You might also like
- Jauhemetallurgian Perusteet: Sintering - ISO DefinitionDocument16 pagesJauhemetallurgian Perusteet: Sintering - ISO DefinitionStevie Alfian RizkiNo ratings yet
- MECH202 - 2022-23 FALL - L04 - Powder MetallurgyDocument46 pagesMECH202 - 2022-23 FALL - L04 - Powder MetallurgyMeriç DinçbilekNo ratings yet
- 2 Ceramic Fabrication-NextDocument37 pages2 Ceramic Fabrication-NextarumNo ratings yet
- Rotational MouldingDocument82 pagesRotational MouldingShubham ChaudharyNo ratings yet
- Sintering of Ceramics: BY: Mohammad AliDocument34 pagesSintering of Ceramics: BY: Mohammad AliTyasYolanSafitri'BhsNo ratings yet
- Introduction to Powder Metallurgy ProcessDocument43 pagesIntroduction to Powder Metallurgy ProcessthirumalaikumaranNo ratings yet
- Sintering 5Document34 pagesSintering 5Farid MuliaNo ratings yet
- Casting and Powder Metallurgy Processes ExplainedDocument11 pagesCasting and Powder Metallurgy Processes ExplainedVisan NaiduNo ratings yet
- Cores, Chaplets and Chills: AdditivesDocument10 pagesCores, Chaplets and Chills: AdditivesGandi GahanNo ratings yet
- Porous BearingDocument19 pagesPorous BearingNikita chapkeNo ratings yet
- ميحرلا نمحرلا الله مسب Manufacturing Techniques 0703314: Powder MetallurgyDocument33 pagesميحرلا نمحرلا الله مسب Manufacturing Techniques 0703314: Powder MetallurgyAbdullahNo ratings yet
- 9 19 01 2023Document21 pages9 19 01 2023keshavkoolwalNo ratings yet
- Cold compaction process optimizationDocument25 pagesCold compaction process optimizationVasantha SudasinghaNo ratings yet
- DuPont Hot Runner ManualDocument6 pagesDuPont Hot Runner ManualelkajjalNo ratings yet
- Mechanical Alloying SeminarDocument42 pagesMechanical Alloying SeminarrohanNo ratings yet
- Heat Treatment: Definition: Heat Treatment Can Be Defined As TheDocument120 pagesHeat Treatment: Definition: Heat Treatment Can Be Defined As TheBharath Agarwal100% (1)
- Powder Metallurgy: Ms C MawareDocument41 pagesPowder Metallurgy: Ms C Mawarechris mushunjeNo ratings yet
- Engineering Metallurgy: Mohammed Idreesh Mohamed Naduthodi Mohamed Suhail Mohamed Yaser Arafat NaushadDocument15 pagesEngineering Metallurgy: Mohammed Idreesh Mohamed Naduthodi Mohamed Suhail Mohamed Yaser Arafat NaushadYaser MohamedNo ratings yet
- PM 6 - ApplicationsDocument21 pagesPM 6 - ApplicationsShivraj ChouguleNo ratings yet
- 2b-CASTING PROCESSESDocument42 pages2b-CASTING PROCESSESIzzat IkramNo ratings yet
- Powder Metallurgy: Powder Metallurgy (PM) Is A Metal Processing Technology in Which Parts Are Produced From MetallicDocument38 pagesPowder Metallurgy: Powder Metallurgy (PM) Is A Metal Processing Technology in Which Parts Are Produced From MetallicAbdul RehmanNo ratings yet
- 2 Introduction To Casting ProcessDocument22 pages2 Introduction To Casting ProcessLiaquat AliNo ratings yet
- Extrusion Process OverviewDocument27 pagesExtrusion Process OverviewShreyas ParbatNo ratings yet
- Heat Treatment of Metals PDFDocument12 pagesHeat Treatment of Metals PDFAzize RazamNo ratings yet
- (P) CVE20003 - Lectures - Week 3 - Concrete - TechnologyDocument40 pages(P) CVE20003 - Lectures - Week 3 - Concrete - TechnologyFang Jie ChanNo ratings yet
- Slide 3 Ceramic Fabrication NextDocument34 pagesSlide 3 Ceramic Fabrication NextM Daniyal Yas'adNo ratings yet
- Particulate Processing of Metals and CeramicsDocument98 pagesParticulate Processing of Metals and CeramicsDamy Manesi0% (2)
- Heat treatment of gearsDocument25 pagesHeat treatment of gearsTrending NowNo ratings yet
- ANH Refractories Refractory 101Document208 pagesANH Refractories Refractory 101Abdullrahman AlzahraniNo ratings yet
- Chemical Reactions in Cement HydrationDocument35 pagesChemical Reactions in Cement HydrationPrateek Soumya SharmaNo ratings yet
- Solid Rocket MotorDocument26 pagesSolid Rocket Motoranon_149673746No ratings yet
- ENSC3002 Casting Lecture Introduction Materials ProcessesDocument30 pagesENSC3002 Casting Lecture Introduction Materials ProcessesRoger HanNo ratings yet
- 9-Agglomeration of OresDocument29 pages9-Agglomeration of OresGRAHAM KUNDAI DENGEZANo ratings yet
- Powder MetallurgyDocument39 pagesPowder MetallurgyADWAITH G SNo ratings yet
- Materials Science & Metallurgy: Department of Mechanical EngineeringDocument39 pagesMaterials Science & Metallurgy: Department of Mechanical EngineeringBatool MagedNo ratings yet
- Powder Metallurgy PDFDocument85 pagesPowder Metallurgy PDFharsurajNo ratings yet
- Ceramic OcwDocument30 pagesCeramic OcwZain AhmedNo ratings yet
- Unit 2: Heat Treatment ProcessesDocument53 pagesUnit 2: Heat Treatment ProcessesAmit KumarNo ratings yet
- Top RollersDocument4 pagesTop Rollersali ihsanNo ratings yet
- 3 Ceramic Fabrication NextDocument34 pages3 Ceramic Fabrication NextFaisal Azis RamadhanNo ratings yet
- GLASS & CERAMIC SHAPING TECHNIQUESDocument31 pagesGLASS & CERAMIC SHAPING TECHNIQUESafriyantiNo ratings yet
- 6 RocToolDocument34 pages6 RocToolVijaya SimhaNo ratings yet
- GLASS TRANSITION & CERAMIC FORMINGDocument38 pagesGLASS TRANSITION & CERAMIC FORMINGAlexander DavidNo ratings yet
- Manufacturing ProcessDocument8 pagesManufacturing ProcessAbhishek BalunavarNo ratings yet
- Shell CastingDocument24 pagesShell CastingMuhammad IshaqNo ratings yet
- Sintering of Iron Ore PDFDocument32 pagesSintering of Iron Ore PDFDhiraj KadheNo ratings yet
- Refractories-MTEN 403: Department of Materials Science and Engineering University of GhanaDocument33 pagesRefractories-MTEN 403: Department of Materials Science and Engineering University of GhanaDaniel Appuing100% (1)
- Bulk Deformation ProcessesDocument41 pagesBulk Deformation ProcessesAbdullahNo ratings yet
- "Thermal Spray Coatings": Presented By: Swarup Satyajit Nanda Roll No-27628 Guided By: Mrs Swarnalata BeheraDocument31 pages"Thermal Spray Coatings": Presented By: Swarup Satyajit Nanda Roll No-27628 Guided By: Mrs Swarnalata Beherasujit_sekharNo ratings yet
- Hot and Cold Working ProcessesDocument11 pagesHot and Cold Working ProcessesKunal BorkarNo ratings yet
- Thermal Analysis of Disc Brake For Grey Cast Iron Using AnsysDocument8 pagesThermal Analysis of Disc Brake For Grey Cast Iron Using AnsyssatishNo ratings yet
- MECH202 - 2015-16 FALL - L04 - Powder MetallurgyDocument46 pagesMECH202 - 2015-16 FALL - L04 - Powder MetallurgyDanish IftikharNo ratings yet
- 13 a Extrusion (1)Document20 pages13 a Extrusion (1)shreeghadage7No ratings yet
- Powder MetallurgyDocument52 pagesPowder MetallurgybetruckoumaNo ratings yet
- Powder Metallurgy (ISE)Document107 pagesPowder Metallurgy (ISE)likydo100% (1)
- Unit 3 GlassDocument22 pagesUnit 3 Glasspranilpatil1319No ratings yet
- Squeeze Casting: Muhammed LabeebDocument10 pagesSqueeze Casting: Muhammed LabeebmuthukumaranNo ratings yet
- Teflon Ptfe Ram Extrusion GuideDocument28 pagesTeflon Ptfe Ram Extrusion GuideMarisa Yuni Nur Aziza100% (2)
- Laboratory Disk Mill: Rapid Fine Grinding 100 M For Brittle To Very Hard MaterialsDocument4 pagesLaboratory Disk Mill: Rapid Fine Grinding 100 M For Brittle To Very Hard MaterialsEloquent EloquentNo ratings yet
- Laboratory Manual of Glass-BlowingFrom EverandLaboratory Manual of Glass-BlowingRating: 5 out of 5 stars5/5 (1)
- Materials Science HandbookDocument96 pagesMaterials Science HandbookVasantha SudasinghaNo ratings yet
- DMSE Handbook 2019Document101 pagesDMSE Handbook 2019Vasantha SudasinghaNo ratings yet
- DMSE Handbook 2023Document104 pagesDMSE Handbook 2023Vasantha SudasinghaNo ratings yet
- Dept Handbook 2017Document97 pagesDept Handbook 2017Vasantha SudasinghaNo ratings yet
- Dept Handbook 2015Document94 pagesDept Handbook 2015Vasantha SudasinghaNo ratings yet
- Blending and Powder Compaction TechniquesDocument19 pagesBlending and Powder Compaction TechniquesVasantha SudasinghaNo ratings yet
- Introduction, Casting Process Casting Processes - NoteDocument22 pagesIntroduction, Casting Process Casting Processes - NoteVasantha SudasinghaNo ratings yet
- Powder Production Techniques: AtomizationDocument13 pagesPowder Production Techniques: AtomizationVasantha SudasinghaNo ratings yet
- Cold compaction process optimizationDocument25 pagesCold compaction process optimizationVasantha SudasinghaNo ratings yet
- Contents of The Progress Review 01 Report: Name and Index No.: Date of Submission: Supervisor: Project TitleDocument1 pageContents of The Progress Review 01 Report: Name and Index No.: Date of Submission: Supervisor: Project TitleVasantha SudasinghaNo ratings yet
- PulverizationDocument26 pagesPulverizationVasantha SudasinghaNo ratings yet
- Powder CharacteristicsDocument17 pagesPowder CharacteristicsVasantha SudasinghaNo ratings yet
- Polymer Science: Average Molecular WeightDocument2 pagesPolymer Science: Average Molecular WeightVasantha SudasinghaNo ratings yet
- Application TDK PDFDocument1 pageApplication TDK PDFVasantha SudasinghaNo ratings yet
- Application For MembershipDocument2 pagesApplication For MembershipsrilasithaNo ratings yet
- ReferenceDocument1 pageReferenceVasantha SudasinghaNo ratings yet
- Wasantha U-1 PDFDocument1 pageWasantha U-1 PDFVasantha SudasinghaNo ratings yet
- Gas Welding: Oxy-Acetylene Air-Acetylene Oxy-HydrogenDocument8 pagesGas Welding: Oxy-Acetylene Air-Acetylene Oxy-HydrogenVasantha SudasinghaNo ratings yet
- Chemical Properties of PolymersDocument2 pagesChemical Properties of PolymersVasantha SudasinghaNo ratings yet
- Lecture 04Document14 pagesLecture 04Vasantha SudasinghaNo ratings yet
- Paint CuringDocument5 pagesPaint CuringVasantha SudasinghaNo ratings yet
- AnodizingDocument4 pagesAnodizingVasantha SudasinghaNo ratings yet
- An Arc: Electrical Discharge Between Two ElectrodesDocument3 pagesAn Arc: Electrical Discharge Between Two ElectrodesVasantha SudasinghaNo ratings yet
- MetallurgyDocument17 pagesMetallurgyirajfarji2481No ratings yet
- EM WeldingDocument6 pagesEM WeldingVasantha SudasinghaNo ratings yet
- Solid Solution HardeningDocument5 pagesSolid Solution HardeningVasantha SudasinghaNo ratings yet
- Precipitation HardeningDocument7 pagesPrecipitation HardeningVasantha SudasinghaNo ratings yet
- OptiLobe Rotary Lobe PumpDocument4 pagesOptiLobe Rotary Lobe PumpRemus-Mihai GheorghitaNo ratings yet
- Chemestry CollageDocument85 pagesChemestry CollageET039 Sudhabrata SahooNo ratings yet
- Template For Preparing TANSCST ProposalDocument6 pagesTemplate For Preparing TANSCST ProposalAntony88% (8)
- Governor's Pleasure and Dismissal of Council of MinistersDocument10 pagesGovernor's Pleasure and Dismissal of Council of MinistersUditanshu MisraNo ratings yet
- PPE Use Tool Box TalkDocument3 pagesPPE Use Tool Box Talkanon_348105361No ratings yet
- Mechatronic Project Progress Report W3Document5 pagesMechatronic Project Progress Report W3Hariz IzzuddinNo ratings yet
- W3. The Relational ModelDocument21 pagesW3. The Relational ModelSABOOR UR RAHMANNo ratings yet
- Example - Complete Model of Eng Management ReportDocument38 pagesExample - Complete Model of Eng Management ReportSyah RullacmarNo ratings yet
- Corbin Technical Bulletin Volume 4Document149 pagesCorbin Technical Bulletin Volume 4aikidomoysesNo ratings yet
- LuisRFlores (lf6225) UTRESUMEDocument3 pagesLuisRFlores (lf6225) UTRESUMELuis Rene FloresNo ratings yet
- 11 Core CompetenciesDocument11 pages11 Core CompetenciesrlinaoNo ratings yet
- Differendial Pressure Flow MetersDocument1 pageDifferendial Pressure Flow Metersborn2engineerNo ratings yet
- Tata Cellular V UOI: So Unreasonable That No Reasonable Person Acting Reasonably Could Have Made It)Document2 pagesTata Cellular V UOI: So Unreasonable That No Reasonable Person Acting Reasonably Could Have Made It)heretostudyNo ratings yet
- Thesis Supervisor Recommendation With Representative Content and Information RetrievalDocument8 pagesThesis Supervisor Recommendation With Representative Content and Information RetrievalIlmiMardatillahNo ratings yet
- Datasheet of DS 7608NI Q1 - 8P NVRD - V4.71.200 - 20220705Document5 pagesDatasheet of DS 7608NI Q1 - 8P NVRD - V4.71.200 - 20220705Gherel TocasNo ratings yet
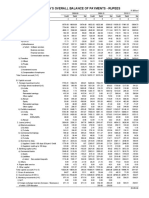
- Table 141: India'S Overall Balance of Payments - RupeesDocument2 pagesTable 141: India'S Overall Balance of Payments - Rupeesmahbobullah rahmaniNo ratings yet
- C-TECC Principles Guide TECC EducationDocument4 pagesC-TECC Principles Guide TECC EducationDavid Sepulveda MirandaNo ratings yet
- CW3 - 4Document2 pagesCW3 - 4Rigel Zabate100% (1)
- RRB GR1Document2 pagesRRB GR1Eniyav DragneelNo ratings yet
- Case 14. G.R. No. 144104 Lung Center of The Phil V. Ortigas G.R. No. 144104 June 29, 2004Document2 pagesCase 14. G.R. No. 144104 Lung Center of The Phil V. Ortigas G.R. No. 144104 June 29, 2004Jay Kent RoilesNo ratings yet
- Excel - Bachelorprojekt - Bertil Theis JørgensenDocument944 pagesExcel - Bachelorprojekt - Bertil Theis JørgensenBertil JørgensenNo ratings yet
- Case Digest Basic Legal Ethics Subject FERDINAND A. CRUZ, Petitioner, vs. ALBERTO MINA, Et - Al., Respondents (G.R. No. 154207, 27 April 2007)Document3 pagesCase Digest Basic Legal Ethics Subject FERDINAND A. CRUZ, Petitioner, vs. ALBERTO MINA, Et - Al., Respondents (G.R. No. 154207, 27 April 2007)Grandeur P. G. GuerreroNo ratings yet
- Inductive sensor technical specifications in 40 charactersDocument3 pagesInductive sensor technical specifications in 40 charactersBasarNo ratings yet
- Pump Sizing SpreadsheetDocument2 pagesPump Sizing Spreadsheetandrew rachmanNo ratings yet
- The Stolen EaglesDocument12 pagesThe Stolen EaglesJavier Horacio FernandezNo ratings yet
- Hydraulic Shovel: Engine BucketDocument32 pagesHydraulic Shovel: Engine BucketJulio CRNo ratings yet
- Mechanical Seminar ListDocument9 pagesMechanical Seminar ListalokbdasNo ratings yet
- Ram SAP MM Class StatuscssDocument15 pagesRam SAP MM Class StatuscssAll rounderzNo ratings yet
- Land Sale Dispute Interest Rate CaseDocument3 pagesLand Sale Dispute Interest Rate CaseAnne MiguelNo ratings yet
- Rapidcure: Corrosion Management Products Rapidcure UwDocument1 pageRapidcure: Corrosion Management Products Rapidcure UwHeramb TrifaleyNo ratings yet