer Modified Concrete - Types, Properties and ApplicationsDocument3 pagesPolymer Modified Concrete - Types, Properties and ApplicationssahilkaushikNo ratings yet
- Polymer ConcreteDocument30 pagesPolymer Concretejoshua humirang100% (1)
- FAIRFIBRE - Technical BulletinDocument4 pagesFAIRFIBRE - Technical BulletinKiran Kumar JhaNo ratings yet
- Flexible polymer cement repair materialsDocument6 pagesFlexible polymer cement repair materialsBiggie Tafadzwa GanyoNo ratings yet
- R Kalaivani-BmbcDocument7 pagesR Kalaivani-BmbcKalaivani RNo ratings yet
- Concrete Admixtures - Plasticizers FD PDFDocument20 pagesConcrete Admixtures - Plasticizers FD PDFHARSHITA JAINNo ratings yet
- Shrinkage Reducing Admixtures: Admixture Technical Sheet - ATS 15Document3 pagesShrinkage Reducing Admixtures: Admixture Technical Sheet - ATS 15Dileepa DissanayakeNo ratings yet
- CT Notes m4Document40 pagesCT Notes m4Vinod RajNo ratings yet
- Polymer Concrete and Portland Cement Concrete Features ComparisonDocument5 pagesPolymer Concrete and Portland Cement Concrete Features ComparisonjagdishNo ratings yet
- Polymer Impregnated ConcreteDocument24 pagesPolymer Impregnated ConcreteChrisYap50% (2)
- Unit 2Document25 pagesUnit 2YASHWANTH.M.KNo ratings yet
- Presented By: Ravikiran KattoliDocument15 pagesPresented By: Ravikiran KattoliHODCIVILNo ratings yet
- Water Resisting (Waterproofing) Admixtures: Admixture Sheet - ATS 6Document3 pagesWater Resisting (Waterproofing) Admixtures: Admixture Sheet - ATS 6chandan paulNo ratings yet
- Polymer ConcreteDocument29 pagesPolymer ConcreteDHANenDRAN RNo ratings yet
- Polymer ConcreteDocument12 pagesPolymer ConcreteBharath Bhushan100% (2)
- Construction Chemicals For WaterproofingDocument34 pagesConstruction Chemicals For WaterproofingsandyNo ratings yet
- 2nd Term New Material and TechnologyDocument64 pages2nd Term New Material and TechnologyShreedharNo ratings yet
- Types of Admixtures of ConcreteDocument8 pagesTypes of Admixtures of Concrete11 Sqn RERNo ratings yet
- Polymer Dispersion Powder in Cement Based WackerDocument12 pagesPolymer Dispersion Powder in Cement Based Wackerm_shahbaghiNo ratings yet
- Repair Materials and TechniquesDocument108 pagesRepair Materials and Techniquesdarsu NaikNo ratings yet
- Polymer Modified ConcreteDocument12 pagesPolymer Modified ConcreteGurjot Singh DhaliwalNo ratings yet
- Chapter - 1 1.1 General TheoryDocument44 pagesChapter - 1 1.1 General TheoryVenkat Deepak SarmaNo ratings yet
- Concrete constituents and properties guideDocument3 pagesConcrete constituents and properties guideashok daukiyaNo ratings yet
- Chemical AdmixtureDocument3 pagesChemical AdmixtureFayeTaylorNo ratings yet
- Project Report On Polycarboxylate Ether Superplasticizer (Pce)Document7 pagesProject Report On Polycarboxylate Ether Superplasticizer (Pce)EIRI Board of Consultants and PublishersNo ratings yet
- ATS 6 Water ResistingDocument3 pagesATS 6 Water ResistingGia GuallarNo ratings yet
- Presented BY: Ashok KumarDocument50 pagesPresented BY: Ashok KumarashoknrNo ratings yet
- ATS 6 Water Resisting AdmixturesDocument3 pagesATS 6 Water Resisting Admixturesssi3kNo ratings yet
- Developments in Epoxy Modified CementsDocument12 pagesDevelopments in Epoxy Modified Cementsb4rfNo ratings yet
- 1 Brushbond (M)Document3 pages1 Brushbond (M)marzuki0202No ratings yet
- REHABILITATION AND RETROFITTING OF STRUCTURESDocument12 pagesREHABILITATION AND RETROFITTING OF STRUCTURESvijjikewlguy7116No ratings yet
- Unit 8 Special ConcretesDocument4 pagesUnit 8 Special ConcretesHemanth SaiNo ratings yet
- Powder Additives For Dry Mix Mortars With Rising Demands: Shrinkage Reducing AgentsDocument8 pagesPowder Additives For Dry Mix Mortars With Rising Demands: Shrinkage Reducing AgentsRafael ObusanNo ratings yet
- Chemical and Mineral Admixtures for ConcreteDocument8 pagesChemical and Mineral Admixtures for ConcreteSri RamNo ratings yet
- Effective Use of Bonding AgentsDocument4 pagesEffective Use of Bonding Agentsrenee100% (2)
- ADMIXTURES FOR CONCRETE and Hardened ConcreteDocument13 pagesADMIXTURES FOR CONCRETE and Hardened ConcreteMwaniki WilNo ratings yet
- Admixture TrainingDocument63 pagesAdmixture Trainingabdul muqsitNo ratings yet
- Quality Concrete On The Farm: J. JohnsonDocument8 pagesQuality Concrete On The Farm: J. JohnsonMasi UddinNo ratings yet
- SuperplasticizersDocument5 pagesSuperplasticizersRaj RatnamNo ratings yet
- Chemical AdmixtureDocument9 pagesChemical AdmixtureShenbagaraja PandianNo ratings yet
- Waterproofing RoofsDocument16 pagesWaterproofing RoofsIshita Sehgal100% (1)
- Glenium 27Document3 pagesGlenium 27Ct TanNo ratings yet
- How Moisture Affects Adhesives, Sealants, and Coatings: Metal Finishing October 2011Document5 pagesHow Moisture Affects Adhesives, Sealants, and Coatings: Metal Finishing October 2011Pranshu JainNo ratings yet
- Admixtures AssignmentDocument4 pagesAdmixtures AssignmentChristian Jade A. BeatoNo ratings yet
- Chemical Bonding Agents and MortarsDocument14 pagesChemical Bonding Agents and MortarsakurilNo ratings yet
- Use of Polymer Concrete in ConstructionDocument5 pagesUse of Polymer Concrete in ConstructionRavi TejaNo ratings yet
- Concrete TechnologyDocument186 pagesConcrete Technologysmg26thmayNo ratings yet
- Water Based AdhesivesDocument0 pagesWater Based AdhesivesAbhineet ShrivastavaNo ratings yet
- Underw Ater Concrete / Anti-W Ashout Admixtures: Admixture Sheet - ATS 17Document3 pagesUnderw Ater Concrete / Anti-W Ashout Admixtures: Admixture Sheet - ATS 17Dileepa DissanayakeNo ratings yet
- Admixture - 2Document12 pagesAdmixture - 2Baibaswata DasNo ratings yet
- Admixtures Types of Admixtures: Engineering MaterialsDocument11 pagesAdmixtures Types of Admixtures: Engineering Materialsanne chandraNo ratings yet
- Type of ConcreteDocument3 pagesType of ConcreteSuthansikanthNo ratings yet
- Types and Uses of Concrete AdmixturesDocument7 pagesTypes and Uses of Concrete AdmixturesMohammad BurhanNo ratings yet
- Employment Application Form Someka Excel V1 Free VersionDocument8 pagesEmployment Application Form Someka Excel V1 Free VersionDileepa DissanayakeNo ratings yet
- Chemistry IDocument12 pagesChemistry IDileepa DissanayakeNo ratings yet
- 2014 PDFDocument15 pages2014 PDFHashan ThilakarathnaNo ratings yet
- Chemistry IIDocument6 pagesChemistry IIDileepa DissanayakeNo ratings yet
- 2014 PDFDocument22 pages2014 PDFHashan ThilakarathnaNo ratings yet
- Risk Assessment Template Someka V1FDocument3 pagesRisk Assessment Template Someka V1FcosminbroNo ratings yet
- Sales KPI Dashboard Someka V5FDocument12 pagesSales KPI Dashboard Someka V5FDileepa DissanayakeNo ratings yet
- Chemistry IIDocument6 pagesChemistry IIDileepa DissanayakeNo ratings yet
- Product Database Template Someka V2FDocument8 pagesProduct Database Template Someka V2FDileepa DissanayakeNo ratings yet
- Underw Ater Concrete / Anti-W Ashout Admixtures: Admixture Sheet - ATS 17Document3 pagesUnderw Ater Concrete / Anti-W Ashout Admixtures: Admixture Sheet - ATS 17Dileepa DissanayakeNo ratings yet
- Odai Hasan Qashoa': "Sr. Project Engineer"Document3 pagesOdai Hasan Qashoa': "Sr. Project Engineer"Dileepa Dissanayake100% (1)
- Foamed Concrete / Low Density Fill: Admixture Technical Sheet - ATS 10Document3 pagesFoamed Concrete / Low Density Fill: Admixture Technical Sheet - ATS 10Dileepa DissanayakeNo ratings yet
- Corrosion Inhibiting Admixtures: Admixture Technical Sheet - ATS 9Document3 pagesCorrosion Inhibiting Admixtures: Admixture Technical Sheet - ATS 9Dileepa DissanayakeNo ratings yet
- Admixture Technical Sheet - ATS 12 Pumping Admixtures: 1 FunctionDocument2 pagesAdmixture Technical Sheet - ATS 12 Pumping Admixtures: 1 FunctionDileepa DissanayakeNo ratings yet
- Shrinkage Reducing Admixtures: Admixture Technical Sheet - ATS 15Document3 pagesShrinkage Reducing Admixtures: Admixture Technical Sheet - ATS 15Dileepa DissanayakeNo ratings yet
- CEMENT ADMIXTURES IMPROVE SEMI-DRY CONCRETEDocument3 pagesCEMENT ADMIXTURES IMPROVE SEMI-DRY CONCRETEDileepa DissanayakeNo ratings yet
- EFNARC VMA, Guidelines (Ref 179)Document12 pagesEFNARC VMA, Guidelines (Ref 179)Antonio Tomas Gonzalez LosaNo ratings yet
- Nibm Global: Semester - IIDocument1 pageNibm Global: Semester - IIDileepa DissanayakeNo ratings yet
- Truck W Ashw Ater Admixtures: Admixture Technical Sheet - ATS 16Document2 pagesTruck W Ashw Ater Admixtures: Admixture Technical Sheet - ATS 16Dileepa DissanayakeNo ratings yet
- Part A - Examination Paper For ConcreteDocument7 pagesPart A - Examination Paper For ConcreteDileepa DissanayakeNo ratings yet
- Part-B Examination Paper For Concrete & AdmixturesDocument10 pagesPart-B Examination Paper For Concrete & AdmixturesDileepa DissanayakeNo ratings yet
- Types of AdmixturesDocument1 pageTypes of AdmixturesDileepa DissanayakeNo ratings yet
- Quality Systems MGT - 1Document1 pageQuality Systems MGT - 1Dileepa DissanayakeNo ratings yet
- Part A - Examination Paper For ConcreteDocument7 pagesPart A - Examination Paper For ConcreteDileepa DissanayakeNo ratings yet
- Part A - Examination Paper For Concrete (4) 1Document7 pagesPart A - Examination Paper For Concrete (4) 1Dileepa DissanayakeNo ratings yet
- Assign NibmDocument1 pageAssign Nibmsubhash1989No ratings yet
- Free Audiobook VersionDocument1 pageFree Audiobook Versionyarzar17No ratings yet
- Unit 1Document4 pagesUnit 1Anonymous jvvTocp9No ratings yet
- US20040224869A1Document3 pagesUS20040224869A1Dileepa DissanayakeNo ratings yet
- TOTAL Lubmarine Product ListDocument6 pagesTOTAL Lubmarine Product ListAMOL MALI.No ratings yet
- ME1A-74 - 20161118 - Supermini200 Main Point of Liquid Analysis MethodsDocument24 pagesME1A-74 - 20161118 - Supermini200 Main Point of Liquid Analysis MethodsEmad OmdaNo ratings yet
- Asmeviii Uw EDocument196 pagesAsmeviii Uw ETâm NgôNo ratings yet
- Group 4-Experiment 1 - POST LABDocument16 pagesGroup 4-Experiment 1 - POST LABAllyzha AguilarNo ratings yet
- BROC Rhodafac+Re+610 EN v1.0Document4 pagesBROC Rhodafac+Re+610 EN v1.0Paul Fernandez CevallosNo ratings yet
- DownloadDocument162 pagesDownloadJawad HanifNo ratings yet
- LE2Document2 pagesLE2Kamariah IsmailNo ratings yet
- Model 350XL: Double Check Valve AssemblyDocument2 pagesModel 350XL: Double Check Valve AssemblyRichard RodriguezNo ratings yet
- Tangguh Expansion ProjectDocument20 pagesTangguh Expansion ProjectismariadiNo ratings yet
- 3-Way Ball Valve (Spears)Document4 pages3-Way Ball Valve (Spears)Chan Chi Wong PenNo ratings yet
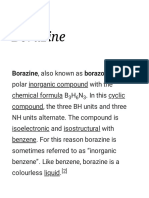
- Borazine - Wikipedia PDFDocument29 pagesBorazine - Wikipedia PDFAhilya GuptaNo ratings yet
- SEMTEXDocument1 pageSEMTEXMurat DurduNo ratings yet
- Microstructure and Fatigue Resistance of Carburized Steels PDFDocument10 pagesMicrostructure and Fatigue Resistance of Carburized Steels PDFyh1.yuNo ratings yet
- Concrete Formwork Removal TimeDocument9 pagesConcrete Formwork Removal TimedrfkamalodeenNo ratings yet
- Gmail - Quality Grade 99.9% Virgin and Recycled Base Oil SN150, SN350, SN500, SN650 For Sale..Document4 pagesGmail - Quality Grade 99.9% Virgin and Recycled Base Oil SN150, SN350, SN500, SN650 For Sale..stalin fernandesNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationSriram SubramanianNo ratings yet
- Science PYQDocument82 pagesScience PYQgovidaswamygNo ratings yet
- Elemental Analysis of Organic CompoundsDocument4 pagesElemental Analysis of Organic CompoundsJessica Margaux Mercado0% (1)
- Estimate PlasteringDocument11 pagesEstimate PlasteringJohnNo ratings yet
- MWBE List For Mill Creek Peaks Branch State-Thomas Drainage TunnelDocument332 pagesMWBE List For Mill Creek Peaks Branch State-Thomas Drainage TunnelRohanNo ratings yet
- Model: P830 Series (316L Type) : High Purity Pressure Gauge (BA Grade)Document6 pagesModel: P830 Series (316L Type) : High Purity Pressure Gauge (BA Grade)민성규No ratings yet
- Stoichiometric Calculations Involving GasesDocument22 pagesStoichiometric Calculations Involving GasesRyan PazonNo ratings yet
- Replacement of Aggregate With Plastic WasteDocument3 pagesReplacement of Aggregate With Plastic WasteDharma banothuNo ratings yet
- Utilisation of Waste Plastic in Bituminous Roads ReviewDocument14 pagesUtilisation of Waste Plastic in Bituminous Roads ReviewCivil StructureNo ratings yet
- Aalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Document3 pagesAalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Goran DjuricNo ratings yet
- Guidelines For Installing A MR - Steam Steambath SystemDocument24 pagesGuidelines For Installing A MR - Steam Steambath SystemnombreyoyoNo ratings yet
- Oxidized Bitumen ProcessDocument4 pagesOxidized Bitumen ProcessEMINAT PRINCENo ratings yet
- JIS G3452: Carbon Steel Pipes For Ordinary PipingDocument1 pageJIS G3452: Carbon Steel Pipes For Ordinary PipingHoJienHauNo ratings yet
- M2502 Rev1Document2 pagesM2502 Rev1Pablo GonzalesNo ratings yet
- 53106-mt - Mechanics of Composite MaterialsDocument2 pages53106-mt - Mechanics of Composite MaterialsSRINIVASA RAO GANTANo ratings yet