You might also like
- Ultrasonic Testing General Basics Fundam 21-24Document4 pagesUltrasonic Testing General Basics Fundam 21-24Kevin HuangNo ratings yet
- Ultrasonic TransducersDocument4 pagesUltrasonic TransducersJessie Wang100% (1)
- Test TechniquesDocument15 pagesTest TechniquesAdarsh ChaturvediNo ratings yet
- Pana USDocument52 pagesPana USflorin100% (1)
- UT Testing-Section 4Document146 pagesUT Testing-Section 4Charlie Chong100% (1)
- Ultrasonic TestingDocument81 pagesUltrasonic Testingmanafl salhlNo ratings yet
- UtDocument48 pagesUtstanleyNo ratings yet
- Basic Ultrasonic Principles: P.J Suryavamshi Nde-HzwDocument26 pagesBasic Ultrasonic Principles: P.J Suryavamshi Nde-HzwSonu GeorgeNo ratings yet
- Twin CrystalDocument1 pageTwin CrystalRaje GunaNo ratings yet
- Ultrasonics Demo 11Document299 pagesUltrasonics Demo 11Ayesha GeNo ratings yet
- Ultrasonics DemoDocument315 pagesUltrasonics Demozubairsarwar912100% (1)
- 8.2ultra Sonic-Testing-Part 2Document24 pages8.2ultra Sonic-Testing-Part 2Mohanad AlmalahNo ratings yet
- Introduction To UT Flaw DetectorDocument26 pagesIntroduction To UT Flaw DetectorNail Widya Satya100% (1)
- Double Wall Single Image (DWSI)Document19 pagesDouble Wall Single Image (DWSI)vinod kumarNo ratings yet
- Conocimiento Medición Del Espesor Por Ultrasonidos: by Tom NelliganDocument5 pagesConocimiento Medición Del Espesor Por Ultrasonidos: by Tom NelliganLeonardo.martinezNo ratings yet
- Wavelength and Defect DetectionDocument2 pagesWavelength and Defect DetectiongalihNo ratings yet
- Abdalla Mallabd ADocument163 pagesAbdalla Mallabd AAbdalla Mohamed Abdalla100% (1)
- Level III UT Study NoteDocument3 pagesLevel III UT Study NoteAllen Situ83% (6)
- Chapter 4bDocument33 pagesChapter 4bAhmed shabanNo ratings yet
- Ultrasonic Testing Module 3Document6 pagesUltrasonic Testing Module 3mujjamilNo ratings yet
- Immersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeDocument9 pagesImmersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeJanak LalNo ratings yet
- Crystal THK / 2, Wave Length in Crystal: Piezo-Electric EffectDocument1 pageCrystal THK / 2, Wave Length in Crystal: Piezo-Electric Effectarkaprava ghoshNo ratings yet
- Ultrasonic Thickness Gaging: by Tom NelliganDocument4 pagesUltrasonic Thickness Gaging: by Tom NelliganCarlos BustamanteNo ratings yet
- Introduction of NDT UltrasonicDocument8 pagesIntroduction of NDT Ultrasonicfarez77No ratings yet
- Ultrasonic Thickness GagingDocument4 pagesUltrasonic Thickness Gagingcal2_uniNo ratings yet
- Instrumentation of Uv Spectrophotometer: - Pranav Kumar Singh M.Sc.-Applied Chemistry (Third Semester)Document32 pagesInstrumentation of Uv Spectrophotometer: - Pranav Kumar Singh M.Sc.-Applied Chemistry (Third Semester)Kevin Gilberto S�nchez Ch�vezNo ratings yet
- Normal Incidence Shear Wave TransducersDocument3 pagesNormal Incidence Shear Wave Transducerscal2_uniNo ratings yet
- Ut IntrDocument25 pagesUt IntrJeevana Sugandha WijerathnaNo ratings yet
- UT Lesson5 08 12Document27 pagesUT Lesson5 08 12Gulfam HussainNo ratings yet
- Ut Q 3Document4 pagesUt Q 3Lalit MisraNo ratings yet
- Ultrasonics NDT TestingDocument68 pagesUltrasonics NDT TestingV V Satyanarayana PasupuletiNo ratings yet
- Ultrasonic Thickness Measurement PrincipleDocument5 pagesUltrasonic Thickness Measurement PrincipleM Hamza NadeemNo ratings yet
- Ultrasonic Testing (UT) : The Engineers Edge Institute of NDTDocument83 pagesUltrasonic Testing (UT) : The Engineers Edge Institute of NDTThe Engineers EDGE, CoimbatoreNo ratings yet
- Dimensional Measurements, Material Characterization, and MoreDocument4 pagesDimensional Measurements, Material Characterization, and Moreozlem3472265No ratings yet
- NDT - Ultrasonice Test - Backwell Echo AttenuationDocument9 pagesNDT - Ultrasonice Test - Backwell Echo AttenuationAnand SinhaNo ratings yet
- Normal Incidence Shear Wave TransducersDocument3 pagesNormal Incidence Shear Wave TransducersCarlos BustamanteNo ratings yet
- Non-Destructive Testing: Fabrication, Welding and Inspection Basics For Maintenance EngineerDocument6 pagesNon-Destructive Testing: Fabrication, Welding and Inspection Basics For Maintenance EngineerSusovan SensharmaNo ratings yet
- Ultrasonic Testing: by Geetanjali Sharma Devendra Singh Amit Kumar JhaDocument55 pagesUltrasonic Testing: by Geetanjali Sharma Devendra Singh Amit Kumar JhandtitcNo ratings yet
- Ultrasonic TestingDocument55 pagesUltrasonic Testingdhasdj100% (1)
- UltrasonicDocument26 pagesUltrasonicJayesh88% (8)
- Ultrasonic SensorDocument17 pagesUltrasonic Sensorjitenderthakur490No ratings yet
- Ultrasonic Testing in NDTDocument22 pagesUltrasonic Testing in NDTSatheesh Sekar100% (1)
- Longitudinal: Normal Beam Probe For Contact TestingDocument1 pageLongitudinal: Normal Beam Probe For Contact TestingshajeerNo ratings yet
- Ultrasonic Testing Slides 1Document47 pagesUltrasonic Testing Slides 1ngtchungNo ratings yet
- Module 4 PDF Ultrasonic TestingDocument61 pagesModule 4 PDF Ultrasonic Testingjesna mohammedNo ratings yet
- NDTDocument29 pagesNDTIhsan Durani67% (3)
- UT Lesson9 08 12Document32 pagesUT Lesson9 08 12Gulfam HussainNo ratings yet
- Unit-02 NDTDocument20 pagesUnit-02 NDT19114 GovindNo ratings yet
- Characteristics of Piezoelectric TransducersDocument50 pagesCharacteristics of Piezoelectric Transducersextremo1No ratings yet
- FTIR InstrumentationDocument35 pagesFTIR InstrumentationNgurah Mahasvira100% (1)
- Lec 09 - Ultrasonic Testing PDFDocument92 pagesLec 09 - Ultrasonic Testing PDFBenidiktus Ma'dikaNo ratings yet
- Cat Probes NDT Engl SonotecDocument58 pagesCat Probes NDT Engl SonotecamitNo ratings yet
- Ultrasonic Flowmeter and Hot Wire AnemometerDocument32 pagesUltrasonic Flowmeter and Hot Wire AnemometerManzari AnandNo ratings yet
- Group 4 (Toledo, Toring, Valencerina) Materials Testing (4-7)Document44 pagesGroup 4 (Toledo, Toring, Valencerina) Materials Testing (4-7)Red CrazyNo ratings yet
- Ultrasonic Testing: S.P. SrivastavaDocument17 pagesUltrasonic Testing: S.P. SrivastavaMohammad Abubakar SiddiqNo ratings yet
- Thesis On Ultrasonic TestingDocument4 pagesThesis On Ultrasonic Testingafjryccau100% (2)
- Eddy Current Probe Types and Their UsageDocument4 pagesEddy Current Probe Types and Their UsageDeeNo ratings yet
- Utlevel IIDocument51 pagesUtlevel IIAruchamy Selvakumar100% (1)
- Basic Principles of Ultrasonic Testing PDFDocument73 pagesBasic Principles of Ultrasonic Testing PDFSisira Chandrasoma100% (1)
- FACTORS AFFECTING SOUND PROPAGATION, COUPLANT, DBDocument12 pagesFACTORS AFFECTING SOUND PROPAGATION, COUPLANT, DBAdarsh ChaturvediNo ratings yet
- Reference BlocksDocument20 pagesReference BlocksAdarsh ChaturvediNo ratings yet
- Pulse, PRFDocument7 pagesPulse, PRFAdarsh ChaturvediNo ratings yet
- Acoustic ImpedanceDocument3 pagesAcoustic ImpedanceAdarsh ChaturvediNo ratings yet
- Ut of Castings-Astm Sa609Document5 pagesUt of Castings-Astm Sa609Adarsh Chaturvedi100% (1)
- Skip, BP, Depth, Scan PatternDocument7 pagesSkip, BP, Depth, Scan PatternAdarsh ChaturvediNo ratings yet
- BEM PH613 Semester Exam Question PaperDocument1 pageBEM PH613 Semester Exam Question PaperAdarsh ChaturvediNo ratings yet
- Magnetic Particle Test Report: Observation & ResultDocument1 pageMagnetic Particle Test Report: Observation & ResultAdarsh ChaturvediNo ratings yet
- Chua CircuitDocument11 pagesChua CircuitpapersaintNo ratings yet
- Proton Compiler ManualDocument10 pagesProton Compiler ManualAlexis AldásNo ratings yet
- Module 4 - ElectrostaticsDocument73 pagesModule 4 - ElectrostaticsIntilegienceNo ratings yet
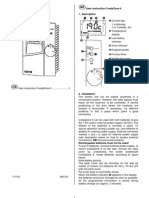
- Credazone 6 GiudeDocument3 pagesCredazone 6 Giudeguddu84No ratings yet
- Use The Right ToolDocument41 pagesUse The Right ToolRichard SugboNo ratings yet
- UD150L-40E Ope M501-E053GDocument164 pagesUD150L-40E Ope M501-E053GMahmoud Mady100% (3)
- Ligo System Installation Guide V3 Newestpage 1 of 14Document14 pagesLigo System Installation Guide V3 Newestpage 1 of 14ZzzdddNo ratings yet
- LMC Lem 170Document2 pagesLMC Lem 170mohiNo ratings yet
- Vanee Farm Centre NAV-500 GFX XCN Cabling GuideDocument28 pagesVanee Farm Centre NAV-500 GFX XCN Cabling Guidewqd dqwdwdNo ratings yet
- Work Practice Manual PDFDocument775 pagesWork Practice Manual PDFchexchamNo ratings yet
- 2/2 Cartridge Seat Valve, Size 5: 1 DescriptionDocument6 pages2/2 Cartridge Seat Valve, Size 5: 1 DescriptionSimen EllingsenNo ratings yet
- AEG 3.3 ProDocument4 pagesAEG 3.3 ProTanveer Ahmed0% (1)
- Rf433 MHZ ModuleDocument15 pagesRf433 MHZ ModuleBhayu alfian100% (1)
- Homework #9Document4 pagesHomework #9Mengshin LinNo ratings yet
- V150-4.0 - 4.2MW DECS - AppendixCDocument7 pagesV150-4.0 - 4.2MW DECS - AppendixCLưu SơnNo ratings yet
- Traffic Control System Using 89C51: Project TitleDocument27 pagesTraffic Control System Using 89C51: Project TitleHafza GhafoorNo ratings yet
- PSLC Professional Lighting 17-18 - Accent LightDocument14 pagesPSLC Professional Lighting 17-18 - Accent LightAhmed salahNo ratings yet
- Etd 59 Coreb66397: Magnetic Characteristics (Per Set)Document4 pagesEtd 59 Coreb66397: Magnetic Characteristics (Per Set)Juan RamírezNo ratings yet
- HCS12 Timer ControlDocument20 pagesHCS12 Timer ControlgayathriNo ratings yet
- ELECT1Document273 pagesELECT1kokuei100% (1)
- Study of Capacitive TransducerDocument5 pagesStudy of Capacitive TransducervinodNo ratings yet
- TTV-IOM November 2006Document23 pagesTTV-IOM November 2006Ngô Khắc ToảnNo ratings yet
- Physics Investigatory Project: Topic: To Construct AnDocument24 pagesPhysics Investigatory Project: Topic: To Construct Anpradhumna dixitNo ratings yet
- Assembly of Computer RubricDocument2 pagesAssembly of Computer Rubricrezhablo100% (3)
- Mimo Matlab CodeDocument7 pagesMimo Matlab CodeNamitha Ramakrishnan75% (4)
- EENG565L - Thyristors - SCRDocument28 pagesEENG565L - Thyristors - SCRFady Richard Abi RaadNo ratings yet
- 3 Sampling PDFDocument20 pages3 Sampling PDFWaqas QammarNo ratings yet
- Walker 7070Document2 pagesWalker 7070bobNo ratings yet
- Ac To DC Converter Project ReportDocument75 pagesAc To DC Converter Project ReportPranav Tripathi79% (14)