You might also like
- Manual of Lathe Operations and Machinists Tables, Atlas Press Co.Document138 pagesManual of Lathe Operations and Machinists Tables, Atlas Press Co.Kevin Haworth98% (40)
- HF Inverter F1500-G - ManuaLDocument75 pagesHF Inverter F1500-G - ManuaLtatasrba67% (3)
- Portable Mini Wooden Lathe ProjectDocument3 pagesPortable Mini Wooden Lathe ProjectArsalan Ahmed100% (1)
- Starting Woodturning A Beginners GuideDocument15 pagesStarting Woodturning A Beginners Guideandrelessa01No ratings yet
- Concrete LatheDocument41 pagesConcrete Latherandom55No ratings yet
- Manual de Instalação ASBA24JFCDocument19 pagesManual de Instalação ASBA24JFCSCS AssistenteNo ratings yet
- Understanding Lathe Machine Parts, Operations and Tool-Workpiece ContactDocument12 pagesUnderstanding Lathe Machine Parts, Operations and Tool-Workpiece Contactfaizan997No ratings yet
- Lathe Machine: Prepared By: Wrya Luqman HusseinDocument10 pagesLathe Machine: Prepared By: Wrya Luqman Husseinwrya hussainNo ratings yet
- Caladora CALADORA DE BANCO - Pdfde BancoDocument2 pagesCaladora CALADORA DE BANCO - Pdfde BancoSingani Titicaca100% (1)
- The Block Plane: HistoryDocument8 pagesThe Block Plane: HistoryDragomir CristianNo ratings yet
- Literature Review Lathe MachineDocument5 pagesLiterature Review Lathe Machinecmppcmwgf100% (1)
- Fue 2021 Lumber Manufacture 1Document56 pagesFue 2021 Lumber Manufacture 1Bendo VensNo ratings yet
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocument7 pagesLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- ScrewdriverDocument10 pagesScrewdriverroberto jimenezNo ratings yet
- Process: Machining Gears Splines Sprockets Milling Machine Cutting ToolDocument31 pagesProcess: Machining Gears Splines Sprockets Milling Machine Cutting ToolSaurabh SinglaNo ratings yet
- Lathe Machine IntroDocument7 pagesLathe Machine IntroHirenNo ratings yet
- Mech Lathe Machine ReportDocument15 pagesMech Lathe Machine ReportLary Dela Cruz Guevarra100% (1)
- Refrigeretor and LatheDocument22 pagesRefrigeretor and LatheShreenivas ThakurNo ratings yet
- Machine Tool Rotates Workpiece to Shape ObjectsDocument3 pagesMachine Tool Rotates Workpiece to Shape ObjectsbansalsajalNo ratings yet
- Pole La The Presentation 2010Document5 pagesPole La The Presentation 2010kkd108100% (3)
- Screwdriver: Tool ScrewsDocument4 pagesScrewdriver: Tool Screwscotton byNo ratings yet
- New Inventions - Old ToolsDocument3 pagesNew Inventions - Old Toolswoodbee2No ratings yet
- Lathe MachineDocument27 pagesLathe MachineRAGHVENDRA SINGHNo ratings yet
- Lathe MachineDocument3 pagesLathe MachineAnnie RoseNo ratings yet
- Statement of PurposeDocument5 pagesStatement of PurposeJegadeswara NaiduNo ratings yet
- The Pole Lathe: Part Two - Design and FabricationDocument35 pagesThe Pole Lathe: Part Two - Design and FabricationEvie Bee100% (1)
- HobbingDocument5 pagesHobbingMuthu Vasan S RNo ratings yet
- The Roman Workbench - FineWoodworkingDocument14 pagesThe Roman Workbench - FineWoodworkingChris SpragueNo ratings yet
- Different Parts of Lathe Machine and Their Functions PrintDocument8 pagesDifferent Parts of Lathe Machine and Their Functions Printdempe24No ratings yet
- Lathe Machine Guide: History, Parts & OperationsDocument27 pagesLathe Machine Guide: History, Parts & OperationsKayezelle MendozaNo ratings yet
- Lathe Machine Lab ReportDocument8 pagesLathe Machine Lab ReportJasmine_lai00No ratings yet
- 500 Grinders: What I LearnedDocument19 pages500 Grinders: What I LearnedMbah SajanNo ratings yet
- Lathe Machine GuideDocument26 pagesLathe Machine GuideHarish Kumar S100% (3)
- Hobbing - WikipediaDocument27 pagesHobbing - WikipediaTBG GadjiNo ratings yet
- To Oldies Moulds ReportDocument15 pagesTo Oldies Moulds ReportArpit JayswalNo ratings yet
- Different Hand ToolsDocument37 pagesDifferent Hand ToolsPogi MedinoNo ratings yet
- MECHANICAL ENGINEERING DEPARTMENT ASSIGNMENT NO: 2 MACHINE SHOP TOPICSDocument16 pagesMECHANICAL ENGINEERING DEPARTMENT ASSIGNMENT NO: 2 MACHINE SHOP TOPICSMohsin TariqNo ratings yet
- Lathe Machine PartsDocument10 pagesLathe Machine PartsJoydeep MajumdarNo ratings yet
- 056-058 - Carving BenchesDocument2 pages056-058 - Carving Benchesg1pastor1100% (1)
- Casey Burns-Making BagpipesDocument7 pagesCasey Burns-Making BagpipesOng-Art PollockNo ratings yet
- Design and Fabrication Mini Lathe MachineDocument17 pagesDesign and Fabrication Mini Lathe MachineBrij Bhushan Monu86% (7)
- Mahine LabDocument9 pagesMahine LabArun kumar rouniyarNo ratings yet
- Starting Woodturning A Beginners GuideDocument15 pagesStarting Woodturning A Beginners GuideSameh_Abd_Aziz75% (4)
- Machine ShopDocument22 pagesMachine ShopAbeer NasirNo ratings yet
- BANCO CARPINTERO - Roubo Hobelbank Bauplan EnglishDocument42 pagesBANCO CARPINTERO - Roubo Hobelbank Bauplan Englishninon108100% (10)
- Buildings and Furniture Constructed With Round Mortise and Tenon Joints From Salvage Materials and Small Diameter TimberDocument6 pagesBuildings and Furniture Constructed With Round Mortise and Tenon Joints From Salvage Materials and Small Diameter Timbermuji7No ratings yet
- Even Fifty Years Ago Our Parents or Grandparents WDocument6 pagesEven Fifty Years Ago Our Parents or Grandparents WGudeta JifaraNo ratings yet
- LatheDocument39 pagesLatheDominador Lozano Jr.No ratings yet
- Lathe Types, Parts, Specification, Operations, PrecautionsDocument15 pagesLathe Types, Parts, Specification, Operations, PrecautionsnNo ratings yet
- How to Build Your Own Shed or Outdoor Erection - A Guide for Anybody Handy with a Tool Kit and Wishing to Build Their Own ShedFrom EverandHow to Build Your Own Shed or Outdoor Erection - A Guide for Anybody Handy with a Tool Kit and Wishing to Build Their Own ShedNo ratings yet
- 9.12.5 Miscellaneous Tools: Screw DriverDocument3 pages9.12.5 Miscellaneous Tools: Screw DriverKaran GoyalNo ratings yet
- Lathe MachineDocument13 pagesLathe Machinemboniface763No ratings yet
- Mesin BubutDocument5 pagesMesin BubutMacda Coby PratamaNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- The Essential Woodworking ToolDocument6 pagesThe Essential Woodworking ToolJorge Castro86% (14)
- Numerical Analysis of Wood LatheDocument11 pagesNumerical Analysis of Wood LatheRitik GaudwalNo ratings yet
- Lodge & Shipley Lathes: A Legacy of Quality Machine ToolsDocument8 pagesLodge & Shipley Lathes: A Legacy of Quality Machine ToolsRey SantanaNo ratings yet
- To Study Different Machines in The Lab.: 1. Computer Numeric Control (CNC) Turning CentreDocument32 pagesTo Study Different Machines in The Lab.: 1. Computer Numeric Control (CNC) Turning CentreutkarshsabberwalNo ratings yet
- All Sorts of Carpentry Joints: A Guide for the Amateur Carpenter on how to Construct and use Halved, Lapped, Notched, Housed, Edge, Angle, Dowelled, Mortise and Tenon, Scarf, Mitre, Dovetail, Lap and Secret JointsFrom EverandAll Sorts of Carpentry Joints: A Guide for the Amateur Carpenter on how to Construct and use Halved, Lapped, Notched, Housed, Edge, Angle, Dowelled, Mortise and Tenon, Scarf, Mitre, Dovetail, Lap and Secret JointsRating: 5 out of 5 stars5/5 (2)
- A Guide to Basic Workshop Tools for the Amateur Carpenter - Including Tools for Measuring and Marking, Saws, Hammers, Chisels and PlanningFrom EverandA Guide to Basic Workshop Tools for the Amateur Carpenter - Including Tools for Measuring and Marking, Saws, Hammers, Chisels and PlanningNo ratings yet
- Report On Automatic Gear Shift For 2wheelersDocument92 pagesReport On Automatic Gear Shift For 2wheelersDeepak ChaurasiaNo ratings yet
- Sale - 2022 23 50 - 12-06-2022Document1 pageSale - 2022 23 50 - 12-06-2022Deepak ChaurasiaNo ratings yet
- Bill of Supply: Nashik Electric VehiclesDocument1 pageBill of Supply: Nashik Electric VehiclesDeepak ChaurasiaNo ratings yet
- Design and Implementation of Fire Extinguishing Ball Thrower QuadcopterDocument4 pagesDesign and Implementation of Fire Extinguishing Ball Thrower QuadcopterDeepak ChaurasiaNo ratings yet
- ReprocatingPump Pages 1Document2 pagesReprocatingPump Pages 1Deepak ChaurasiaNo ratings yet
- Design of Effective Hydraulic Braking System For Formula Motorsport CarDocument7 pagesDesign of Effective Hydraulic Braking System For Formula Motorsport CarDeepak ChaurasiaNo ratings yet
- Aqua Silencer Synopsy 20000Document11 pagesAqua Silencer Synopsy 20000Deepak ChaurasiaNo ratings yet
- HISTORICAL OLD LATHE:-at Old Times The Lathe Was Foot Operate Like SewingDocument17 pagesHISTORICAL OLD LATHE:-at Old Times The Lathe Was Foot Operate Like SewingDeepak ChaurasiaNo ratings yet
- Sale - 2022 23 50 - 12-06-2022Document1 pageSale - 2022 23 50 - 12-06-2022Deepak ChaurasiaNo ratings yet
- Can Crussher Synopsy 20000Document11 pagesCan Crussher Synopsy 20000Deepak ChaurasiaNo ratings yet
- Automatic Bottle Indexing Machine With Geneva Mechanism: Presented byDocument14 pagesAutomatic Bottle Indexing Machine With Geneva Mechanism: Presented byDeepak ChaurasiaNo ratings yet
- Model 1Document1 pageModel 1Sharath ChandraNo ratings yet
- Pedal-powered drilling and grinding machineDocument3 pagesPedal-powered drilling and grinding machineDeepak ChaurasiaNo ratings yet
- Chapter No 2 Methodology: Antireverse DifferentialDocument32 pagesChapter No 2 Methodology: Antireverse DifferentialDEEPAK CNo ratings yet
- Design & Fabrication of Pedal Operated Multi-Purpose MachineDocument5 pagesDesign & Fabrication of Pedal Operated Multi-Purpose MachineDeepak ChaurasiaNo ratings yet
- Methodes PDFDocument5 pagesMethodes PDFthai avvaiNo ratings yet
- Form GST REG-06: (Amended)Document3 pagesForm GST REG-06: (Amended)Deepak ChaurasiaNo ratings yet
- Synopsy Coffee Making Machine Using Geneva MechanismDocument27 pagesSynopsy Coffee Making Machine Using Geneva MechanismDeepak ChaurasiaNo ratings yet
- Oil Skimmer Belt Selection: The World Leader in Oil Skimming TechnologiesDocument6 pagesOil Skimmer Belt Selection: The World Leader in Oil Skimming TechnologieshungntNo ratings yet
- Design and Fabrication of Belt Type Oil SkimmerDocument4 pagesDesign and Fabrication of Belt Type Oil SkimmerDeepak ChaurasiaNo ratings yet
- Design and Fabrication of Multi Functional Pedal Operated MachineDocument10 pagesDesign and Fabrication of Multi Functional Pedal Operated MachineDeepak ChaurasiaNo ratings yet
- Caixa de Câmbio - SAEDocument8 pagesCaixa de Câmbio - SAEmanoelaNo ratings yet
- Assignment Forms D 4Document10 pagesAssignment Forms D 4Deepak ChaurasiaNo ratings yet
- NCTEP-2019 - Sachin KalalDocument4 pagesNCTEP-2019 - Sachin KalalDeepak ChaurasiaNo ratings yet
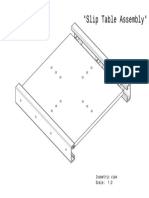
- Slip Table AssemblyDocument1 pageSlip Table AssemblyDeepak ChaurasiaNo ratings yet
- Rail RollerDocument1 pageRail RollerDeepak ChaurasiaNo ratings yet
- Design and Analysis of Muffler for Two-wheelerDocument9 pagesDesign and Analysis of Muffler for Two-wheelerDeepak ChaurasiaNo ratings yet
- Shaft CoverDocument1 pageShaft CoverDeepak ChaurasiaNo ratings yet
- Slip TableDocument1 pageSlip TableDeepak ChaurasiaNo ratings yet
- CTRD-CS6621 User V 2.4Document69 pagesCTRD-CS6621 User V 2.4Didik Istio HartonoNo ratings yet
- Neuromorphic Engineering II: Grading PolicyDocument6 pagesNeuromorphic Engineering II: Grading PolicyEliasA.TiongkiaoNo ratings yet
- Fortis® H80, H90, H100, H110, H120FT (P005) : 1698691 ©2009 Hyster Company 02/2009Document678 pagesFortis® H80, H90, H100, H110, H120FT (P005) : 1698691 ©2009 Hyster Company 02/2009José SilvaNo ratings yet
- TEA1522PDocument17 pagesTEA1522PRjati devamNo ratings yet
- Frenic-Ace: Instruction ManualDocument161 pagesFrenic-Ace: Instruction ManualIfin BondetNo ratings yet
- CD120 SpecificationsDocument8 pagesCD120 SpecificationsmechsrinuNo ratings yet
- Samsung PS42A410 Disassembly - & - ReassemblyDocument12 pagesSamsung PS42A410 Disassembly - & - ReassemblyTiago GonçalvesNo ratings yet
- ENG VA 004 PSM 1-6-12 ModDocument137 pagesENG VA 004 PSM 1-6-12 Moddilanmadumal98No ratings yet
- DD2500Document4 pagesDD2500thbull02No ratings yet
- Service Manual Guide 745/845 OverlockDocument61 pagesService Manual Guide 745/845 Overlockalexa bNo ratings yet
- PINNACLE Manual CompleteDocument78 pagesPINNACLE Manual CompleteLuis Alberto Díaz OlmedoNo ratings yet
- History of transportation modes from ancient canoes to modern self-driving carsDocument2 pagesHistory of transportation modes from ancient canoes to modern self-driving carsJanis LaraNo ratings yet
- 28 10 00 - Access Control and Intrusion Detection - 01Document18 pages28 10 00 - Access Control and Intrusion Detection - 01sherifNo ratings yet
- Despiece Martillo Epiroc SB302 PDFDocument6 pagesDespiece Martillo Epiroc SB302 PDFfia c.lNo ratings yet
- Scott Alert S101 PMDocument29 pagesScott Alert S101 PMMarcelo AlegreNo ratings yet
- ACUXX Alarms Reference GuideDocument124 pagesACUXX Alarms Reference GuideMonica Ferchiu100% (1)
- Micno KE300 User Manual V2.0Document171 pagesMicno KE300 User Manual V2.0Danny Espinoza Castro89% (9)
- Introduction To ComputersDocument45 pagesIntroduction To ComputersJazmin SuarezNo ratings yet
- Apollo Ae-Series Electric ActuatorsDocument8 pagesApollo Ae-Series Electric ActuatorsazzszoNo ratings yet
- PI044H - Technical Data Sheet Winding 05Document7 pagesPI044H - Technical Data Sheet Winding 05juan echeverryNo ratings yet
- Specs - Belt Conveyor 1 ProjectDocument7 pagesSpecs - Belt Conveyor 1 ProjectEdson Valter VillalunaNo ratings yet
- QSP520GF 650KVA Perkins Diesel GeneratorDocument5 pagesQSP520GF 650KVA Perkins Diesel GeneratorAbdul KurniadiNo ratings yet
- Donaldson Torit - Easy Duct Master Cataloguel PDFDocument32 pagesDonaldson Torit - Easy Duct Master Cataloguel PDFtylerstearnsNo ratings yet
- Level 2 Repair: 7-1. Components On The Rear CaseDocument11 pagesLevel 2 Repair: 7-1. Components On The Rear CaseCarlos SilvaNo ratings yet
- Gas Pressure Regulators VGBF: Technical InformationDocument25 pagesGas Pressure Regulators VGBF: Technical InformationLuis Enrique Vidal GachaNo ratings yet
- 6042 Parts 8990467 02-22-12 ANSI EnglishDocument462 pages6042 Parts 8990467 02-22-12 ANSI EnglishwalmadasanNo ratings yet
- Lab Report #1Document5 pagesLab Report #1Jorge GuerreroNo ratings yet