You might also like
- Heat Straightening Techniques for Repairing Damaged Steel BridgesDocument20 pagesHeat Straightening Techniques for Repairing Damaged Steel BridgesNickesh ShahNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Pinch Rolls: D. D. Rhodes XtekDocument11 pagesPinch Rolls: D. D. Rhodes XtekRuggero ColaNo ratings yet
- Welding Technology - Pre and Post Weld Heat TreatDocument19 pagesWelding Technology - Pre and Post Weld Heat TreatNowsherwan MazariNo ratings yet
- Residual Stress in SteelDocument14 pagesResidual Stress in SteelAhmed BdairNo ratings yet
- Ecp 17138052Document8 pagesEcp 17138052leon_rodriguezNo ratings yet
- Heat Treatment of Aluminum AlloysDocument9 pagesHeat Treatment of Aluminum AlloysUmar Shaukat100% (1)
- Experiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMDocument5 pagesExperiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMSudhakar LavuriNo ratings yet
- Contoh Model Matematika Dalam Heat TransferDocument39 pagesContoh Model Matematika Dalam Heat TransferADITYA RAHMANNo ratings yet
- Huang 1992Document18 pagesHuang 1992Aniket LimbekarNo ratings yet
- SPE-93833-MS (Type of Casing)Document12 pagesSPE-93833-MS (Type of Casing)Randy SooknananNo ratings yet
- Forging Applications: Uddeholm Tool Steels ForDocument24 pagesForging Applications: Uddeholm Tool Steels ForMin HanNo ratings yet
- Forging ApplicationsDocument24 pagesForging ApplicationsdstifterNo ratings yet
- PWHTDocument3 pagesPWHTZakariya SaifNo ratings yet
- Strain-Age Cracking of Alloy 601 Tubes at 600CDocument4 pagesStrain-Age Cracking of Alloy 601 Tubes at 600CrachaelllwongNo ratings yet
- General Metal Loss, Bowing, Saging (API 573)Document1 pageGeneral Metal Loss, Bowing, Saging (API 573)Nur Achmad BusairiNo ratings yet
- State of The Art 2 PDFDocument19 pagesState of The Art 2 PDFchandra jemyNo ratings yet
- Evolution of Quench Factor Analysis - A ReviewDocument22 pagesEvolution of Quench Factor Analysis - A Reviewluigi_mazzucco100% (1)
- What You Should Know About Heat Straightening Repair of Damaged SteelDocument23 pagesWhat You Should Know About Heat Straightening Repair of Damaged SteelAnonymous AlhzFE9EVNNo ratings yet
- Thermal FatigueDocument13 pagesThermal FatigueTapan GhongadeNo ratings yet
- 3.stress ReliefDocument2 pages3.stress ReliefRajeevSangamNo ratings yet
- Corrosion FatigueDocument0 pagesCorrosion FatigueBangkit Rachmat HilcaNo ratings yet
- How To Minimize Defects by Adjusting The Reflow Profile PDFDocument4 pagesHow To Minimize Defects by Adjusting The Reflow Profile PDFTiffany FergusonNo ratings yet
- Tolerancias de FundicionDocument15 pagesTolerancias de FundicionSalvadorNo ratings yet
- AnchorDocument5 pagesAnchorpadalakirankumarNo ratings yet
- Aerospace Materials AssignmentDocument8 pagesAerospace Materials AssignmentRaef kobeissiNo ratings yet
- HT and Non-HT AlloysDocument8 pagesHT and Non-HT AlloysfranzkurniawanNo ratings yet
- Material ProcessDocument25 pagesMaterial ProcessAhmad HanifNo ratings yet
- Roll CoolingDocument14 pagesRoll Coolingzakarii100% (1)
- High Temperature Effects On Vessel IntegrityDocument33 pagesHigh Temperature Effects On Vessel IntegrityImthiyaz H100% (1)
- Tubing Design Principles for Oilfield ApplicationsDocument37 pagesTubing Design Principles for Oilfield ApplicationsCamilo CajiaoNo ratings yet
- Introduction CHAPTER 1Document12 pagesIntroduction CHAPTER 1Sp PatelNo ratings yet
- FORGINGDocument42 pagesFORGINGHarkirat SinghNo ratings yet
- HPDC Design TolerancesDocument15 pagesHPDC Design Toleranceskarthik100% (1)
- Shell and plate heat exchangers withstand fatigue better than other designsDocument3 pagesShell and plate heat exchangers withstand fatigue better than other designsNgoVietCuongNo ratings yet
- Pengembangan Komparasi Sand Casting, Invesment Casting, Hot ForgingDocument16 pagesPengembangan Komparasi Sand Casting, Invesment Casting, Hot ForgingRefky FNo ratings yet
- Mecanique Comportement PDFDocument19 pagesMecanique Comportement PDFFarid BenaliNo ratings yet
- Billet DefectsDocument56 pagesBillet Defectsziad90% (10)
- Figure 1: Abrasive Wear of Hot Forging DieDocument4 pagesFigure 1: Abrasive Wear of Hot Forging DieANo ratings yet
- January 2015 1422602600 88Document2 pagesJanuary 2015 1422602600 88DilipNo ratings yet
- A1-107 Stator CoreDocument12 pagesA1-107 Stator Corenasrun nasrunNo ratings yet
- Weld DefectDocument42 pagesWeld DefectPandu PadantyaNo ratings yet
- Heating InductionDocument6 pagesHeating InductionAnonymous HzbpFGY80No ratings yet
- Residual StressDocument10 pagesResidual StressbalamuruganNo ratings yet
- 158 170 PDFDocument13 pages158 170 PDFNoman AliNo ratings yet
- Damage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulDocument4 pagesDamage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulDzul Cem EdataNo ratings yet
- Preheating ObjectiveDocument2 pagesPreheating Objectivehafiz zahariNo ratings yet
- Exh 700Document3 pagesExh 700RogerNo ratings yet
- Sol 11Document9 pagesSol 11AndyNo ratings yet
- Refractory Science Refractories - : 1.1 Composition and StructureDocument14 pagesRefractory Science Refractories - : 1.1 Composition and StructureNikki AlbiosNo ratings yet
- Thermal Analysis of Continuous Casting Process (Maryeling)Document10 pagesThermal Analysis of Continuous Casting Process (Maryeling)Marko's Brazon'No ratings yet
- Hot Working of Metals PresentationDocument27 pagesHot Working of Metals PresentationRommel Blanco100% (1)
- Analysis of A Failed Primary Superheater Tube and Life Assessment in A Coal-Fired PowerplantDocument5 pagesAnalysis of A Failed Primary Superheater Tube and Life Assessment in A Coal-Fired PowerplantMarcus BaltesNo ratings yet
- Weldability of SteelsDocument5 pagesWeldability of SteelsKhalid El Masry100% (1)
- Expt No.9 Charpy Impact TestDocument13 pagesExpt No.9 Charpy Impact TestKirandeep GandhamNo ratings yet
- M120427me Thesis Full ReportDocument57 pagesM120427me Thesis Full Reportnoty_bhavik9902No ratings yet
- Hot Dip Galvanized Information Sheet No.10: Avoiding DistortionDocument4 pagesHot Dip Galvanized Information Sheet No.10: Avoiding DistortionrawatanoopNo ratings yet
- Competition and Memory in An Ephebic VictorDocument15 pagesCompetition and Memory in An Ephebic VictorRecep VatanseverNo ratings yet
- Karadeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriDocument17 pagesKaradeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriRecep VatanseverNo ratings yet
- Steel Edge Snow Pusher - Kage InnovationDocument4 pagesSteel Edge Snow Pusher - Kage InnovationRecep VatanseverNo ratings yet
- Karadeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriDocument17 pagesKaradeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriRecep VatanseverNo ratings yet
- A Group of Staters of Timotheus and - or Dionysius, Tyrants of Heraclea PonticaDocument9 pagesA Group of Staters of Timotheus and - or Dionysius, Tyrants of Heraclea PonticaRecep VatanseverNo ratings yet
- Corrosion of Nanostructured and Ultrafine-Grained Metallic ImplantDocument7 pagesCorrosion of Nanostructured and Ultrafine-Grained Metallic ImplantRecep Vatansever100% (1)
- Xian Xi 2021Document187 pagesXian Xi 2021Recep VatanseverNo ratings yet
- Memnon On The Siege of Heraclea Pontica by Prusias IDocument7 pagesMemnon On The Siege of Heraclea Pontica by Prusias IRecep VatanseverNo ratings yet
- Dental Implant Procedure OverviewDocument99 pagesDental Implant Procedure OverviewRecep Vatansever0% (1)
- The War Between Heraclea Pontica and Leucon I of BosporusDocument17 pagesThe War Between Heraclea Pontica and Leucon I of BosporusRecep VatanseverNo ratings yet
- Metallic Implant MaterialsDocument39 pagesMetallic Implant MaterialsRecep VatanseverNo ratings yet
- 20180504041238-Saarstahl Product CatalogueDocument72 pages20180504041238-Saarstahl Product CatalogueRecep VatanseverNo ratings yet
- Super Bainite Yields Super-Strong Steel - World Industrial ReporterDocument5 pagesSuper Bainite Yields Super-Strong Steel - World Industrial ReporterRecep VatanseverNo ratings yet
- Karadeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriDocument17 pagesKaradeniz Ereğli Müzesi'Nden Herakles Aleksikakos'a Sunulan Bir Adağın DüşündürdükleriRecep VatanseverNo ratings yet
- KemikyapısıDocument42 pagesKemikyapısıRecep VatanseverNo ratings yet
- Heat Treatment of Heat Treatment of Heat Treatment of Steel Alloys Heat Treatment of Steel AlloysDocument42 pagesHeat Treatment of Heat Treatment of Heat Treatment of Steel Alloys Heat Treatment of Steel AlloysengrumairshahidNo ratings yet
- Create Your Future: The Best Just Got Better: Smart Linear, Smart PulseDocument2 pagesCreate Your Future: The Best Just Got Better: Smart Linear, Smart PulseRecep VatanseverNo ratings yet
- Design For Assembly: Iit BombayDocument16 pagesDesign For Assembly: Iit Bombaytejap314No ratings yet
- Steel MicrostructureDocument5 pagesSteel MicrostructureRecep VatanseverNo ratings yet
- Structure/Property Relationships in Irons and SteelsDocument21 pagesStructure/Property Relationships in Irons and Steelssuniljha121No ratings yet
- Control of Microstructure During Solidification & Homogenization of Thin-Slab Cast Direct-Rolling (TSCDR) Microalloyed SteelsDocument259 pagesControl of Microstructure During Solidification & Homogenization of Thin-Slab Cast Direct-Rolling (TSCDR) Microalloyed SteelsRecep VatanseverNo ratings yet
- SSAB - 912 en Bending of High Strength Steel PDFDocument8 pagesSSAB - 912 en Bending of High Strength Steel PDFchristos032No ratings yet
- High Strength Steel in FireDocument10 pagesHigh Strength Steel in FireRecep VatanseverNo ratings yet
- Some Phase Transformations in SteelsDocument8 pagesSome Phase Transformations in SteelsRecep VatanseverNo ratings yet
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- Lec 7 Fe C DiagramDocument45 pagesLec 7 Fe C DiagramAdnan MehmoodNo ratings yet
- Steel MicrostructureDocument5 pagesSteel MicrostructureRecep VatanseverNo ratings yet
- 750-0020 Seawaterecbiofouling Sept15Document8 pages750-0020 Seawaterecbiofouling Sept15Recep VatanseverNo ratings yet
- A New Method For Glass-Fiber Reinforced Composites ManufacturingDocument4 pagesA New Method For Glass-Fiber Reinforced Composites ManufacturingRecep VatanseverNo ratings yet
- Dundu 2011Document15 pagesDundu 2011fahmi aballiNo ratings yet
- Principles of Helicopter Aerodynamics Chapter 4Document37 pagesPrinciples of Helicopter Aerodynamics Chapter 4Kim MittendorfNo ratings yet
- Stranded Solid Copperweld Wire ChartDocument1 pageStranded Solid Copperweld Wire ChartKhan KakarNo ratings yet
- Asco Series 300 Ats Operators ManualDocument20 pagesAsco Series 300 Ats Operators ManualGera Ortiz Martinez100% (1)
- Material Science and MetallurgyDocument43 pagesMaterial Science and MetallurgySanjay Kumar SinghNo ratings yet
- Motovario MaintenanceDocument72 pagesMotovario Maintenancearachman297988No ratings yet
- A Collaborative Study On DFIT InterpretationDocument39 pagesA Collaborative Study On DFIT InterpretationArsalanNo ratings yet
- AMIE Question Paper (Mechanics of SolidsDocument45 pagesAMIE Question Paper (Mechanics of SolidskiranNo ratings yet
- UTeM Compressor TutorialDocument2 pagesUTeM Compressor Tutorialzul hilmiNo ratings yet
- Analog Servo Drive System PDFDocument6 pagesAnalog Servo Drive System PDFZeljko BorkovicNo ratings yet
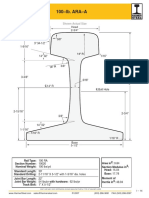
- 100 Lb-Yd ARA-ADocument1 page100 Lb-Yd ARA-ADario Bravo BordaNo ratings yet
- Electrical Machines by Abhijit Chakrabarti Sudipta DebnathDocument1,238 pagesElectrical Machines by Abhijit Chakrabarti Sudipta DebnathSubodhKumar0% (1)
- Manufacturing Process - 2: Sot, PdpuDocument114 pagesManufacturing Process - 2: Sot, PdpuDipen KNo ratings yet
- KPC Master Catalog Parts v1!08!27 12Document2 pagesKPC Master Catalog Parts v1!08!27 12nachoNo ratings yet
- Brain Organization and Neuroscience ConceptsDocument2 pagesBrain Organization and Neuroscience ConceptsKelLYSNo ratings yet
- Spincel 5 plus-URIT-5380 Service ManualDocument57 pagesSpincel 5 plus-URIT-5380 Service ManualSergey Suldin100% (5)
- 2850 L3u308 Handout 16Document5 pages2850 L3u308 Handout 16Icee Sanie TibraNo ratings yet
- Instruction Manual For Mig/Mag (Co2) Welding Machine: Warpp Engineers Pvt. LTDDocument14 pagesInstruction Manual For Mig/Mag (Co2) Welding Machine: Warpp Engineers Pvt. LTDchristopher ng'ang'a kamauNo ratings yet
- IB Physics IA IdeasDocument1 pageIB Physics IA Ideaspicboy38% (8)
- Atwood Water Heater Manual PDFDocument41 pagesAtwood Water Heater Manual PDFferrofabNo ratings yet
- Arpit Mishra Project WorkDocument62 pagesArpit Mishra Project WorkarpitNo ratings yet
- RW/RWH miniature relay specifications and ordering guideDocument2 pagesRW/RWH miniature relay specifications and ordering guidepalotito_eNo ratings yet
- Urdaneta City University College of Engineering and ArchitectureDocument10 pagesUrdaneta City University College of Engineering and Architecturezed cozNo ratings yet
- Solutions: Unit - 1Document38 pagesSolutions: Unit - 1Technical Bugs 2.1No ratings yet
- Problem Set-02Document2 pagesProblem Set-02linn.pa.pa.khaing.2020.2021.fbNo ratings yet
- Oscillator CircuitsDocument19 pagesOscillator Circuits21-08523No ratings yet
- Mounting Instructions - Montageanleitung - Notice de Montage - Istruzioni Per Il MontaggioDocument162 pagesMounting Instructions - Montageanleitung - Notice de Montage - Istruzioni Per Il MontaggioIn UnivacNo ratings yet
- Riyadh Ductwork Project Pressure Loss CalculationsDocument1 pageRiyadh Ductwork Project Pressure Loss CalculationsFahad NaveedNo ratings yet
- Grade 11 Chemistry Midterm Assessment TableDocument1 pageGrade 11 Chemistry Midterm Assessment TableCrisanta GanadoNo ratings yet
- Science Practice Test 1Document9 pagesScience Practice Test 1Jake Morales100% (1)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- Exercise, Sport, and Bioanalytical Chemistry: Principles and PracticeFrom EverandExercise, Sport, and Bioanalytical Chemistry: Principles and PracticeNo ratings yet
- Tensor Technology Guide: Tensor Ring Benefits and UsesFrom EverandTensor Technology Guide: Tensor Ring Benefits and UsesRating: 5 out of 5 stars5/5 (2)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionFrom Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNo ratings yet
- Autophagy in Health and DiseaseFrom EverandAutophagy in Health and DiseaseBeverly RothermelNo ratings yet
- Environmental and Health and Safety Management: A Guide to ComplianceFrom EverandEnvironmental and Health and Safety Management: A Guide to ComplianceRating: 4 out of 5 stars4/5 (2)
- Safety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849From EverandSafety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849Rating: 4 out of 5 stars4/5 (5)
- General Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismFrom EverandGeneral Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismNo ratings yet
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet