Professional Documents
Culture Documents
Top 40 Hit List - Detailed Discussion May 04
Uploaded by
Tiffany DacinoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Top 40 Hit List - Detailed Discussion May 04
Uploaded by
Tiffany DacinoCopyright:
Available Formats
Development
Drilling Technical
Operations Support
May 2004
ExxonMobil Use Only
Operational Practices
Top 40 Hit List
Drilling Technical-Operations Support
May 2004
Detailed Discussion
The objective of the Top 40 Hit List is to establish uniform global practices that reduce NPT,
enhance performance, or reduce risk. These practices have been proven in one or more
Drill Teams and have potentially significant cost impact.
This detailed discussion is provided to offer additional explanation of how the practices
work, the reasons why they are recommended, and the risks associated with them. In some
cases, it's important that special mitigation's are implemented along with the change in
practice and the detailed discussion should be reviewed thoroughly before making the
change.
Contact Drilling Technical-Operations Support for additional discussion. It's also particularly
important that alternative practices be discussed with Operations Support so that these can
be relayed to other Drill Teams. Operations Support will update or modify the list based on
Drill Team feedback, if needed. The appropriate technical contact for each item is indicated
in the attachment by their initials.
Technical-Operations Support
S. F. (Buck) Dear 281-654-4636 (W)
713-816-6087 (C)
Fred E. Dupriest 291-812-2995 (H)
281-654-4508 (W)
713-206-7712 (C)
W. C. (Bill) Elks 281-654-5928 (W)
Brent L. Estes 281-654-2118 (W)
281-380-4884 (C)
Jesse L. Holster 281-654-3389 (W)
281-627-3790 (C)
Ken R. Kunze 281-654-4732 (W)
Harry E. Newman 281-654-4413 (W)
713-854-7593 (C)
Stephen M. Remmert 281-654-3431 (W)
281-384-5825 (C)
Marty V. Smith 281-654-4495 (W)
281-380-1631 (C)
Technical-Applications
O. G. (Glen) Benge 281-654-6090 (W)
713-816-6502 (C)
Operational Practices 1 May 2004
Top 40 Hit List ExxonMobil Use Only
Table of Contents
Summary of Changes ...........................................................................................................................................4
Additions to Top 40 List .....................................................................................................................................4
Changes to Top 40 List .....................................................................................................................................4
High Angle Practices (40º+) .................................................................................................................................6
1. Use MR MC as standard operating procedure while drilling and prior to trips. (WCE) ...............................6
2. Use on-site T&D monitoring while drilling, tripping, and running casing/liners in wells over 40°. (WCE)....6
3. Eliminate backreaming out except when hole conditions prove the need. (WCE)......................................6
4. When backreaming is required, follow proper IHQ procedures to minimize packoffs and stuck pipe.
(WCE) ........................................................................................................................................................7
5. Drop down and MR MC rather than POOH through tight spots w/ >30k # (14 metric tons) overpull.
(WCE) ........................................................................................................................................................8
6. Utilize ToolPro's hole cleaning software for well planning and surveillance checks. (WCE).......................9
Wellbore Stability................................................................................................................................................10
7. Perform Wellbore Stability (WBSD) analysis on appropriate wells. (KRK) ...............................................10
8. Prioritize wellbore stability over lost returns when programming MW. The consequences of wellbore
collapse are greater than those of lost returns. (KRK)..............................................................................11
9. Collect Geomechanics data for all new fields and existing fields with problems. (KRK)...........................11
Lost Returns and FCS Practices .......................................................................................................................12
10. Execute the Three Step Response immediately if the annulus will not stand full after lost returns.
(FED)........................................................................................................................................................12
11. Use Lost Returns Mitigation Guide to select appropriate lost returns response. Contact Drilling
Technical-Operations Support for assistance with selection of initial treatment for unexpected losses.
(FED)........................................................................................................................................................12
12. Follow practices recommended in the Seepage Treatment Guide to reduce seepage or enhance
cake quality in light weight muds. (FED)...................................................................................................14
13. Utilize hydrostatic packers to control displacement when wells won't stand full (FED).............................15
14. Document and plot squeeze pressures during LCM treatments. (FED) ...................................................15
15. Utilize a displacement plot to monitor and document lost returns while running casing in wells with
potential losses. (FED). ............................................................................................................................16
16. Utilize EMDC Integrity Testing Workbook for integrity tests. (FED)..........................................................18
17. Monitor ECD management practices closely on wells with little tolerance between dynamic circulation
pressures and FCS. (SFD).......................................................................................................................18
Stuck Pipe Avoidance ........................................................................................................................................19
18. No DCs above top stab in directional wells. (FED)...................................................................................19
19. Use no more than 2 DCs above top stab in straight holes with sticking potential. (FED) .........................19
20. Maximum stabilizer spacing of ±60 ft (18m) on wells over 40°, or wells with differential sticking
potential. (WCE) .......................................................................................................................................20
21. Centralize casing/liners effectively to reduce the potential for differential sticking. (WCE).......................20
22. Place jars immediately above the likely stuck point; high in BHA of DCs, low in BHA of HWDP. (FED) ..20
Drill Rate Performance .......................................................................................................................................22
23. Conduct drill-rate tests to determine ROP limits. Modify design, operational practices, or equipment
to extend the limits. (FED) ........................................................................................................................22
24. Conduct a vibration management study during the early wells in major programs. (FED) .......................23
Drilling Fluids ......................................................................................................................................................24
25. Monitor/plot mud properties and product concentrations. (MVS)..............................................................24
26. Treat mud based on mud property trends, not a maintenance schedule based on habit. (MVS) .............24
27. Focus on 6-rpm reading in addition to yield point for hole cleaning. (MVS)..............................................24
28. Report the fluids dilution factor and solids control efficiency by interval and at end-of-well. (SFD) ..........25
29. Use GGT to monitor Carbonates/H2S in WBM and H2S in NAF. (MVS) ...................................................25
30. Measure activity with hygrometer on every well drilled with NAF (MVS). .................................................26
31. Implement barite sag monitoring on wells over 30º. (MVS) ......................................................................26
32. Utilize sweep reports to monitor sweep effectiveness. (MVS) ..................................................................26
Operational Practices 2 May 2004
Top 40 Hit List ExxonMobil Use Only
Cementing ...........................................................................................................................................................27
33. Enhance cement squeeze practices: 1) large spacer, 2) high displacement rate,
3) hesitation squeezing. (OGB) ................................................................................................................27
34. Use pipe movement during cementing whenever feasible. (OGB) ...........................................................27
Well Control.........................................................................................................................................................28
35. Use Hydril "LL" (Long Life) elements in Hydril GK and GL annular BOPs. (JLH) .....................................28
36. Pump through well control system at frequent intervals. (JLH).................................................................28
37. Use the new ExxonMobil Well Control Workbook as a "Kill Sheet". (JLH) ...............................................28
Other ....................................................................................................................................................................29
38. Monitor drill cuttings/drilling waste injection programs closely and compare to predetermined
operating limits. (KRK) .............................................................................................................................29
39. Enhance Quality Assurance / Quality Control practices at the rigsite. (HEN) ...........................................29
40. Seek planning input from Drilling Technical-Operations Support and other Drill Teams, particularly on
wells with DCI > 4. (HEN).........................................................................................................................29
Appendix A - "Oldies but Goodies"...................................................................................................................30
Operational Practices 3 May 2004
Top 40 Hit List ExxonMobil Use Only
Summary of Changes
Additions to Top 40 List
8. Prioritize wellbore stability over lost returns when programming MW. The
consequences of wellbore collapse are greater than those of lost returns. This
priority is backed up by field experience.
9. Collect Geomechanics data for all new fields and existing fields with problems. In
order to react to stability problems more rapidly, it is good practice to maintain a local
database of shale formations with corresponding DCM shale analysis, a database of
all leakoff tests (and possibly several extended leakoff tests for minimum stress
determination), and digitized density logs.
15. Utilize a displacement plot to monitor and document losses while running casing in
wells with potential losses. Casing running speeds should be planned to limit surge
pressures to avoid losses.
17. Monitor ECD management practices closely on wells with little tolerance between
dynamic circulation pressures and FCS.
28. Report the fluids dilution factor and solids control efficiency by interval and at end-of-
well.
34. Use pipe movement during cementing whenever feasible. Pipe movement,
particularly rotation, has been shown to improve cementing results regardless of flow
rate or stand off.
35. Use Hydril "LL" (Long Life) Elements in Hydril GK and GL annular BOPs.
36. Pump through Well Control System at frequent intervals.
37. Use the new ExxonMobil Well Control Workbook as a "Kill Sheet" for consistency
and clear communications.
38. Monitor drill cuttings/drilling waste injection programs closely and compare to pre-
determined operating limits.
39. Enhance Quality Assurance / Quality Control practices at the rigsite. An effective
"QA/QC" operation at the rigsite is one of the hallmarks of a best in class operation
and close oversight of contractor activity at key points during the well construction
phase can significantly reduce the potential for non-productive time.
Updated Detailed Discussions
6. Utilize ToolPro's hole cleaning software for well planning and surveillance checks.
7. Perform Wellbore Stability (WBSD) analysis on appropriate wells. WBS analysis is
also encouraged for low angle wells. Summarizes key actions recommended to the
field Drill Team to be prepared for wellbore instability.
11. Use Lost Returns Mitigation Guide to select appropriate lost returns response.
Contact Operations Support for assistance with selection of initial treatment for
unexpected losses.
12. Follow practices recommended in the Seepage Treatment Guide to reduce seepage
or enhance cake quality in light weight muds. The Seepage Mitigation Guide has
been developed to aid in selection of mud treatment to stop seepage losses and
build more efficient filter cakes.
Operational Practices 4 May 2004
Top 40 Hit List ExxonMobil Use Only
23. Conduct drill-rate tests to determine ROP limits. Modify design, operational
practices, or equipment to extend the limits. The comments are updated from last
year based on a variety of work done in 2003 by various Drill Teams to increase
ROP.
24. Conduct a vibration management study during the early wells in major programs. By
taking a pre-emptive approach to vibration mitigation, Drill Teams may be able to
avoid NPT and maximize ROP sooner rather than later in the project.
27. Focus on 6-rpm reading in addition to yield point for hole cleaning. It is also very
important to keep plastic viscosity as low as possible. The combination of optimized
6-rpm readings and low PV will develop the best possible hole cleaning profile in the
annulus.
29. Use GGT to monitor Carbonates/H2S in WBM and H2S in NAF. The GGT for
carbonates should be measured and reported daily in many, if not most, water based
mud systems. It is the most accurate method for detecting this common contaminant
that can result in badly gelled mud and viscosity control problems.
Items moved to "Oldies but Goodies" list (See Appendix A)
Operational Practices 5 May 2004
Top 40 Hit List ExxonMobil Use Only
High Angle Practices (40º+)
1. Use MR MC as standard operating procedure while drilling and prior to trips.
(WCE)
MR MC stands for maximum rotation and maximum circulation. Effective hole cleaning
in high angle wells is directly related to drill string rotational speed and circulation rate.
In general, we want to maximize both while drilling and while circulating and conditioning
the hole, especially prior to making all trips. A larger hole requires more cleaning
energy. For 17-1/2" (445mm) and similar hole sizes, use 1200 - 1500 gpm (4.5 - 5.7
m3/min) and at least 120 rpm, with 150 rpm preferred. For 12-1/4" (311mm) and similar
hole sizes, use 700 - 1200 gpm (2.6 - 4.5 m3/min) and at least 120 rpm, with 150 rpm
preferred. For 8-1/2" (216mm) and similar hole sizes, use 350 - 750 gpm (1.3 - 2.8
m3/min) and at least 80 rpm, with 100 rpm preferred. For 6" (152mm) and similar hole
sizes, use 200 - 300 gpm (0.75 - 1.1 m3/min) and at least 80 rpm.
Note: The above circulating rates and rotary speeds are only guidelines and should be
confirmed with ToolPro's hole cleaning software. Flow rates on the lower end of the
above ranges may require reduced drilling rates and/or additional circulating time to be
fully effective. Always push the limits in rotary speed and circulating rates (i.e. even
above the guidelines) when hole conditions will allow. This will result in a cleaner hole.
2. Use on-site T&D monitoring while drilling, tripping, and running casing/liners in
wells over 40º. (WCE)
On-site torque and drag monitoring is a rig site process that involves obtaining,
recording, plotting, interpreting and acting upon torque and drag data. This process is
used for monitoring the hole condition (i.e. how clean the hole is and signs of stuck pipe)
and for providing insight to remedial actions. This process can be implemented for
drilling, tripping in or out, reaming in or out, running casing or liner, drill pipe conveyed
logging, running tubing, etc. When used accordingly, on-site T&D monitoring can be a
valuable tool for the rig site supervisor for monitoring daily operations. In addition, the
collected data forms a basis for the drilling engineer when performing post-well analysis
and/or future well planning. This process should be used on wells over 40º, anytime
IHQ type hole problems are anticipated, on extended reach and horizontal wells, and
when pushing the rig's capability limits.
3. Eliminate backreaming out except when hole conditions prove the need. (WCE)
Backreaming out is a risky operation that should only be performed when there is
insufficient MR MC to effectively clean the hole or when tight hole problems prohibit safe
tripping on top drive/elevators. Utilizing sufficient MR MC with multiple bottoms up
cycles while monitoring the shakers for cuttings returns is the preferred method for
effective hole cleaning operations. If MR MC does not adequately clean the hole to
safely trip or if tight spots are encountered while tripping, then backreaming may be
required. If backreaming is required due to poor hole cleaning, then consider
backreaming out until the well angle is about 40º, or at least back to the previous casing
shoe (be careful because cuttings beds do not distinguish between cased hole and open
hole). Underreaming and/or reaming while drilling can easily create situations where
poor hole cleaning occurs. If backreaming is used only to eliminate a tight spot, then
backream only the interval that is troublesome. In either case, use the recommended
backreaming practices.
Operational Practices 6 May 2004
Top 40 Hit List ExxonMobil Use Only
4. When backreaming is required, follow proper IHQ procedures to minimize
packoffs and stuck pipe. (WCE)
Improper backreaming techniques (i.e. backreaming too fast, pulling prior to reaching full
circulation and rotation speeds, initiating circulation and rotation in a thick cuttings bed,
not circulating after each stand is backreamed, etc.) can, and usually does, lead to
packoffs, lost returns and stuck pipe. Wellbore instability also plays a major role in
backreaming success. Wells that have wellbore instability problems almost always have
backreaming problems. Packoffs often occur while backreaming when the top
stabilizer/DC passes from an enlarged hole area into a normal hole size due to the high
volume of cuttings flow through the restriction. The resulting pressure surges may lead
to wellbore instability problems (pressure cycling can damage the wellbore integrity). If
backreaming is required, use the following practices:
1. Fully discuss the procedure, risks of backreaming and contingency plans for
problems with all drillers that will be on the brake during backreaming operations.
Discussion should include toolpushers, directional drillers and EM Rig Supervisor.
Show URC’s Hole Cleaning Video.
2. EM Rig Supervisor or appointed representative to be on rig floor at all times during
backreaming operations.
3. During crew changes, circulate and reciprocate while swapping personnel. Review
procedure and contingency plans with the new crew before resuming backreaming.
4. Record and plot pick-up hookload and torque trends for each stand. Use more
frequent and/or longer circulation and rotation periods if increasing PU or torque
trends are observed.
5. When separate trips are made to clean the hole, use a minimal BHA specifically
designed for backreaming operations (i.e. bit or hole opener w/ maximum nozzles,
stabilizer, one DC, stabilizer, 3 jts HWDP, jars and 6 jts HWDP).
Note: A smaller OD BHA may be used if hole swelling/tightness is not an issue (a
smaller OD assembly may require a slower pulling speed to fully clean the hole).
6. Prior to starting the backreaming operations, MR MC 1 - 2 bottoms up while
reciprocating the drill string. It is not critical to MR MC 3 - 5 bottoms up since you
will be backreaming out.
7. While circulating and reciprocating, do not stroke the bit closer than 5 – 10 ft (1.5 - 3
m) from bottom to ensure there's sufficient room to jar downward if the pipe sticks.
8. Prior to racking back each stand, circulate, rotate and reciprocate the last pulled
joint for 3 - 5 minutes to push the cuttings bed above the BHA. Ream up as high as
the derrick height will allow.
9. Set the DP low in the slips so the top stabilizer is positioned below the reamed
cuttings bed while making connections. Break out the stand and rack it back.
10. After each connection and before starting backreaming, bring up pumps slowly to a
moderate speed to ensure returns are flowing free. Slackoff and slowly start
rotating the string. Bring pumps and rotary up to full speed. If differential sticking or
ECD is a concern, then you may want to initiate slow rotation first to keep the pipe
moving.
11. Allow the system to reach a steady-state pump rate, pressure and rotary speed to
obtain more consistent indicators.
Operational Practices 7 May 2004
Top 40 Hit List ExxonMobil Use Only
12. Backream at a pulling speed of “no-faster” than 5 minutes per stand. Watch torque
and standpipe pump pressure gauges at all times while backreaming. Adjust pulling
speed based on torque and pressure responses. Utilize ToolPro's hole cleaning
software to calculate minimum safe backreaming speeds.
13. Backream at 80 - 100 rpm. Adjust speed as needed. High rpm is not critical when
backreaming but may be used if hole conditions permit.
14. After completion of each backreamed stand and prior to racking back each stand:
circulate, rotate and reciprocate the last pulled joint for 3 - 5 minutes to push the
cuttings bed above the BHA.
15. Repeat steps 9 - 14 as you backream out of the hole.
16. At about half way out, consider cleaning up the hole to reduce cuttings build-up.
17. When the hole angle reaches approximately 40°, stop the backreaming operation
and clean up the hole with MR MC for 3 - 5 bottoms up. Then POOH on elevators
or top drive (no pumps and no rotation) and watch for increased PU drag trends.
18. If, while backreaming, the pipe tries to stick or the hole starts to packoff,
immediately lower the string back down before trying to deal with the problem.
Never pick up; this may result in a complete packoff. Rotate and reciprocate to
reduce the cuttings bed prior to attempting pull back into the packoff area.
19. If the pipe becomes stuck, jar down, not up. Maintain a single joint in the V-door for
emergency pick-up to start the lowering process. If successful, lower an additional
1 - 2 stands to safely get BHA below any cuttings bed prior to re-initiating
circulation.
20. If pump or top drive problems occur while backreaming, lower the string so the BHA
is not positioned across permeable sands (use single and 1 - 2 stands if possible).
Discuss options and risks associated with shutting down to make repairs.
Generally, the risk of sticking is minimal in NAF if the BHA is not in high permeability
sand. Risks are greater in WBM. The cuttings should not slide downhole at angles
above 60°. After repairs are made, do not attempt to POOH through a backreamed
cuttings bed without MR MCing to clean the hole first.
5. Drop down and MR MC rather than POOH through tight spots w/ >30k # (14 metric
tons) overpull. (WCE)
Attempting to pull through tight spots is risky on high angle wells. If the tight spot is
caused by cuttings beds, then there is a high risk of mechanically sticking the BHA. The
recommended approach is to set a tripping overpull limit such as 30k - 35k # (14 - 16
metric tons) and use this limit to trigger the "drop down and MR MC" procedure. If the
overpull limit is reached while tripping, then lower the drill string back down 1 - 2 stands
to get the BHA below the potential cuttings bed prior to initiating circulation or rotation
(do not want to packoff around the BHA due to fluidizing a deep cuttings bed). After
dropping down, slowly initiate circulation and rotation and bring them up to full speed.
MR MC for ±30 minutes and then attempt to pull back through the tight spot on
elevators/top drive without circulation and rotation. If the tight spot has disappeared,
then it was probably cuttings beds and you may need to perform some additional MR
MC bottoms ups. If the tight spot remains, this is an indicator of reduced hole size and
additional hole maintenance steps such as backreaming may be required. Backream
only what is required. One tight spot does not mean it is necessary to backream out to
the casing shoe. Backreaming is also a risky operation.
Operational Practices 8 May 2004
Top 40 Hit List ExxonMobil Use Only
Note: The recommended overpull limits are standard limits that should work for all drill
well cases. Each Drill Team should evaluate their experiences and, if deemed
worthwhile, revise the limits for their well conditions and rig capabilities. Higher limits
may be warranted based on field experience.
6. Utilize ToolPro's hole cleaning software for well planning and surveillance checks.
(WCE)
The ToolPro hole cleaning software should be used on all wells over 40° to confirm
sufficient MR MC is planned into the design and is utilized during drilling operations.
ToolPro is an IHQ technology that can help the engineer plan the hole cleaning and
hydraulics program and do surveillance on the well while drilling. It can also be used to
optimize drill rate, mud properties, bit selection, and pumping and backreaming out
operations with respect to hole cleaning performance.
Note: There are other hole cleaning (hydraulics) programs available from service
company vendors that perform similar types of analysis as ToolPro. ExxonMobil has not
reviewed/approved these vendor supplied programs; however, several Drill Teams have
commented from their experiences that these programs provide a better "daily
surveillance" check with regards to hole cleaning operations. Drill Teams may use these
programs at their discretion for hole cleaning analysis and surveillance; however, they
should be utilized in conjunction with ToolPro.
Operational Practices 9 May 2004
Top 40 Hit List ExxonMobil Use Only
Wellbore Stability
7. Perform Wellbore Stability (WBSD) analysis on appropriate wells. (KRK)
Stability analysis is generally recommended for all wells with over 40 degrees of
inclination, when experience shows problems in lower angle wells, and in areas of
tectonic stress (proximity to mountains, salt domes, active faulting) regardless of hole
angle. However, even when high angle wells are not initially planned, it is a good idea to
begin collecting the necessary data during exploration/appraisal drilling to reduce
analysis time if a need arises. The purpose of the analysis (performed with the software
WBSD) is to predict the mud weight required to prevent catastrophic collapse of the
borehole. More lengthy analyses are usually done by URC, although Drilling Technical-
Operations Support can update certain ongoing analyses, perform checks on an urgent
basis pending URC analysis, and can assist in implementation and surveillance of a
wellbore stability design.
The predictive models that were first used in the 1980's were conservative and often
yielded mud weights that seemed unnecessarily high. One reason was that they sought
to maintain a perfect wellbore. In fact, some enlargement can be tolerated before it
becomes a drilling problem. The current generation of WBSD allows the user to specify
an allowable hole enlargement (usually 10-35%), and the model then calculates the
corresponding mud weight. However, caution must be exercised when using this feature
because the general correlation used in the hole enlargement adjustment does not apply
everywhere. This approach is only suggested when a lower mud weight would yield a
significant cost or operational advantage or reduce a known risk of lost returns.
The key actions that the field Drill Team must take are to:
1) Work with URC or Operations Support to acquire a set of shale cuttings from all
potential problem zones for special surface area analysis at URC or one of several
licensed labs,
2) Gather all available offset leakoff test data,
3) Obtain several representative density logs; and
4) Gather available offset well data that may give information on wellbore condition.
The cuttings are measured for shale specific surface area that is used to estimate the
compressive strength of the material from an extensive database of shale types.
Wellbore collapse is then predicted to occur when the stress around the hole is
calculated to exceed the strength of the rock.
Obtaining a wellbore stability analysis from URC requires 1-2 months, and this is
perhaps the longest lead time item of all the IHQ-related planning activities. The work is
needed early because the results may have a significant impact on the well plan,
including changes in mud type, wellbore trajectory, and casing setting points.
Operations Support can continue to assist in day to day implementation and surveillance
of a URC model if necessary.
Operational Practices 10 May 2004
Top 40 Hit List ExxonMobil Use Only
8. Prioritize wellbore stability over lost returns when programming MW. The
consequences of wellbore collapse are greater than those of lost returns. (KRK)
ExxonMobil's largest NPT category related to IHQ is wellbore instability, with about 30%
of trouble costs in vertical wells and 70% at high angle. The causes of instability can be
grouped into two categories; sensitivity to water mud exposure, and stress-related
failure, and is often a combination of the two. Raising the mud weight treats stress
failure. Unfortunately, the mud weight required is often very close to the integrity of the
hole. This is particularly common on extended reach wells with relatively high MW for
stability and high ECD due to the length of the throw. When planning the MW schedule,
it's necessary to balance the need for high MW with the potential for lost returns.
Field experience has shown that wellbore stability should be given priority over lost
returns. That is, the "stable" MW predicted by stability modeling should be used even
when there's some chance that it might result in lost returns due to high ECD or when
low integrity is encountered. The reason is that wellbore instability is often difficult to
detect because some of it's symptoms are so similar to other hole problems such as
poor hole cleaning, differential sticking of tool joints on connections, or drag through
thick filter cakes on trips. By the time it's diagnosed, the wellbore may have collapsed so
severely that the drill string is stuck. In contrast, lost returns is an acute event that's
immediately recognized and the consequences are usually manageable.
9. Collect Geomechanics data for all new fields and existing fields with problems.
(KRK)
During development planning of a new field, it may not be apparent that wellbore
instability will be a concern, especially if costly problems were not incurred during
exploration drilling. Even established fields may give little indication that wellbore
stability design is necessary. However, it often occurs that these problems appear
during field development, or expansion, as increasingly higher angle wells are drilled. In
order to react to these problems more rapidly, it is good practice to maintain a local
database of shale formations with corresponding DCM shale analyses, a database of all
leakoff tests (and possibly several Extended Leakoff Tests for minimum stress
determination), and digitized density logs. The leakoff test/minimum stress database by
itself is good practice apart from wellbore stability diagnosis because it will set a
reference for expected shoe strengths and benefits to be expected from FCS
technology. Operations Support, in collaboration with URC, can assist in establishing a
standard format for the database and in selecting and analyzing the shales for
populating the database.
Operational Practices 11 May 2004
Top 40 Hit List ExxonMobil Use Only
Lost Returns and FCS Practices
10. Execute the Three Step Response immediately if the annulus will not stand full
after lost returns. (FED)
If the annulus does not stand full following lost returns, the hydrostatic head of the drill
weight mud exceeds the resisting fracture closure stress (FCS) in the loss zone. If the
well continues to be filled with drill weight mud, losses will continue indefinitely. The
recommended response to stop the loss of whole mud is to fill with light fluid, usually
water. This is referred to as the Three Step Response. The Three Step Response is
discussed in detail in Appendix D of the Lost Returns and FCS Workshop manual. The
document is also posted on Global Share. The three steps are:
1. Fill with a small volume of whole mud (<20 bbls). The losses may stop.
2. If losses continue, fill the annulus with light fluid (water or base oil) until losses stop.
Calculate the FCS based on the fill volume and report the results on daily report.
3. Observe the annulus. In the rare case that the annulus attempts to flow, shut-in
immediately. Underground flow is likely to be occurring.
The use of light fill is common in the industry. However, the third step is not always
executed well. Every bbl of fluid that's allowed to return from the annulus represents a
bbl of kick volume travelling above the interval of underground flow. Rapid shut-in is
critical to minimize surface pressure. It's also important to recognize that fluid returning
from the annulus indicates underground flow. Bottom hole pressure will equal the FCS
in the loss zone, and holding backpressure on the choke cannot increase this.
Consequently, the Driller's Method cannot be used to kill the well.
11. Use Lost Returns Mitigation Guide to select appropriate lost returns response.
Contact Drilling Technical-Operations Support for assistance with selection of
initial treatment for unexpected losses. (FED)
The Lost Returns Treatment Guide shows that treatment selection is based on the likely
difficulty that will be experienced in building stress, and that this is dependent on
permeability and the magnitude of stress increase required.
If permeability is high and the required increase in FCS is low, the well may simply "take
a drink" or a low concentration of LCM mixed in mud may be effective. As the perm
declines or the required increase in integrity grows larger, it becomes necessary to
implement changes in normal operations to enhance the effectiveness of the LCM.
These may include items such as the use of high fluid loss carrier systems (not mud),
high LCM concentration (30-40% solids), WBM pills in NAF, suspension agents that
don't viscosify the water phase, hesitation squeezing, sized weighting material, and
detailed data collection. Furthermore, if the well will not stand full, it may also be
necessary to utilize a drill pipe Hydrostatic Packer to prevent overdisplacement of pills to
enable hesitation squeezing.
Ultimately, if there is no permeability, or if the perm has been damaged by the previous
loss of NAF mud so that the carrier fluid cannot leakoff, conventional LCM simply won't
work. It then becomes necessary to use a system that doesn't require leakoff. These
include products such as DOB2C, Flexplug, Form-A-Set, X-Link, or Cement.
Operational Practices 12 May 2004
Top 40 Hit List ExxonMobil Use Only
The most economic approach should be used that's appropriate for the permeability and
desired increase in FCS. The relationship between mitigation selection, permeability,
and the required increase in FCS is discussed in detail in the Lost Returns and FCS
Practices Workshop manual. In general:
• Use the "big hammer" first. That is, use the treatment that's more likely to work on
the first try. Most lost returns costs are not associated with the initial loss, but with
repeated unsuccessful attempts.
• Most failures of LCM to work effectively are due to inadequate permeability. Plot and
analyze the squeeze data to determine whether the formation appears permeable.
Switch to low-perm methods sooner, rather than later.
• In 2003, ExxonMobil was very successful in treating losses and drilling ahead in
permeable rock. However, there were many cases when the initial response was not
the most appropriate and multiple attempts were required to build adequate integrity.
If losses are unexpected and a detailed plan is not in place to respond, contact
Drilling Technical-Operations Support (24/7) to assist in selection of the initial
response and detailed planning.
The Operations Managers have established the goal of having all operations and
engineering personnel attend the FCS Workshop in 2003-2004. Contact training to
enroll.
Lost Returns Treatment Selection Guide
Operational Practices 13 May 2004
Top 40 Hit List ExxonMobil Use Only
12. Follow practices recommended in the Seepage Treatment Guide to reduce
seepage or enhance cake quality in light weight muds. (FED)
The Seepage Mitigation Guide has been developed to aid in selection of mud treatment
to stop seepage losses and build more efficient filter cakes. The user selects the
treatment from the graphic shown below based on the mud weight and maximum
permeability expected. Seepage and poor cake quality do not always create
unmanageable drilling problems and should not always be treated. In other cases, the
adverse effects may be significant, including:
• Loss of costly SBM.
• Tight hole in sands due to excess cake thickness.
• Differentially suck pipe or wireline due to an inefficient, thick cake.
• Hole enlargement in unconsolidated sands that would otherwise be held in place by
the differential pressure across an effective cake.
Seepage is defined as the flow of whole mud or filtrate into the pore throats of the rock
without fracture propagation. The borehole pressure is greater than the pore pressure
but still less than the integrity. Seepage is stopped by 1) blocking the opening to the
pore throat with material sized to achieve this most efficiently for the given pore throat
diameter, and 2) sealing between the blocking solids with filtration control material that
inhibits filtrate from passing through the blocking solids (i.e., bentonite, polymers).
In order to stop seepage, or build an efficient tight cake, a mud must contain both
blocking and filtration control materials. Most of ExxonMobil's muds are run with a very
effective level of filtration control material because API "filtration" tests are specifically
designed to test it's effectiveness. However, because API tests are run on filter paper
with extremely low permeability, they do not demonstrate a mud's ability to seal high
perm formations with large pore throat sizes - that is to say, they don't test the
effectiveness of the "blocking" material.
The workhorse of blocking materials is barite. Its particle size distribution makes it
effective in blocking pore throat sizes of up to 3 Darcys. High seepage rates are very
rare while drilling with high density mud because of the volume of barite blocking solids
in the fluid. Conversely, clear water or light weight muds exhibit very high seepage
when permeable rock is exposed.
A common misconception is that bentonite alone will seal these formations. However,
bentonite is a very small particle that will only plug very low permeability efficiently (< 20
md). The blocking material in these cakes is often drill solids and inefficient bentonite.
LCM, which typically runs from 200-1000 microns, should also not be used. While it will
contribute to blocking, it's too large to do so efficiently, and it's use results in thicker,
more permeable cakes.
As shown in the Seepage Guide, 5 micron CaCO3 is the preferred product in up to 1
Darcy of permeability. At higher permeability, larger materials such as 25 micron CaCO3
or micro fibers are recommended. The graph also shows that as the mud weight and
barite content increase, the addition of fine blocking material becomes less important. If
the permeability exceeds 3 Darcys, Drilling Technical-Operations Support should be
contacted for site-specific recommendations
Operational Practices 14 May 2004
Top 40 Hit List ExxonMobil Use Only
.
13. Utilize hydrostatic packers to control displacement when wells won't stand full
(FED)
Hydrostatic packers are used to prevent overdisplacement of LCM pills, cement, or other
materials placed in a well that won't stand full of drill weight mud. In general, they
consist of light fluid bullheaded into the DP or annulus until positive surface pressure is
achieved.
Positive pressure develops when the total hydrostatic head becomes less than the FCS.
In a sense the well is underbalanced to the FCS. Consequently, when pumping stops
the fluid will stop falling. The fluid cannot go downward because the rock stress
attempting to close the fracture exceeds the head, and it cannot move upward because
the well is shut-in with positive surface pressure. Example applications might be holding
cement in place above a loss zone until it sets, or holding excess LCM within the
wellbore for hesitation squeezing.
Hydrostatic Packers must be designed properly in order for their use to be successful.
The primary criteria is that the water volume should place the head underbalanced to the
FCS, but not the pore pressure. These devices should only be used by trained Drill
Team personnel. Training is provided in the Lost Returns and FCS Workshop, and
detailed design and operational issues are discussed in detail in the Workshop Manual.
14. Document and plot squeeze pressures during LCM treatments. (FED)
Historically, detailed pressure data has not been collected during LCM treatments.
There's simply no data to collect during some placement techniques in which pressure is
not applied to the pill. However, when hesitation squeezing is required to effectively
treat low permeability zones, it becomes critical that detailed data be collected, plotted,
and analyzed. Some of the important questions that may be answered are:
• What was the initial fracture opening pressure?
• Did rapid spurt loss and pressure build up occur as soon as the LCM arrived at the
permeable face of the fracture? LCM doesn't work if the rock is impermeable or if
the pore throats have been plugged by prior mud losses.
Operational Practices 15 May 2004
Top 40 Hit List ExxonMobil Use Only
• Did the fracture opening pressure increase with each hesitation? If not, spurt loss is
not occurring and LCM is not going to work. A viscous setting system (e.g., DOB2C,
Flexplug) will be required.
• Did the fracture close while holding pressure between squeezes? Full closure is
required, or the LCM will flow back into the wellbore when squeeze pressure is
released. This allows the fracture closure stress (integrity) in the loss zone to
decline.
The answers to these questions will determine the forward plan.
The data should be collected in a manner very similar to a LOT. In fact, it is
recommended that the Global EMDC Integrity Testing Workbook be utilized to plot,
analyze and document the squeeze, and that the results be placed in the permanent well
file. An example data collection form is also provided in the "Conventional LCM
Procedure" of the Generic Lost Returns Procedures.
15. Utilize a displacement plot to monitor and document lost returns while running
casing in wells with potential losses. (FED).
Casing running speeds should be planned to limit surge pressures to avoid losses.
However, losses and gains often occur unexpectedly and it's necessary to monitor
returns so the problem is addressed quickly. The West Africa Drill Team developed a
spreadsheet used to predict and graphically display mud returns while running casing.
It's recommended that this (or similar) tool be used while running casing in all wells with
potential losses. The write-up on West Africa practices is posted on Global Share. The
purpose of monitoring is to:
• Highlight the need for the crew to monitor whether the hole is giving back the proper
mud (flow or loss).
• Illustrate the expected returns while running casing and landing strings.
• Aid in quantification of mud losses and document when mud losses start.
Documentation supports analysis for revisions in mud properties or running speeds
on future wells.
• Assist in minimizing losses by providing an early indication of the need to reduce
speed.
• The graphical display includes a schematic that shows when the casing will pass into
lower clearances where speeds may need to be monitored closely.
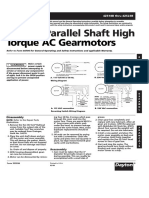
An example of a displacement plot is shown below, with predictive curves for both open
ended and closed end displacement. The wellbore schematic is displayed to the right. In
this case, minor losses began to occur around 2000 m and continued to TD.
Each Drill Team should review the paper posted by West Africa on Global Share. It
contains more detailed discussion of the operational practice and example field data.
Operational Practices 16 May 2004
Top 40 Hit List ExxonMobil Use Only
Clochas-1 9-5/8" Casing Running
Pipe Displacement and Pipe Displacement + Capacity
Volume (bbls)
0 100 200 300 400 500 600 700 800 900 1000
0
500
Open End Displacement
Closed End Displacement
Actual Displacement
1000
Depth of Float Shoe (m RKB)
1500
1808m of Casing being run
- 490m of casing across
stack before XO to DP
20" Casing @ 1947m RKB
2000
13-3/8" Casing
2500 @ 2509m RKB
3000
Lost Approx 40 bbls TD 12-1/4" Hole @ 3138m RKB
3500
Operational Practices 17 May 2004
Top 40 Hit List ExxonMobil Use Only
16. Utilize EMDC Integrity Testing Workbook for integrity tests. (FED)
The Integrity Testing Workbook was developed in 2001. It has been issued to
engineering and operations personnel and is to be utilized for all integrity tests (contact
the Drill Team engineering supervisor if you don't have it). The most current version is
also posted on Global Share.
There are several reasons why the workbook was developed.
• Achieve more uniform and correct interpretation.
• Eliminate the proliferation of personalized spreadsheets and the staff effort required
to create them.
• Achieve uniform, complete documentation of test data for future reference.
• Provide help files that include approved procedures, theory, and plotting format and
interpretation guides.
Personalized spreadsheets may also be used, but the data is to be transferred to and
stored in the Global Integrity Testing Workbook. This duplicate process is obviously not
preferred. Contact Drilling Technical-Operations Support if the Global Spreadsheet does
not provide the required functionality for your situation and modifications will be made, if
possible. Contact telephone numbers for assistance with the software or test
interpretation are provided in the help functions.
17. Monitor ECD management practices closely on wells with little tolerance between
dynamic circulation pressures and FCS. (SFD)
To maintain minimum ECDs, maintain low drilling fluids Plastic Viscosities and 600 RPM
readings and control gel strengths (especially prevent progressive gels). For techniques
to manage ECD, refer to the manuals from the "Lost Returns and FCS Operational
Practices" and "Integrated Hole Quality School". Critical items are listed below:
• Start pipe rotation before beginning circulation to break the mud's static gel strength.
• Use HWDP rather than collars to maximize flow clearance.
• Use tapered string or Ream While Drilling (RWD) equipment to reduce ECD.
• At 40º or greater well angles, design mud systems to manage barite sag and
implement sag monitoring procedures.
• Consider auto-fill liner equipment.
• Develop tripping speed guidelines to limit swab/surge.
• Minimize slug volumes.
• Avoid drill string components with low junk slot area.
• Provide hole cleaning training to rig crews on critical high angle wells.
• Stage in hole on trips.
• Minimize amount of cuttings in annulus when drilling with high ROPs. This may
require extra circulation.
• Minimize plastic viscosities to keep annular pressure drop as low as reasonably
possible.
• On wells using NAFs (non-aqueous fluids), run higher oil to water ratios, i.e. 80/20
instead of 70/30.
• Select base oils for NAFs that have lower kinematic viscosities, lower
compressibilities.
Operational Practices 18 May 2004
Top 40 Hit List ExxonMobil Use Only
Stuck Pipe Avoidance
18. No DCs above top stab in directional wells. (FED)
Bottom hole assemblies in directional wells should be designed to prevent differential
sticking by ensuring that there's no contact between the drill collars and the borehole. In
the 1980's the majority of the drill collars were replaced by HWDP in directional wells.
However, the industry continued to run 3 unsupported collars above the top stabilizer for
many years.
One reason for this was a general misunderstanding of the need for stress transition
members in the BHA. Stress transition is an issue only if two relatively inflexible
members are joined by a threaded connection. Because the collars don't bend, the
stress in the connecting threads may be very high. However, if one member is very
flexible (e.g., HWDP or DP), the bending occurs in its body and the stress in the threads
remains low. In some operating areas both HWDP and DP have been screwed directly
into the top stabilizer for over 10 years with no adverse effects. The practice has spread
rapidly through the industry during the last two years.
If three unsupported DCs are run above the top stabilizer, they're certain to lie on the
borehole in high angle wells. Running only a single DC can eliminate this, but there are
reasons why even this single collar should be eliminated.
• It has no positive effect on directional steerability. The first three contact points in
the BHA (Bit, NBS, and top motor stabilizer) determine the steerability.
• It contributes to packoffs by constricting the flow area above the top stabilizer while
backreaming out of hole to remove the cuttings bed. When backreaming, virtually all
of the bed is picked up by the top stabilizer and deposited in the flowstream
immediately around the collar. HWDP provides more clearance.
• At very high angle the weight of the collar is essentially cantilevered off the top
stabilizer. This creates a high bending force in the top stabilizer which causes it to
dig into the wall. Sliding and rotating friction may be increased. The cyclic bending
stress also fatigues the connection.
• Because magnetic space-out may be required, one or two NMDCs are being run
above the top stabilizer in some areas. These should be replaced with non-mag
HWDP (flexjoints) in areas where they are available.
19. Use no more than 2 DCs above top stab in straight holes with sticking potential.
(FED)
HWDP has been used for bit weight in vertical wells with significant sticking potential for
over 10 years with virtually no connection failures. Collars continue to be run if the
sticking potential is very low and in hard rock where high WOB is required to drill with
insert bits. Drilco (Smith) has published guidelines on the maximum vertical hole size
that HWDP should be used in.
3-1/2" Hevi-Wate 7" hole
4" Hevi-Wate 8 1/8" hole
4-1/2" Hevi-Wate 9 1/16" hole
5" Hevi-Wate 10 1/16" hole
5-1/2" Hevi-Wate 11" hole
6-5/8" Hevi-Wate 13 ½" hole
Operational Practices 19 May 2004
Top 40 Hit List ExxonMobil Use Only
These limits were chosen to control the stress levels to a point that the life of the HWDP
would not be significantly affected. Actual limits may be lower due to buckling if high
WOB is required. Contact the Technical Applications group for assistance in
determining the buckling limits, if needed.
The recommendation to run no more than 2 DCs above the top stabilizer is based on the
belief that the wall contact will be minimal. However, in smaller holes and more limber
DCs, even this may not be acceptable. HWDP may be screwed directly into the top
stabilizer, if needed.
20. Maximum stabilizer spacing of ±60 ft (18m) on wells over 40°, or wells with
differential sticking potential. (WCE)
If the pipe doesn't touch the wall, the pipe doesn't get stuck. Experience has proven that
if stabilizer spacing is kept to a maximum of about 60 ft in the BHA (which includes
motor, DC's, MWD, LWD, non-mag DC's, etc.), then the BHA will not get differentially
stuck. This is a crucial design issue on wells over about 40° and/or on wells where
differential sticking is a concern. We should never run slick BHAs or long intervals of
unstabilized BHAs unless drilling can not progress with a sufficiently stabilized BHA. In
small holes, such as 6-1/2" (165mm) and smaller, consideration should be given to a
shorter stabilizer spacing due to the higher flexibility of the smaller BHA components and
the reduced clearance between the BHA and wellbore walls. Thirty-foot (9m) spacing
has proven to be very effective in these hole sizes.
21. Centralize casing/liners effectively to reduce the potential for differential sticking.
(WCE)
If the casing doesn't touch the wall, the casing doesn't get stuck. Casing/liners should
be treated just like BHAs. Any casing/liner that will be exposed to permeable formations
should be centralized. Normally somewhere in the range of 2 to 3 centralizers per 3
joints is adequate to control differential sticking. However, for a good primary cement
job, centralizing to an 80% standoff is recommended. This may require more
centralizers. On high-angle type wells, double bow (tandem rise) type centralizers
should be used for non-rotated casing strings and low-friction solid-body positive
standoff centralizers are recommended for rotated casing/liners. Always use hi-capacity
slip-on set screw lock rings to reduce the chance of the rings slipping.
22. Place jars immediately above the likely stuck point; high in BHA of DCs, low in
BHA of HWDP. (FED)
Jars are most effective when run near the likely stuck point. There's little controversy as
to jar placement in vertical wells where drill collars are used to achieve bit weight. The
jars are placed near the top of the BHA because the most likely stuck point is in the
collars. The placement becomes more complex when HWDP is used for bit weight,
either in vertical or directional wells. Because the stuck point is much more likely to be
in the stabilizers in the bottom of the BHA than in the HWDP, it makes sense to run the
jars in compression at the bottom, just above the stabilizers.
Various ExxonMobil Drill Teams have used hydraulic jars successfully in compression
for over ten years. The practice is common in the industry and the manufacturers
support it. The concerns have been more operational than design-related. If the jars fire
Operational Practices 20 May 2004
Top 40 Hit List ExxonMobil Use Only
when the load shifts from compression to tension, the bit or MWD may be damaged.
Because directional wells are often drilled with PDC bits and light weight on bit, it's likely
that the neutral point will cycle through the tool. In fact, field data shows that this does
occur frequently but MWD accelerometers don't show any indication of an impact. What
occurs is referred to as a "soft fire". Although the load changes from compression to
tension, the tensile load applied is relatively small. The hydraulic fluid bleeds through
the tool without the build up of sufficient pressure to achieve a high hammer-anvil
impact. Drill Teams that run the jars in compression do not observe "hard firing".
In the majority of wells the jars should be run low in the HWDP, but there are a number
of other potential issues to consider:
• When thick sands are drilled at very high angle the measured depth required to
traverse the sand may be large and the number of tool joints within the interval may
be large. The cumulative contact area in the HWDP may result in high differential
sticking forces. Where this has been a problem, it's usually occurred in combination
with poor quality filter cakes, very high permeability, or high differential pressures.
Because the stuck point is most likely to be in the HWDP, the jars should be run
high.
• From a differential sticking perspective, the jars are essentially an unsupported 20 ft
drill collar. In fact, in those rare cases where HWDP has become stuck, the stuck
point is often found to be in the jars. If the sticking potential is high, the use of
standoff subs should be considered. A picture of a Smith HE hydraulic jar with
standoff subs is posted on Global Share. These short subs (1-2 ft) have a wellbore
contact length of only about 1 ft, which is less than a HWDP tool joint.
• It's difficult to predict where sticking will occur when it's due to wellbore instability. In
most cases, the instability becomes most obvious when the stabilizers become stuck
while POOH. In this scenario, the jars are most useful if they're at the bottom of the
HWDP. However, if collapse occurs up the hole around the HWDP the jars will not
be effective if run low. A decision on the preferred position should be based on
offset drilling experience and knowledge of the likelihood and location of instability.
Operational Practices 21 May 2004
Top 40 Hit List ExxonMobil Use Only
Drill Rate Performance
23. Conduct drill-rate tests to determine ROP limits. Modify design, operational
practices, or equipment to extend the limits. (FED)
These comments are updated from last year based on a variety of work done in 2003 by
various Drill Teams to increase ROP. It's apparent that the increase in drill rate across
ExxonMobil's operations has been significant, though it's hard to quantify on a global
basis. The two-part philosophy remains the same.
• Conduct drill rate tests to determine how fast we can drill with current limitations.
• Identify the current limitations and extend them through changes in design,
equipment or operational practices.
It's important to conduct drill-rate tests, even if the team is currently control-drilling.
Documentation of the potential drilling rate is essential to justify changes in design or
equipment that may be needed to drill faster. In the last 5 years PDC bits have become
very resistant to flounder as the WOB and ROP are increased, and other factors now
tend to determine the limits.
• The ultimate limit is the drill string make-up torque or drive torque limit. As long as
the bit is not floundering, ROP increases linearly with WOB and the resultant torque.
Several ExxonMobil operations are now running close to the make-up torque, even
in vertical wells.
• Vibrations are the most common limit to ROP. As WOB or RPM are changed, a
distinct loss of bit efficiency has been observed at the onset of vibrations. ROP has
been observed to decline by as much as 70% with little apparent evidence of
vibrations at the surface.
• The operating pressure limit of the mud motor is the dominant limit to ROP in
directional wells. High torque motors and rotary steerables have dramatically
improved ROP. In some cases, large increases in ROP have been achieved simply
by challenging service contractors to run higher differentials with conventional
motors.
• High drill rates in larger hole sizes may be limited by packoffs and cuttings hang-up
in washouts. Drill rate tests may help to justify the cost of higher rheology or
inhibitive mud systems.
• ROP is often limited in high angle wells by cuttings transport efficiency. In some
cases this can be addressed by drill string or hydraulic design changes, but drill-rate
test data is needed to justify the expenditure.
• ROP is often limited in vertical wells by the reduced WOB required to hit small
targets. Targets have been renegotiated based on the potential savings shown by
drill-rate test data.
• High ROP may reduce cake quality by reducing the cakes exposure time to the
stabilizers as they pass by. In lightweight muds with little barite, fine blocking
material has been added to the system to achieve rapid deposition of a quality cake.
Operational Practices 22 May 2004
Top 40 Hit List ExxonMobil Use Only
There are a great variety of other potential limits to ROP that have little to do with the
performance of the bit itself. Formal drill-rate testing and documentation of the results
enables the limits to be understood and potentially eliminated.
24. Conduct a vibration management study during the early wells in major programs.
(FED)
Historically, vibrations have been investigated in response to the failure of MWD/LWD or
other drill string equipment. These failures continue to create very significant NPT
expenditures for ExxonMobil worldwide. However, the industry has also come to
understand more recently that ROP is very often limited by vibrational flounder, even
when there's no surface evidence of vibrations or damage. There are numerous
examples of recent projects where ROP was improved dramatically and designing
vibrations out of the operation eliminated bit trips, but this is often done by a process of
trial and error that requires a number of wells. By taking a pre-emptive approach to
vibration mitigation, Drill Teams may be able to avoid NPT and maximize ROP sooner
rather than later in the project.
• Collect high frequency downhole data. Conduct regularly scheduled drill-rate tests
with the tool in the hole to develop an understanding of the manner in which
vibrations effect ROP and the vibrational forces that are created by changes in
drilling parameters (WOB, RPM, GPM).
• Ensure that the directional and/or LWD contractor selected has demonstrated the
ability to interpret the vibration data, including both the type and source of the
vibration. We do not currently have the ability to do this in-house.
• If the directional and/or MWD/LWD contractor have drill string vibration analysis and
design capabilities, then it may be advantageous to have them analyze the actual
vibration data and propose recommendations that may reduce vibration loads. This
service is normally a contractor in-house service, not an on-site service.
• Pre-position the equipment and bits necessary to be able to make significant
changes on bit trips based on ongoing observations. Test as many concepts as
possible on the first and second well.
• Utilize URC to develop BHA Rez analysis of the vibrational tendencies of proposed
assemblies used in hard rock.
• Consult with Drilling Technical-Operation Support for worldwide learnings on
vibration mitigation practices, BHA design, and operating parameters.
• Consult with other Drill Teams with similar drilling conditions, particularly rock
hardness and hole inclination.
Operational Practices 23 May 2004
Top 40 Hit List ExxonMobil Use Only
Drilling Fluids
25. Monitor/plot mud properties and product concentrations. (MVS)
Monitor and plot mud properties and product concentrations daily in order to catch
potential problems before they occur. By plotting the data, trends are developed that
make it much easier to identify when mud properties are headed out of range. In
addition, trends on product concentration help us identify and prevent overtreatment or
undertreatment.
26. Treat mud based on mud property trends, not a maintenance schedule based on
habit. (MVS)
In many instances ExxonMobil’s mud systems are receiving hourly treatments
significantly in excess of what is justified based on mud property trends. In some cases,
product additions totaling U.S. $2-5 K or more per day are being made into very stable,
highly treated mud. The best guidance for determining what to add or how much to treat
with, or whether not to treat at all, is a set of plotted mud property trends. This is
especially true for non-aqueous fluids such as OBM or SBM.
27. Focus on 6-rpm reading in addition to yield point for hole cleaning. (MVS)
The Yield Point has historically been used to describe the hole cleaning ability of the
mud. In recent years, more emphasis has been placed on monitoring an even lower low-
shear-rate viscosity measurement called the 6-rpm reading. Positive field results have
proven the benefit.
The average shear rate in the annulus is approximately 100 sec -1, which is represented
by the Yield Point. The 6-rpm reading (shear rate of only 10 sec-1) is representative of
viscosity near the center of the annulus and, together with the YP, more accurately
describes the annular flow profile. Raising the 6-rpm reading flattens the profile, which in
turn improves the mud’s carrying capacity.
Also, it is very important to keep Plastic Viscosity as low as possible. The combination
of optimized 6-rpm readings and low PV will develop the best possible hole cleaning
profile in the annulus.
6-rpm Guidelines
Vertical wells and wells with angle <30º; MW ≤ 15 ppg (S.G 1.8)
At minimum, maintain the 6-rpm reading near or equal to hole diameter in inches. For
example, in 12¼” hole, a 10-12 would be appropriate, in 8 ½” hole, a value of 7-9. An
exception exists for very large hole sizes (≥17 ½”). In most cases large holes are being
cleaned when the 6 reading reaches the high teens to low twenties.
Vertical wells and wells with angle <30º; MW ≥ 15 ppg (S.G 1.8 - 2.3)
In wells with high mud weight, hole cleaning receives a boost from buoyancy. Also, ECD
vs. fracture margins are smaller. In these cases, the 6-rpm reading may need to be
lower. For example, in 6 ¾” hole a minimum value of 4-5 can still provide adequate hole
cleaning while minimizing ECD effects from viscosity.
Operational Practices 24 May 2004
Top 40 Hit List ExxonMobil Use Only
As well angle exceeds 30º, hole cleaning requirements will increase and one needs to
move toward the higher angle 6-rpm recommendations.
Well angle ≥ 40º; MW ≤ 15 ppg (S.G 1.8)
Maintain the 6-rpm reading 1.0 – 1.5 X hole diameter in inches. In 8 ½“ hole and 45º
angle, a minimum value of 9 may get the job done. But at 82º the number may need to
be 11-12. Hole conditions will dictate the final value.
Exception: High MW and small hole size. With MW ≥15 ppg (S.G. 1.8) cuttings
buoyancy will assist hole cleaning. In addition, small holes typically have high annular
velocity, which also helps clean the hole. Under these conditions, the 6-rpm reading can
sometimes be run less than hole diameter with no adverse effects.
28. Report the fluids dilution factor and solids control efficiency by interval and at
end-of-well. (SFD)
The Dilution Factor is a measurement of the drilled solids removal system performance
and is related to solids removal efficiency. It measures not only solids control efficiency
performance, but the efficiency of mud dilution. Use of the dilution factor will focus our
operations on mud usage efficiency and control of mud costs.
Dilution Factor = (Volume of Mud Built) / (Total Dilution)
(Reference: API Recommended Practices 13C)
Volume of Mud Built = Total volume of mud used for an interval.
Total Dilution = (Volume of solids drilled based on average hole size and depth) /
(Average drilled solids fraction)
The relationship of Solids Control Efficiency (SCE), or System Performance, is as
follows:
Dilution Factor = 1 - SCE/100 Example: DF of 0.25 equals SCE of 75%
The average drill solids fraction is the volume fraction of drilled solids maintained in the
mud. This does not include bentonite, calcium carbonate, or other low gravity solids
intentionally added. It is very important to know, and have the mud company commit to,
the drilled solids tolerance of a drilling fluid in the planning stage. Different mud systems
tolerate drilled solids at different levels without adverse effects. The tendency of the
mud company is to overdilute and run the average drilled solids too low, thereby
increasing mud costs with no improvement to mud performance. Knowing beforehand
the optimum solids level range, and then monitoring the Dilution Factor, we are able to
maintain top mud performance at lowest cost.
29. Use GGT to monitor Carbonates/H2S in WBM and H2S in NAF. (MVS)
The GGT for carbonates should be measured and reported daily in many if not most
water based mud systems. It is the most accurate method for detecting this common
contaminant that can result in badly gelled mud and viscosity control problems. For
WBM that contains clay (MBT or CEC >10 ppb equivalent bentonite), treatment to
remove the contaminant should begin when GGT carbonates ≥ 600 mg/L.
Operational Practices 25 May 2004
Top 40 Hit List ExxonMobil Use Only
In addition, the Garrett Gas Train is a very accurate way to measure H2S (reported as
sulfides, mg/L). It will detect dissolved H2S and, therefore, picks up this contaminant
earlier than mud logging units and other atmospheric gas detectors at the surface. If
H2S is considered a risk, the GGT sulfide test should be used on both WBM and NAF
systems for early detection and treatment.
30. Measure activity with hygrometer on every well drilled with NAF (MVS).
Activity relates to the movement of water between mud and rock. In order for a NAF to
drill a stable/gauge hole it must have an activity equal to or less than the activity of the
shale (Awmud ≤ Awshale). This is referred to as "balanced" activity. Activity is inversely
proportional to salinity and is controlled by salt additions (usually CaCl2). It is measured
with an instrument called an electrohygrometer (humidity meter). The Activity of both the
mud and the shale should be measured and compared (plotted) daily to confirm that the
mud's activity is equal to or less than the activity of the shale.
Another very important benefit from activity measurements is their use as a QA/QC tool
for titrated water phase salinity (WPS). Titrated WPS and theoretical WPS derived from
hygrometer Activity measurements should correlate. If water phase salinity isn’t high
enough (or, put another way, mud Activity low enough) water wetting of the rock and
wellbore instability can result. Without the confirmation of NAF water phase salinity that
hygrometer Activity measurements provide, early onset of unbalanced conditions can go
unnoticed until severe hole problems are already occurring. Procedures for activity
testing are available from Drilling Technical-Operations Support, the IHQ manual, or API
RP13 B-2 “Standard field Test Procedures for Oil-based Drilling Fluid”.
31. Implement barite sag monitoring on wells over 30º. (MVS)
Barite sag monitoring and written barite sag mitigation plans should be used on all wells
over 30º. Sag is a significant variation in mud density caused by settlement of weight
material in high angle wells that can result in lost returns and other NPT. It is caused by
settling of weight material under circulating conditions (dynamic sag) and subsequent
slumping of the material to the bottom of the hole. Sag can occur in water based mud
and NAF but is more common in NAF. A barite sag monitoring program should be
implemented on wells where sag could be an issue (> 30º; MW > 12 ppg (1440 Kg/m3)).
The process involves utilizing the "ExxonMobil Sag Report" to make decisions on mud
treatment and operational practices and also applying Sag prevention and mitigation
techniques. All are available from Drilling Technical-Operations Support, Global Share
or the IHQ manual.
32. Utilize sweep reports to monitor sweep effectiveness. (MVS)
The effectiveness of sweeps and the type and size of sweeps is a controversial subject.
There is likely no universal sweep formulation or combination of sweeps that work in all
situations, and, therefore, sweep application varies within ExxonMobil. However, a
sweep report has been developed to help the Drill Teams document the results and to
build a database for better understanding the effectiveness of sweeps. This report
should be used on every well that is using sweeps. The report is available from Drilling
Technical-Operations Support, Global Share or the IHQ manual.
Operational Practices 26 May 2004
Top 40 Hit List ExxonMobil Use Only
Cementing
33. Enhance cement squeeze practices: 1) large spacer, 2) high displacement rate,
3) hesitation squeezing. (OGB)
The key to obtaining a primary cement job or squeeze is perfect displacement of the
mud by the spacer before the cement arrives. Cement is not compatible with most muds
and forms a rigid mass immediately on contact. As cement continues to flow by,
contamination increases, and the mud becomes even more rigid. If the spacer flowing
across does not initially move the resistant mud, it becomes even less capable of being
moved as cement contamination occurs.
By design, the spacer is compatible with the drilling fluid and will erode and entrain it.
The greater the volume of spacer that flows by, the more mud is removed. This is the
logic for using larger spacers, even on shoe or liner top squeeze jobs. The minimum
spacer for a squeeze should be 20 bbls. Larger volumes might be recommended in
larger hole sizes. There's no disadvantage to pumping a large spacer if it's weighted to
a level between the mud and cement density.
The logic for maximizing pump rate is similar. Increased rate improves the ability of the
spacer to erode and entrain the rigid contaminated mud. This is particularly true if
turbulent flow can be achieved. There is no particular disadvantage to high rate as the
spacer passes the shoe.
Hesitation squeezing allows pressure to be applied to the rigid mud that creates
channels. After the initial placement of cement, time is allowed for the strength to start
to develop. When additional cement is pressed up the annulus, the contaminated mud
is now more mobile than the setting cement. The process is repeated until the cement
inside casing develops too much strength to be pumpable. The fact that the temperature
of the cement in the annulus increases before that inside casing works to advantage
because it causes the set to occur more rapidly in the annulus, while the slurry in the
casing remains mobile for squeezing.
In order for the hesitation process to be effective, the cement pumping time must be
relatively short. The initial hesitation should be attempted just prior to the pumping time,
and subsequent hesitations should be adjusted based on the response. If the cement
doesn't appear to be setting, increase the hesitation periods from 15 minutes to 30
minutes. Plan to leave a sufficient volume of squeeze slurry above the shoe so that the
hesitation squeeze can be continued well beyond the planned pumping time of the
cement, if needed.
34. Use pipe movement during cementing whenever feasible. (OGB)
Pipe movement, particularly rotation, has been shown to improve primary cementing
results by improving mud displacement, regardless of flow rate or stand off. Pipe
movement, either rotation or reciprocation, should be incorporated whenever possible. It
is understood that pipe movement is not possible or practical in every application, but
should be incorporated where appropriate. For cement plugs, it is noted that rotation will
improve mud displacement and plug success, particularly if rotating cable type
scratchers are used (reciprocation is not recommended during actual plug placement).
Operational Practices 27 May 2004
Top 40 Hit List ExxonMobil Use Only
Well Control
35. Use Hydril "LL" (Long Life) elements in Hydril GK and GL annular BOPs. (JLH)
While Hydril continues to manufacture and sell Hydril GK and GL elements for their GK
and GL annular BOPs, they now recommend LL elements for these applications rather
than the standard elements. In a limited number of ExxonMobil field applications, the LL
elements have generally provided double the fatigue life of the GK and GL elements.
Replacement of GK and GL elements with LL elements may require some dialog with
the drilling contractor because the LL elements sell for approximately 60% more than the
standard GK and GL elements. It should be pointed out that it is also to the contractors'
advantage to minimize element change outs because this is normally rig time that
cannot be charged to the operator. (Unfortunately LL elements are not available for GK
11", 3000 psi WP and GL 21-1/4", 5000 psi WP BOPs).
36. Pump through well control system at frequent intervals. (JLH)
To prevent possible plugging problems in the choke line, choke line valves, choke
manifold, manual and hydraulic chokes, gas buster and lines, the kick circulation path
should be circulated through at frequent intervals. Specifically, pumping through the well
control path(s) shall be done: (1) upon initial rig-up, (2) during power choke drills, (3)
during BOP testing, (4) after each well control event, (5) after any instance where non-
routine bleeding or circulation of mud that may contain debris, or be subject to barite
settling, is done through the choke manifold, and (6) prior to initiating a casing seat hunt
or drilling through a suspected transition zone.
37. Use the new ExxonMobil Well Control Workbook as a "Kill Sheet". (JLH)
The new kill sheet was recommended by the EMDC Well Control Steering Committee
and developed by the Drilling Technical-Operations Support Staff. The "kill sheet" is
actually an Excel workbook and contains instructions, a data entry worksheet, volume
calculations and miscellaneous calculations that are often useful during well control
events. The ExxonMobil Well Control Workbook has been approved by the EMDC
Drilling Operations Managers and distributed via normal channels. It has also been
posted on Global Share. The workbook will also be taught to students in future
ExxonMobil well control schools.
The workbook should be used as the kill sheet for all kicks. This is to ensure consistent
reporting and enhance communication of relevant data among all involved with handling
the kick. However, the workbook should not be viewed as a replacement for the
program KIK. KIK should still be used as a planning and analysis tool for selecting the
best option for kick circulation (e.g, Driller's Method versus Wait and Weight), assisting in
well design and evaluation of the mud gas separator.
Operational Practices 28 May 2004
Top 40 Hit List ExxonMobil Use Only
Other
38. Monitor drill cuttings/drilling waste injection programs closely and compare to
predetermined operating limits. (KRK)
Drilling waste injection is now a proven and safe method for disposing of drilling waste
including ground drill cuttings, wastewater, and completion fluids. Injected volumes
during the development period of the early 1990's were relatively modest by today's
standards, tens of thousands of barrels per well. Recent experience shows that under
favorable local geologic conditions, wells can accept several hundred thousand barrels
of material. Although pressure and volume monitoring has always been used to ensure
that the created fractures did not grow to the surface, the large volumes injected today
make such monitoring critical. Understanding the re-injection process developed over
the past 10 years allows us to design limits on injection gradients and maximum batch
size during any single injection to ensure that injected material does not migrate upward
to the seafloor or land surface. All injection programs should now have limits that, when
approached, will initiate a decision process about using alternate injection wells. Drilling
Technical-Operations Support should be consulted on any "major" CRI project.
39. Enhance Quality Assurance / Quality Control practices at the rigsite. (HEN)
An effective "QA/QC" operation at the rigsite is one of the hallmarks of a best in class
operation and close oversight of contractor activity at key points during the well
construction phase can significantly reduce the potential for non-productive time.
"Rigsite QA/QC" practices should be reviewed at the start of every well interval or
construction phase. As a minimum, rigsite QA/QC practices should include:
• Periodic review of the specifications for key drilling and completion equipment
• Routine checks of drilling and completion equipment against specifications, including
dimensional checks for wellbore clearances, connection compatibility, etc.
• An agreed upon list of "witness points" for third party equipment rig-up, as well as an
agreed upon plan to witness key operations
• A review of previous jobs so that key lessons learns are raised and discussed
amongst the team in a timely manner
• Spot checks to look for early warning signs of trouble
40. Seek planning input from Drilling Technical-Operations Support and other Drill
Teams, particularly on wells with DCI > 4. (HEN)
One of the roles of Drilling Technical-Operations Support is to ensure that learnings and
operational practices are shared between the Drill Teams. Information is gathered and
disseminated in a variety of ways, but the most effective route is through direct
involvement in well planning. When the Technical organization participates in early
planning, an opportunity exists for the Drill Team to benefit from the worldwide
experience on similar wells. The Technical team also learns from these engagements
so that the rest of the global organization benefits. Drilling Technical-Operations
Support should be requested to provide input during early planning for 1) complex wells,
2) high cost wells, and 3) the initial wells in multi-well programs.
Operational Practices 29 May 2004
Top 40 Hit List ExxonMobil Use Only
Appendix A - "Oldies but Goodies"
High Angle Practices................................................................................................. 31
1. Plan wells such that drill string side loads do not exceed 2000#/joint. (WCE)... 31
2. Optimize number of bottoms up utilized in mature programs; 3 - 5
may not be required. (WCE).............................................................................. 31
Stuck Pipe Avoidance............................................................................................... 31
1. Design BHA to achieve Effective Hole Size for planned casing. (FED)............. 31
Drill Rate Performance.............................................................................................. 32
1. Evaluate ROP Enhancers in wells with WBM < 15 ppg. (FED).......................... 32
Drilling Fluids............................................................................................................ 33
1. Utilize Operations Support to install fluids QA/QC processes. (MVS)............... 33
Cementing................................................................................................................. 33
1. Limit latex concentration of gas resistant cement to 0.75-1.50 gps
(1.0 gps default). (OGB).................................................................................... 33
2. Standardize on 500 ft of "water wetting " spacer ahead of cement. (OGB)...... 34
3. Don't run rigid or solid centralizes in vertical open hole. They don't provide
standoff in rugosity. (OGB)............................................................................... 35
Well Control.............................................................................................................. 35
1. Monitor hole with the trip tank anytime circulation is suspended. (FED).......... 35
2. Rig supervisor on the rig floor to initiate trips off bottom. (FED)....................... 35
Other......................................................................................................................... 36
1. Use integral liner top packers. (FED)............................................................... 36
Operational Practices 30 May 2004
Top 40 Hit List ExxonMobil Use Only
High Angle Practices
1. Plan wells such that drill string side loads do not exceed 2000#/joint. (WCE)
When drill string side loads exceed about 2000 #/joint, excessive casing wear and/or tool
joint wear becomes a concern. Drill string design loads should be verified with torque
and drag modeling software such as ToolPro or PowerPlan. Design loading analyses
should include the typical off-bottom rotating and on-bottom drilling calculations as well
as backreaming calculations. Backreaming tends to apply the highest side loads due to
the upward pull force applied to the top side of the wellbore. The T&D analysis should
be performed with tortuosity included in the well path design to ensure a more realistic
side loading result. Recommend using a 1.8°/1000 ft sine wave artificial tortuosity as a
base case. If the loads approach or exceed 2000 #/joint, the well path design should be
modified (dogleg severity will be the driver) or mitigating equipment such as non-rotating
drill pipe protectors should be utilized.
2. Optimize number of bottoms up utilized in mature programs; 3 - 5 may not be
required. (WCE)
Good hole cleaning practices include the process of multiple bottoms up cycles in the
recommended range of 3 - 5 times for tripping and/or reducing torque and drag loads.
This multiple bottoms up range comes from field experiences with wells that were
predominantly drilled with downhole motor assemblies. When slide drilling or reduced
rotary speed drilling, which is common in downhole motor operations, hole cleaning
efficiency is reduced such that multiple bottoms up cycles are required to effectively
clean the hole. However, in mature drilling programs utilizing primarily rotary drilling
assemblies with MR MC practices and cuttings monitoring programs in place, Drill
Teams should be able to optimize the number of bottoms up cycles required to clean up
the hole. By tracking and monitoring cuttings returns, the number of bottoms up cycles
may be to 2 - 3 times vs. the 3 - 5 times range.
Stuck Pipe Avoidance
1. Design BHA to achieve Effective Hole Size for planned casing. (FED)
The concept of Effective Hole Size (EHS) was developed in the 1950's and BHAs have
been designed based on this principle by many Drill Teams for decades. When a bit is
unconstrained it may dart rapidly, resulting in a ledge that casing may not pass. EHS is
the maximum casing size that is guaranteed to pass such a ledge based on the degree
to which the bit is constrained. Mathematically, it’s the average of the bit diameter and
the diameter immediately above the bit (e.g., DC, Stab, Motor).
EHS = Bit OD + OD Above Bit
2
For example, if a 12-1/4" hole is drilled with a pendulum assembly and 6-1/2" DC's the
EHS = (12.25 + 6.5)/2 = 9.375". There is no guarantee that 9-5/8" casing can be run in
this well. In most cases it can, but the cost of stuck casing or a failed attempt to run
casing is great enough that the preferred approach is simply to use BHA's with adequate
EHS for the planned casing. In pendulum assemblies this usually only requires that an
oversized bit sub be run, or a few larger drill collars. EHS is not an issue in most
directional wells because the bottom stab on stabilized motors ensure the EHS is
essentially equal to the bit size. The same is true of packed assemblies.
Operational Practices 31 May 2004
Top 40 Hit List ExxonMobil Use Only
EHS becomes more difficult to achieve in hole sizes > 17-1/2". Offset wells should be
studied to determine whether a history of casing running problems exist and whether
they're due to bit darting. Bit darting is rarely a problem in very soft formations and the
EHS may not be required. In firmer rock, or where there's a field history, consider
running a 1/2" undergauge near bit stabilizer (a near-gauge stab may act as a fulcrum
and cause angle to build, a severely undergauge stabilizer will not).
Drill Rate Performance
1. Evaluate ROP Enhancers in wells with WBM < 14 ppg. (FED)
ROP Enhancers are thin, penetrating oils that are added to water base mud in
concentrations of 3-6% to increase ROP. Examples are XLR-Rate (Halliburton), Drill-XT
(MI), and Penetrex (Baker INTEQ). On the surface, the industry's experience with ROP
enhancers has been unpredictable. However, in many cases it has been misapplied.
Dramatic increases in ROP have been achieved when used properly. In order to select
good applications it's necessary to understand how they mechanically alter the drilling
process.
ROP Enhancers function by preventing build up of sticky cuttings on the face of the bit.
As cuttings build, they start to carry some of the WOB that is needed at the cutting tip,
and as the cuttings are compressed by the load they begin to develop shear strength
which further reduces the weight getting to the cutting structure. The build up is referred
to as "bit balling". The term is commonly used to indicate a bit that is completely
impacted in a mass of clay and cuttings. However, bit balling occurs downhole in
degrees and may be very mild or quite severe. The onset of balling can easily be
observed during drill off tests. As weight is increased, the ROP increases
proportionately up to the flounder point. The flounder point can be the primary indicator
of the onset of mild bit balling. As weight is increased further, balling builds and
eventually the ROP starts to decline. Even though a very high weight is being applied to
the bit, the cuttings buildup is carrying a greater portion of WOB.
Because ROP enhancers inhibit the buildup of cuttings, they allow higher weight to be
applied prior to the onset of bit balling. They essentially extend the flounder point.
Higher weight results in higher ROP. Enhancers do not directly cause the rock to drill
faster. They allow more weight to be applied to the bit, which in turn causes the rock to
drill faster. If sufficient weight is applied, the new flounder point will again be observed,
but it will occur at a higher ROP and higher WOB. PDC bits drill faster in NAF for the
same reason - because higher WOB is run. If an enhancer is extremely effective, it may
be possible to approach the bit weights and ROP used in NAF, at which point bit
durability may limit further increases in weight. Recommendations for use are:
• Run drill-off or drill-rate tests first to confirm that the bits are balling. A flounder point
should be observed at a WOB less than that allowed by the bit durability. In many
cases where an increase in ROP was not seen, the bit weights on both the offsets
and trial run were kept below the flounder point due to bit wear concerns or
directional control.
• Because ROP enhancers typically cost around $ 300 per/bbl, it's very useful to know
that they will pay for themselves before treating the entire system at 3-6% by volume.
The effectiveness can be demonstrated with 50+ bbl pills. Increase WOB as the pill
passes and attempt to determine whether the flounder point and ROP are increased.
Operational Practices 32 May 2004
Top 40 Hit List ExxonMobil Use Only
If balling is significant, the response is usually dramatic. This data may allow the
economic impact on ROP to be calculated if the entire system is treated.
• Enhancers only work if they're present at the bit. Bit balling occurs in only a few feet
of drilling, so pills are not effective. The entire system must be treated.
• ROP Enhancers tend to have a greater impact on PDC bits than roller cone bits
because PDCs may ball with very light WOB in soft rock and the large ribbons of
cuttings that PDCs generate.
• Enhancers are unlikely to work in MW greater than about 14.0 ppg. It's believed that
the surface area of the barite absorbs the product. Performance tends to be very
good in MW less than 12.0 ppg, but unpredictable in 12-14 ppg due to the increasing
amount of barite solids. It has been effective at above 14.0 ppg, but the
concentration and daily additions required tend to be uneconomic (9%+).
• The major vendor products are probably not toxic in most WBM at 3%. They
become marginal at higher concentrations. Pretest for toxicity.
• If major losses are anticipated, the potential loss of the product should be considered
when developing economics.
• Lubricants are not ROP Enhancers. They cause the ROP to increase in high angle
wells by lubricating the surfaces so that weight is transferred more uniformly to the
bit. They may also increase ROP in low angle wells by reducing drill string friction,
which improves the transfer of weight to the bit. However, lubricants do not reduce
bit balling. Thin penetrating oil is required to do this, and lubricants are specifically
designed for the opposite effect.
Many competitors are now using ROP Enhancers extensively in soft sticky formations
where bit balling limits WOB, and MW is less than 12.0 ppg. The products are proven to
work, but only in the proper application and within the constraints discussed above.
Drilling Fluids
1. Utilize Operations Support to install fluids QA/QC processes. (MVS)
Fluids QA/QC processes should be installed within each Drill Team. Areas to consider
include: 1) liquid mud mixing and transportation to the rig, 2) ensuring mud condition
before drilling into new or deeper hole sections (pilot test guidelines), 3) mud testing and
reporting guidelines, and 4) mud treating guidelines for WBM and NAF. With these
processes in place, fluid performance and fluid related NPT will be reduced. The written
guidelines are available from Drilling Technical-Operations Support or the IHQ manual.
Cementing
1. Limit latex concentration of gas resistant cement to 0.75-1.50 gps (1.0 gps
default). (OGB)
Vendors consistently recommend far more latex than required to prevent annular gas
flow. Cementing costs can be doubled or tripled. Vendors back their recommendations
with a variety of technical models for predicting the properties required to stop annular
gas flow. Some of these ideas are simply incorrect. Also, the ideas that we do believe
are correct are either too complex to model or rely on data that's not available.
Operational Practices 33 May 2004
Top 40 Hit List ExxonMobil Use Only
The recommendation to use 0.75 to 1.5 gps of latex is based on experience. Prior to the
introduction of latex in the mid 1980s, 30-40% of all high pressure ExxonMobil wells in
the Gulf Coast area eventually developed annular pressure. In the last 17 years of using
1.0 gps of latex on hundreds of wells there have been less than 10 with annular gas
flow. These include many wells with 17+ ppg pore pressure and complex well geometry.
In contrast, vendors have recommended as much as 3.0 - 7.0 gps on the same wells.
A general guideline is to use sufficient fluid loss additive (e.g., latex) to achieve less than
50 cc's of water loss in the standard API test (1000 psi and BHT). Annular flow is not a
direct result of water loss, but this tends to be a good indicator of factors that do result in
flow. For example, cements with high loss also suffer high shrinkage, which result in
loss of internal column pressure and loss of contact stress with the casing and borehole.
In general, the addition of 1.0 gps of latex will achieve fluid loss less than 50 cc's.
Because latex is a solid particle that achieves fluid loss by plugging the pore spaces, its
performance is not sensitive to temperature and 1.0 gps achieves the same results over
a wide range of conditions. Gas resistant systems that inhibit fluid losses chemically
should be tested to the same standard (< 50 cc's FL). However, because they are
sensitive to temperature, the concentration will vary with each application.
It is clear that 1.0 gps is not adequate for all for all situations. Drilling Technical-
Technical Applications should be contacted to discuss the potential need for greater
concentrations if:
• A gas influx will be occurring due to underbalance conditions during the cementing
operation
• A long tieback will be cemented above a liner without a high-pressure liner top
packer and high weight mud will be displaced from the tieback. When the high
weight mud is replaced with water the OD of the tieback casing will contract. A
cement slurry with 1.0 gps latex may not have the required elasticity to maintain
sealing contact stress against the OD of the tieback. An alternative approach is to
displace the tieback cement with some volume of water and then apply a high
annulus pressure as the cement sets. As the cement sets the casing OD is
compressed to create the same dimensions that will occur when the tieback is
circulated to light completion fluid.
2. Standardize on 500 ft of "water wetting " spacer ahead of cement. (OGB)
If the spacer fails to entrain and sweep the mud from the annulus, the cement is very
unlikely to do so. Rate and volume are critical, but rate is usually constrained by ECD
and hole integrity. Assuming that the highest rate possible is being used, the question
becomes how much volume is required? There's no perfect technical answer because
borehole and mud conditions vary greatly. The industry has historically used guidelines
base on either 1) total spacer volume, 2) contact time, or 3) spacer height. The
recommendation to use 500 ft minimum spacer height is a simple rule-of-thumb that also
tends to achieve an adequate volume and contact time (usually 3-5 minutes). This is an
absolute minimum and larger volumes might be considered in enlarged hole, or very
small clearances.
Operational Practices 34 May 2004
Top 40 Hit List ExxonMobil Use Only
In addition to removing 100% of the mud, the spacer must also ensure that the casing
and borehole are "water wet" prior to the arrival of the cement. Oil wet surfaces may
inhibit the cement reaction resulting in a low stress region at the contact surface.
Consequently, water based spacers must be used on all cementing operations, even in
NAF, and those spacers must be designed to change the wetability of the surfaces.
In abnormal pressure the spacer density should be between the mud weight and cement
weight. In normal or subnormal pressure, the most effective spacer may be clear water.
However, surfactants may still be needed if the mud is NAF.
3. Don't run rigid or solid centralizes in vertical open hole. They don't provide
standoff in rugosity. (OGB)
Centralizers provide standoff from the wall of the borehole to ensure that the spacer and
cement displace the mud efficiently on all sides of the casing. Rigid centralizers may not
provide effective standoff in open hole if they are positioned across enlarged areas of
the hole. This is a particular concern in low clearance designs with underreamed holes.
In high angle wells rigid centralizers may not even get the casing above the cuttings bed.
Properly designed flexible centralizers will collapse while passing through the previous
casing string, then expand to lift the casing off the borehole when in open hole.
Well Control
1. Monitor hole with the trip tank anytime circulation is suspended. (FED)
Unlike most items on the Top 40 Hit list, this is a management directive, not simply a
recommended practice.
ExxonMobil has experienced a number of significant well control events over the last 2
years. Improper use of the trip tank has played a significant role in a number of these.
2. Rig supervisor on the rig floor to initiate trips off bottom. (FED)
The rig supervisor should be on the floor to ensure that the well is taking mud properly
and not swabbing. Unlike most items on the Top 40 Hit list, this is a management
directive, not simply a recommended practice.
If the MW is overbalanced, the next most likely cause of a kick is swabbing. When a drill
string is pulled, mud must fall down the annulus to replace the volume of steel that's
being removed from the bottom of the hole. The rate of downward flow increases with
the rate at which the steel is pulled. There's a pressure drop associated with this
downward flow, just as there is with upward flow when the well is circulated.
We refer to the increased bottom hole pressure during circulation as ECD. We refer to
the reduced bottom hole pressure while tripping as "swab". The cause is the same. It's
the pressure drop that occurs anytime a fluid flows though a pipe or annulus. Swab is
increased by flow rate (pipe pulling speed), low annulus flow area, and high fluid
rheologies.
An additional annulus constriction may develop during severe Bit Balling. This increases
the resistance to downward flow, which reduces the BHP further. However, it should be
Operational Practices 35 May 2004
Top 40 Hit List ExxonMobil Use Only
recognized that swabbing occurs anytime the string is moved upward, whether or not bit
balling is present.
Other
1. Use integral liner top packers. (FED)
Integral liner top packers should be run with most liners. The range of issues associated
with their use is discussed in the LTP Report posted on Global Share. Their primary
purpose is to reduce rig time by allowing the cement above the liner to be circulated out
rather than drilled out. They also eliminate the need for cement repair and ensure that
annular gas flow does not occur.
There are currently four vendors of high pressure LTPs. The Baker ZXP is the preferred
packer for applications exceeding 5000 psi of differential. In some applications other
vendors rate their packers higher than 5000 psi, ensure there has been full scale testing
to prove their performance. Designs continue to advance and all of the manufacturers
are expected to improve their pressure limits. Below 5000 psi, there's no particular
advantage to the ZXP and the selection should be based on cost and field service.
The LTP Report contains two forms that should be used anytime an LTP is to be
purchased. The LTP Assessment Guide is used to ensure that all of the key design
requirements are met. It is essentially a checklist of issues that should be considered.
The LTP Design Data Sheet is a form that should be provided to the vendor when
requesting a proposal. LTP failures are rare, but when they do occur it is frequently due
to the vendor not being informed of a specific condition. The Data Sheet was developed
to ensure that the vendor has all of the information required, and to make the vendor
fully responsible for providing equipment suitable to the service.
Operational Practices 36 May 2004
Top 40 Hit List ExxonMobil Use Only
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- World Grid, Bruce Cathie, Chemtrails, UFO's, Secret Bases New ZealandDocument44 pagesWorld Grid, Bruce Cathie, Chemtrails, UFO's, Secret Bases New Zealandsecondfield100% (15)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Upstream Well Planning GuideDocument56 pagesUpstream Well Planning GuideTiffany DacinoNo ratings yet
- HPLC - GCDocument28 pagesHPLC - GCTayyaba SadaqNo ratings yet
- C7012A, C, E, F, G Solid State Purple Peeper® Ultraviolet Flame DetectorsDocument20 pagesC7012A, C, E, F, G Solid State Purple Peeper® Ultraviolet Flame DetectorsMauricio GuanellaNo ratings yet
- Dayton Parallel Shaft High: Torque AC GearmotorsDocument12 pagesDayton Parallel Shaft High: Torque AC GearmotorsFelipe Ivan Escudero VidalNo ratings yet
- VW 50136 en 2018-03Document10 pagesVW 50136 en 2018-03xu zhangNo ratings yet
- Hyposeal: Made With LIQUILONDocument1 pageHyposeal: Made With LIQUILONTiffany DacinoNo ratings yet
- Drilling, Completion & Workover Time Definition GuideDocument19 pagesDrilling, Completion & Workover Time Definition GuideTiffany DacinoNo ratings yet
- Time Definition Quick Reference Guide Rev 1.4Document4 pagesTime Definition Quick Reference Guide Rev 1.4Tiffany DacinoNo ratings yet
- Shallow Hazards: Shallow Drilling Hazard AssessmentDocument5 pagesShallow Hazards: Shallow Drilling Hazard AssessmentTiffany DacinoNo ratings yet
- Mud Gas Separator Ps PDFDocument2 pagesMud Gas Separator Ps PDFDaniel Guevara SalinasNo ratings yet
- CSsect 7Document38 pagesCSsect 7mostafa abdulkareemNo ratings yet
- Porta-Lathe: A Few of Our Many Capabilities As A Field Cutting Service CompanyDocument3 pagesPorta-Lathe: A Few of Our Many Capabilities As A Field Cutting Service CompanyTiffany DacinoNo ratings yet
- Hyposeal: Made With LIQUILONDocument1 pageHyposeal: Made With LIQUILONTiffany DacinoNo ratings yet
- Adjustable choke guide for production applications under 40 charactersDocument24 pagesAdjustable choke guide for production applications under 40 charactersTiffany DacinoNo ratings yet
- Implosion/Explosion Operating Manual for 5000 PSI Gas GunDocument8 pagesImplosion/Explosion Operating Manual for 5000 PSI Gas GunTiffany DacinoNo ratings yet
- Pressurized Fluid Density Scale Instruction Manual: Part #: 100-70Document11 pagesPressurized Fluid Density Scale Instruction Manual: Part #: 100-70Tiffany DacinoNo ratings yet
- China Guanghan Petroleum 2 FZ 35-35 RAMSDocument1 pageChina Guanghan Petroleum 2 FZ 35-35 RAMSTiffany DacinoNo ratings yet
- China Guanghan Petroleum FH 35-35 AnnularDocument1 pageChina Guanghan Petroleum FH 35-35 AnnularTiffany DacinoNo ratings yet
- BA 0060 EN00 Jetpro S PDFDocument66 pagesBA 0060 EN00 Jetpro S PDFWilliam EvansNo ratings yet
- Safety Data Sheet: Product Name: MOBIL DELVAC MX F2 15W-40Document10 pagesSafety Data Sheet: Product Name: MOBIL DELVAC MX F2 15W-40Tiffany DacinoNo ratings yet
- Stealth8 PDFDocument2 pagesStealth8 PDFrodantetorresNo ratings yet
- API BOPTorqueValuesDocument4 pagesAPI BOPTorqueValuesTiffany DacinoNo ratings yet
- Hammer 4 Fig 206 CertificateDocument4 pagesHammer 4 Fig 206 CertificateTiffany DacinoNo ratings yet
- MGS Operations Fault SheetDocument1 pageMGS Operations Fault SheetTiffany DacinoNo ratings yet
- MGS Instruction SheetDocument1 pageMGS Instruction SheetTiffany DacinoNo ratings yet
- GMSRCertC1007-1048 Martin Fluid Power Inc 02192020Document1 pageGMSRCertC1007-1048 Martin Fluid Power Inc 02192020Tiffany DacinoNo ratings yet
- Drill Collars With Regular ConnectionsDocument48 pagesDrill Collars With Regular ConnectionsTiffany DacinoNo ratings yet
- 4.1 Overview: Instructions Mud Gas Separator Setup and FunctionDocument1 page4.1 Overview: Instructions Mud Gas Separator Setup and FunctionTiffany DacinoNo ratings yet
- Laundry Ticket Holiday Inn ExampleDocument1 pageLaundry Ticket Holiday Inn ExampleTiffany DacinoNo ratings yet
- Simpletech Hard Drive Registration FormDocument1 pageSimpletech Hard Drive Registration FormTiffany DacinoNo ratings yet
- Sample Frac Report Trash AfterDocument1 pageSample Frac Report Trash AfterTiffany DacinoNo ratings yet
- Engineering Scanner@wildwell - Com 20191121 182759 PDFDocument80 pagesEngineering Scanner@wildwell - Com 20191121 182759 PDFTiffany DacinoNo ratings yet
- Casing Connector Product CatalogDocument51 pagesCasing Connector Product CatalogTiffany DacinoNo ratings yet
- Experiment No .3 Aggregate Crushing Value Test (Acv) : Standard Designation (BS: 812-110:1990)Document4 pagesExperiment No .3 Aggregate Crushing Value Test (Acv) : Standard Designation (BS: 812-110:1990)USAMA KHALILNo ratings yet
- Starcraft 2 - The-Exit PDFDocument15 pagesStarcraft 2 - The-Exit PDFcommonthinksNo ratings yet
- 2nd Sem. / Common Subject: Applied Mathematics-IIDocument4 pages2nd Sem. / Common Subject: Applied Mathematics-IIFAROOQUE IQBALNo ratings yet
- Project Report On Fabrication Plant For Lattice Towers and Tubelar Steel PolesDocument8 pagesProject Report On Fabrication Plant For Lattice Towers and Tubelar Steel PolesEIRI Board of Consultants and PublishersNo ratings yet
- VFD Ac ReportDocument20 pagesVFD Ac ReportSameer ZareNo ratings yet
- Maintaining Mathematical ProficiencyDocument64 pagesMaintaining Mathematical ProficiencySayed MikoNo ratings yet
- 53A LIGHT Refraction Real N Apparent DepthDocument2 pages53A LIGHT Refraction Real N Apparent DepthSiti Arbaiyah AhmadNo ratings yet
- Activities Class VI Month Prepared by RK SinghDocument4 pagesActivities Class VI Month Prepared by RK SinghcuriousnavinNo ratings yet
- Cryogenic Rocket Engine Development at Delft Aerospace Rocket EngineeringDocument13 pagesCryogenic Rocket Engine Development at Delft Aerospace Rocket EngineeringAlexyz33No ratings yet
- Einstein & Brownian Motion - Expanding The Atomic Theory - Risin Expert SessionDocument8 pagesEinstein & Brownian Motion - Expanding The Atomic Theory - Risin Expert SessionHR RisinNo ratings yet
- Forces and Electric Fields in Physics ProblemsDocument9 pagesForces and Electric Fields in Physics Problemsiqbalsingh sahaniNo ratings yet
- Physical Chemistry: Thermodynamics, Structure, and Change: Tenth Edition ART Powerpoint PresentationsDocument36 pagesPhysical Chemistry: Thermodynamics, Structure, and Change: Tenth Edition ART Powerpoint PresentationsVincent PradjinataNo ratings yet
- DC Relay For Microgrid PDFDocument12 pagesDC Relay For Microgrid PDFvasiliy vasilievichNo ratings yet
- Example Weighing Weighing Assuming Negligible,: Fig. WeightDocument2 pagesExample Weighing Weighing Assuming Negligible,: Fig. WeightAnupEkboteNo ratings yet
- Castle - A Theory of Normal MoveoutDocument17 pagesCastle - A Theory of Normal MoveoutNeil BariiNo ratings yet
- G10 Science ReviewerDocument6 pagesG10 Science ReviewereupphyyyyNo ratings yet
- Fume Hood Catalogue 1626520570844 PDFDocument7 pagesFume Hood Catalogue 1626520570844 PDFTgemunuNo ratings yet
- Aquamite Also Aquaswim Series 40cDocument1 pageAquamite Also Aquaswim Series 40cAng Xi CongNo ratings yet
- Confinement of Special Reinforced ConcreteDocument4 pagesConfinement of Special Reinforced ConcreteYol AtienzaNo ratings yet
- Unit 1 - Measurments and Instrumentation - WWW - Rgpvnotes.inDocument10 pagesUnit 1 - Measurments and Instrumentation - WWW - Rgpvnotes.inAkhilesh ChoudharyNo ratings yet
- Flanged Spherical Pipe Joints: - Elastomeric Expansion Joints / Flexible ConnectorsDocument2 pagesFlanged Spherical Pipe Joints: - Elastomeric Expansion Joints / Flexible ConnectorsKhaled Al AkhdarNo ratings yet
- Nust ChemistryDocument137 pagesNust Chemistryahmed ilyasNo ratings yet
- MATH223 Lecture7 With SolutionDocument17 pagesMATH223 Lecture7 With SolutionRaymond AbesamisNo ratings yet
- ASTM D 70 - 03 Standard Test Method ForDocument3 pagesASTM D 70 - 03 Standard Test Method ForBiswakalyan Mishra100% (1)
- TELESCOPEDocument10 pagesTELESCOPEDevrajNo ratings yet