You might also like
- D80190GC20 Les04Document40 pagesD80190GC20 Les04Revankar B R ShetNo ratings yet
- Housi NG F or Ur Ban Poor I N Raj Kot: PR Oj Ect L Ocat I OnDocument1 pageHousi NG F or Ur Ban Poor I N Raj Kot: PR Oj Ect L Ocat I OnShivangi MadhakNo ratings yet
- Open House Map_Faculty ToursDocument8 pagesOpen House Map_Faculty Toursbedroswannes52No ratings yet
- The Evening Sky Map: September 2021Document2 pagesThe Evening Sky Map: September 2021Robdaniel KoloNo ratings yet
- D80190GC20 Les03Document46 pagesD80190GC20 Les03Revankar B R ShetNo ratings yet
- Tantalum Capacitors: Vishay Intertechnology, IncDocument4 pagesTantalum Capacitors: Vishay Intertechnology, IncIndosat SeNo ratings yet
- Yellow Building DrawingsDocument12 pagesYellow Building DrawingsErin AralarNo ratings yet
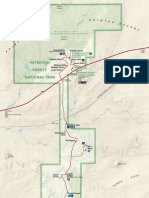
- Petrified Forest NPDocument1 pagePetrified Forest NPapi-19487128No ratings yet
- Harpers Ferry National Historical Park: MarylandDocument1 pageHarpers Ferry National Historical Park: Marylandapi-27451723No ratings yet
- Mahendra Chaudhry Claims His Case As Tainted: Island Driving SchoolDocument48 pagesMahendra Chaudhry Claims His Case As Tainted: Island Driving SchoolfijitimescanadaNo ratings yet
- tesmn0601Document2 pagestesmn0601affy1977No ratings yet
- Andhra Pradesh: District Census HandbookDocument548 pagesAndhra Pradesh: District Census Handbookvagisha nandanNo ratings yet
- Teclado Paradox 639 PDFDocument17 pagesTeclado Paradox 639 PDFjovensnosec218889No ratings yet
- Skymap Enero NorteDocument2 pagesSkymap Enero NorteRobdaniel KoloNo ratings yet
- The Evening Sky Map: JANUARY 2023Document2 pagesThe Evening Sky Map: JANUARY 2023Yuchen WuNo ratings yet
- The Hungry StormDocument6 pagesThe Hungry StormClawsfingerNo ratings yet
- Walks in Port Phillip BayDocument13 pagesWalks in Port Phillip BayDaniela StaciNo ratings yet
- D80190GC20 AgDocument144 pagesD80190GC20 AgRevankar B R ShetNo ratings yet
- A1 Poster 2Document1 pageA1 Poster 2api-465192090No ratings yet
- DH 2011 0615 Part A DCHB JhajjarDocument288 pagesDH 2011 0615 Part A DCHB Jhajjaranujsl2715No ratings yet
- Advanced Photoshop Issue 060Document88 pagesAdvanced Photoshop Issue 060Dipesh Bardolia0% (1)
- Harpers Ferry National Historical Park: MarylandDocument1 pageHarpers Ferry National Historical Park: Marylandapi-16295926No ratings yet
- Fire HoseDocument12 pagesFire HoseMyat Kyaw HeinNo ratings yet
- Denah Titik KumpulDocument1 pageDenah Titik Kumpulrahmah sardiNo ratings yet
- Petrified Forest National Park: Painted Desert Visitor CenterDocument1 pagePetrified Forest National Park: Painted Desert Visitor CenterNaaman TakidinNo ratings yet
- The Evening Sky Map: September 2020Document2 pagesThe Evening Sky Map: September 2020Robdaniel KoloNo ratings yet
- Juneau Alaska MapDocument1 pageJuneau Alaska MapSofia Manselos de Magalhães Félix e VasconcelosNo ratings yet
- Taconic Ridge MapDocument1 pageTaconic Ridge MaprkarlinNo ratings yet
- T"j&i:iig'b"u: Shop Drawing ReviewDocument9 pagesT"j&i:iig'b"u: Shop Drawing ReviewSara MericNo ratings yet
- Cielo Nocturno - Febrero 2023Document2 pagesCielo Nocturno - Febrero 2023Yahashua ParedesNo ratings yet
- Doskvol CharhollowDocument1 pageDoskvol CharhollowDavid AllanNo ratings yet
- The Evening Sky Map: APRIL 2022Document2 pagesThe Evening Sky Map: APRIL 2022Anirath SahaNo ratings yet
- Marketing de Ativação: Ias QueDocument1 pageMarketing de Ativação: Ias QueIsabela Sant'AnnaNo ratings yet
- Pattaya beach road mapDocument1 pagePattaya beach road mapOon KooNo ratings yet
- D80190GC20 Les02Document32 pagesD80190GC20 Les02Revankar B R ShetNo ratings yet
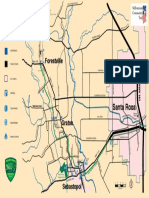
- West County and Joe Rodota Trails MapDocument1 pageWest County and Joe Rodota Trails MapArthur YidiNo ratings yet
- Lake NFDocument1 pageLake NFJosh BarronNo ratings yet
- DHL Sustainability Roadmap Facts FiguresDocument2 pagesDHL Sustainability Roadmap Facts FiguresDaniel PazNo ratings yet
- Cafeteria Design: Site Plan: GazziboDocument1 pageCafeteria Design: Site Plan: GazziboShruti JhaNo ratings yet
- DevOps Health Radar - WebDocument1 pageDevOps Health Radar - WebLuis SajamíNo ratings yet
- Map 3Document1 pageMap 3Charles MendeleyNo ratings yet
- MTSC Mec-Dwg-Cpc-Dfd-D&e-M - 00-2Document1 pageMTSC Mec-Dwg-Cpc-Dfd-D&e-M - 00-2Joenald SisonNo ratings yet
- The Evening Sky Map: APRIL 2022Document2 pagesThe Evening Sky Map: APRIL 2022Anirath SahaNo ratings yet
- Alt BDocument1 pageAlt BLovelace Love-HardingNo ratings yet
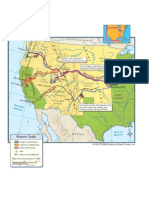
- M U4 PioneerTrailsDocument1 pageM U4 PioneerTrailsmrtalmadgeNo ratings yet
- Map Arataki Waitakere Ranges Regional ParkDocument1 pageMap Arataki Waitakere Ranges Regional ParkFlorence NightingleNo ratings yet
- Map Arataki Waitakere Ranges Regional ParkDocument1 pageMap Arataki Waitakere Ranges Regional ParkFlorence NightingleNo ratings yet
- Auckland Council Bookable Site Map Locality GuideDocument1 pageAuckland Council Bookable Site Map Locality GuideFlorence NightingleNo ratings yet
- tesmn0604Document2 pagestesmn0604affy1977No ratings yet
- Aace Company Profile All Verticals 12.04.2024Document16 pagesAace Company Profile All Verticals 12.04.2024YADVENDRA SINGH TIWARINo ratings yet
- Kadir Izaah Amir Wisdom ® 2023Document1 pageKadir Izaah Amir Wisdom ® 2023KayNo ratings yet
- The Evening Sky Map: JANUARY 2021Document2 pagesThe Evening Sky Map: JANUARY 2021Robdaniel KoloNo ratings yet
- The Evening Sky Map: APRIL 2020Document2 pagesThe Evening Sky Map: APRIL 2020drsubramanianNo ratings yet
- Concepcion Power Plant Residential Area: Rehabilitation and Expansion of Puntales Feeder PortDocument1 pageConcepcion Power Plant Residential Area: Rehabilitation and Expansion of Puntales Feeder Portalezandro del rossiNo ratings yet
- Fastbind EliteXT SPDocument16 pagesFastbind EliteXT SPLidograf Used Printing MachinesNo ratings yet
- SpeedViper BROCH ENDocument16 pagesSpeedViper BROCH ENPreethamgowda PreciousNo ratings yet
- Long HillDocument1 pageLong HillmbrackenburyNo ratings yet
- CH 1 What Is Env HistoryDocument32 pagesCH 1 What Is Env Historydaniellema5752No ratings yet
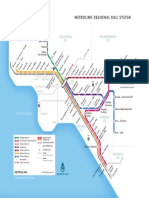
- MetroLink regional rail system mapDocument1 pageMetroLink regional rail system mapDeepak PandeNo ratings yet
- SF New 0421Document57 pagesSF New 0421suraj pandeyNo ratings yet
- END68633Document1 pageEND68633suraj pandeyNo ratings yet
- LIST ORDERSDocument2 pagesLIST ORDERSsuraj pandeyNo ratings yet
- New Microsoft Excel Worksheet (4)Document3 pagesNew Microsoft Excel Worksheet (4)suraj pandeyNo ratings yet
- SF Yan 0421Document10 pagesSF Yan 0421suraj pandeyNo ratings yet
- Forestation FlyerDocument2 pagesForestation Flyersuraj pandeyNo ratings yet
- BSD-Steel Guide 2011 2Document112 pagesBSD-Steel Guide 2011 2Kiran Kumar K T0% (1)
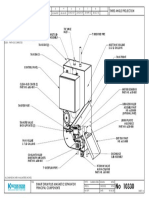
- Smart Drum PLUS KMAG10330 Sheet 14 Principal Components Issue 8Document1 pageSmart Drum PLUS KMAG10330 Sheet 14 Principal Components Issue 8suraj pandeyNo ratings yet
- D697818,820Document1 pageD697818,820suraj pandeyNo ratings yet
- Agriculture FlyerDocument2 pagesAgriculture Flyersuraj pandeyNo ratings yet
- N.k.multitech DetailsDocument1 pageN.k.multitech Detailssuraj pandeyNo ratings yet
- Construction FlyerDocument2 pagesConstruction Flyersuraj pandeyNo ratings yet
- Alphabetical List of CompaniesDocument24 pagesAlphabetical List of Companiesapi-380892568% (37)
- r6b Application GuideDocument1 pager6b Application Guidesuraj pandeyNo ratings yet
- List of Industries 2009 - 2010Document13 pagesList of Industries 2009 - 2010suraj pandeyNo ratings yet
- Purchase Order An Iso9001:2008 Certified Company: 'Shakti Filters and EngineersDocument2 pagesPurchase Order An Iso9001:2008 Certified Company: 'Shakti Filters and Engineerssuraj pandeyNo ratings yet
- Jenbacher 312, 464424, 253583, Hifi NN 2854 GTCP, CHP 253583Document2 pagesJenbacher 312, 464424, 253583, Hifi NN 2854 GTCP, CHP 253583suraj pandeyNo ratings yet
- Customer DatabaseDocument228 pagesCustomer Databasesuraj pandeyNo ratings yet
- Marine Filters LedgerDocument2 pagesMarine Filters Ledgersuraj pandeyNo ratings yet
- RCF TenderDocument39 pagesRCF Tendersuraj pandeyNo ratings yet
- P-Mech Exhibitors ListDocument5 pagesP-Mech Exhibitors Listsuraj pandeyNo ratings yet
- Refinery Process Diagram - v8Document1 pageRefinery Process Diagram - v8Ignacio Javier Venegas BasáezNo ratings yet
- DatasheetDocument126 pagesDatasheetSatrio Ongis NadeNo ratings yet
- Employee Details SpreadsheetDocument63 pagesEmployee Details SpreadsheetiKix 3dprints100% (1)
- Refinery Process: Application Solutions GuideDocument168 pagesRefinery Process: Application Solutions Guide최승원No ratings yet
- Refinery Process: Application Solutions GuideDocument168 pagesRefinery Process: Application Solutions Guide최승원No ratings yet
- Plastic Companies India Polymer BsedDocument974 pagesPlastic Companies India Polymer Bsedsuraj pandeyNo ratings yet
- Filtration / Separation Products & Services: Making The World Safer, Healthier and More ProductiveDocument16 pagesFiltration / Separation Products & Services: Making The World Safer, Healthier and More Productivesuraj pandeyNo ratings yet
- (R) FCC Slurry Oil Filtration: Technical Information PaperDocument12 pages(R) FCC Slurry Oil Filtration: Technical Information Papersuraj pandeyNo ratings yet
- Actual Freedom - Made Easy (Print Friendly Edition)Document186 pagesActual Freedom - Made Easy (Print Friendly Edition)Justine100% (5)
- Fundamental aim training routines and benchmarksDocument8 pagesFundamental aim training routines and benchmarksAchilles SeventySevenNo ratings yet
- API Calcs Rev1 (Version 2)Document112 pagesAPI Calcs Rev1 (Version 2)Jake Sparrow100% (1)
- Maersk QuestionnaireDocument43 pagesMaersk QuestionnaireSahil SharmaNo ratings yet
- Column FootingDocument57 pagesColumn Footingnuwan01100% (7)
- SampleDocument8 pagesSampleAntônioNo ratings yet
- Guía de Instalación y Programación: Sistema de Seguridad de 32 ZonasDocument68 pagesGuía de Instalación y Programación: Sistema de Seguridad de 32 ZonasfernanfivNo ratings yet
- Worthy - Elevation WorshipDocument1 pageWorthy - Elevation WorshipSabine J.100% (1)
- Angle of Depression Lesson for Grade 9 MathDocument6 pagesAngle of Depression Lesson for Grade 9 MathPatrick Guerra100% (1)
- 6kW V2G EV Charger Module Datasheet (2018)Document2 pages6kW V2G EV Charger Module Datasheet (2018)pysogaNo ratings yet
- Aam April 2023Document198 pagesAam April 2023Adhitya DewantaraNo ratings yet
- Buckling TestDocument11 pagesBuckling Testsharusli100% (1)
- Engineering Statics FundamentalsDocument28 pagesEngineering Statics FundamentalsurwaNo ratings yet
- Matrox DSX Le4Document76 pagesMatrox DSX Le4doc docNo ratings yet
- What Is The Kingdom of GodDocument10 pagesWhat Is The Kingdom of GodSunil ChelladuraiNo ratings yet
- Roland Berger Hot Trends InconstructionDocument24 pagesRoland Berger Hot Trends InconstructionJavier ContrerasNo ratings yet
- Accepted Manuscript: Process Safety and Environment ProtectionDocument51 pagesAccepted Manuscript: Process Safety and Environment Protectionimran shaukatNo ratings yet
- Separation and Purification TechnologyDocument10 pagesSeparation and Purification TechnologyPedro Henrique MagachoNo ratings yet
- ES vs SIGINT: Understanding the DifferencesDocument9 pagesES vs SIGINT: Understanding the DifferencesYasir ShigileeniNo ratings yet
- A Feminist Analysis of Habba Khatoon'S Poetry: Dr. Mir Rifat NabiDocument7 pagesA Feminist Analysis of Habba Khatoon'S Poetry: Dr. Mir Rifat NabiShabir AhmadNo ratings yet
- Tugas Bahasa Inggris-1Document8 pagesTugas Bahasa Inggris-1Nur KomariyahNo ratings yet
- Transcript Ken Robinson 2010 NewDocument34 pagesTranscript Ken Robinson 2010 NewCarmen Maria FluturaşNo ratings yet
- Systems Design: Job-Order Costing and Process Costing: MANAGEMENT ACCOUNTING - Solutions ManualDocument16 pagesSystems Design: Job-Order Costing and Process Costing: MANAGEMENT ACCOUNTING - Solutions ManualBianca LizardoNo ratings yet
- Steel Grid StructureDocument2 pagesSteel Grid StructureKusum RawatNo ratings yet
- DM3xxx Accessory List LeafletDocument2 pagesDM3xxx Accessory List LeafletAdvantec SrlNo ratings yet
- IRIScan Book Executive 3 PDFDocument86 pagesIRIScan Book Executive 3 PDFssamplingNo ratings yet
- ConvergeDocument22 pagesConvergekharynconvergeboholNo ratings yet
- Fetal and Placental Development - FETAL Sac, Umbilical Cord .Abnormalities of PlacentaDocument150 pagesFetal and Placental Development - FETAL Sac, Umbilical Cord .Abnormalities of PlacentaKripa SusanNo ratings yet
- Imsa Catalog Imsa CatDocument16 pagesImsa Catalog Imsa CatDaniel TelloNo ratings yet
- Flange Insulation Sets: Technical SpecificationDocument6 pagesFlange Insulation Sets: Technical SpecificationNor Azlan AwangNo ratings yet