You might also like
- The Recumbent Bicycle and Human Powered Vehicle Information Center15Document1 pageThe Recumbent Bicycle and Human Powered Vehicle Information Center15Marcel PiersonNo ratings yet
- F-14 Park Jet (Assembly Drawing)Document2 pagesF-14 Park Jet (Assembly Drawing)John MondoNo ratings yet
- EN SS 1025 4 - VariGripDocument4 pagesEN SS 1025 4 - VariGripDemir KarahanNo ratings yet
- Assembly Drawing TiledDocument2 pagesAssembly Drawing Tiled조한준No ratings yet
- F-14 Park Jet (Assembly Drawing Non-Tiled)Document1 pageF-14 Park Jet (Assembly Drawing Non-Tiled)pedrods141No ratings yet
- Draw Off Sump PDFDocument2 pagesDraw Off Sump PDFpradeep4545No ratings yet
- Mini 3dx Plans TiledDocument15 pagesMini 3dx Plans TiledAero LagosNo ratings yet
- Cavalinho de MadeiraDocument11 pagesCavalinho de Madeiraaaff66100% (1)
- Shoe ID ChartDocument6 pagesShoe ID Chartmalcolm healNo ratings yet
- Haldex - Brake Shoe Identification Chart PDFDocument6 pagesHaldex - Brake Shoe Identification Chart PDFYunfan ZhangNo ratings yet
- Series 8000Document20 pagesSeries 8000Bugs MartínezNo ratings yet
- Ft-Seccionador Sin Carga-CoracoraDocument4 pagesFt-Seccionador Sin Carga-CoracoraJorge Muñoz SilvaNo ratings yet
- Gravity Conveyor CatalogDocument20 pagesGravity Conveyor CatalogAriston ForghanjayaNo ratings yet
- Grating Install ClearanceDocument1 pageGrating Install ClearancenalzackNo ratings yet
- Motor Shaft Arbor Small Type A - Stamped Washer PDFDocument2 pagesMotor Shaft Arbor Small Type A - Stamped Washer PDFGladys Anne ZubiriNo ratings yet
- الخطأ والصواب في تسليح العناصر الانشائيهDocument47 pagesالخطأ والصواب في تسليح العناصر الانشائيهSwift WardNo ratings yet
- Composite Blow Out Peventor: Technical FeaturesDocument1 pageComposite Blow Out Peventor: Technical FeaturesVenus DobosNo ratings yet
- All Metal Lock Nuts: Earnest Technical Bulletin Stover StyleDocument3 pagesAll Metal Lock Nuts: Earnest Technical Bulletin Stover StyleDavid Lay IINo ratings yet
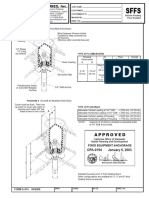
- SFFSDocument1 pageSFFSFede AccorintiNo ratings yet
- Andsaw For The Lathe: by Dennis HorlerDocument6 pagesAndsaw For The Lathe: by Dennis HorlerJohn BrittonNo ratings yet
- Spec Sheet 17 - Cs Combo 86ff9fe0Document2 pagesSpec Sheet 17 - Cs Combo 86ff9fe0Eduardo QuiñonesNo ratings yet
- Catalogo Dixon Swivels 2007Document48 pagesCatalogo Dixon Swivels 2007victor barreraNo ratings yet
- Guppy 2 Paper Plan-1-2Document1 pageGuppy 2 Paper Plan-1-2Pablo D. RigoNo ratings yet
- Reinforcement DetailingDocument47 pagesReinforcement DetailingMuhammad Saqib Abrar94% (16)
- Reinforcement DetailingDocument47 pagesReinforcement DetailingSun Rise100% (1)
- Dynamic Cone Penetrometer: 105 Harrison Street, American Falls, Idaho 83211 U.S.ADocument2 pagesDynamic Cone Penetrometer: 105 Harrison Street, American Falls, Idaho 83211 U.S.AGeillyn CastroNo ratings yet
- Sprockets: Guide TypeDocument1 pageSprockets: Guide TypeAnonymous yxWIryXNo ratings yet
- Hex Rod CouplingDocument1 pageHex Rod CouplingvirajNo ratings yet
- F-15 Park Jet Plans Assembly Drawing Tiled PDFDocument2 pagesF-15 Park Jet Plans Assembly Drawing Tiled PDFoambesiNo ratings yet
- Reinforcement DetailingDocument47 pagesReinforcement DetailingLimar SetstraNo ratings yet
- Spelter SocketDocument1 pageSpelter SocketarslanahmedkhawajaNo ratings yet
- Build The Ison Race KartDocument8 pagesBuild The Ison Race KartJim100% (2)
- Bootz Bath Spec Sheet Aloha Plus AfrDocument2 pagesBootz Bath Spec Sheet Aloha Plus AfrJMNo ratings yet
- Drawoff SumpDocument1 pageDrawoff SumpmabtesoreroNo ratings yet
- VCTDS 03384 enDocument8 pagesVCTDS 03384 enKrishnamoorthyNo ratings yet
- Virgil-Indy500-1915 Studebaker 1Document1 pageVirgil-Indy500-1915 Studebaker 1RianiNo ratings yet
- الخطأ والصواب في تسليح العناصر الانشائيهDocument47 pagesالخطأ والصواب في تسليح العناصر الانشائيهBen ÂmarNo ratings yet
- Brochure de Guía de CablesDocument3 pagesBrochure de Guía de CablesFernando TamayoNo ratings yet
- Brochure de Guía de CablesDocument3 pagesBrochure de Guía de CablesChristian Javier Lopez DuranNo ratings yet
- Shop Crane ManualDocument16 pagesShop Crane ManualRagu RamsinghNo ratings yet
- Casing SpoolDocument10 pagesCasing SpoolAli mohammadNo ratings yet
- Z Purlin Sample CalculationDocument2 pagesZ Purlin Sample CalculationRodolfo ZazuetaNo ratings yet
- Gas Service Head Adaptor: Flexible TypeDocument2 pagesGas Service Head Adaptor: Flexible TypeRafael GranadoNo ratings yet
- 011 StabilizersDocument2 pages011 StabilizersGonzalo Guzman Jaimes100% (1)
- 33 Roof Curb - Backpan DetailDocument1 page33 Roof Curb - Backpan DetailAhmed Saber NassarNo ratings yet
- Front Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSDocument10 pagesFront Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSmickabd2002No ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Tractor Ploughing Manual, The, 2nd Edition: The Society of Ploughman Official HandbookFrom EverandTractor Ploughing Manual, The, 2nd Edition: The Society of Ploughman Official HandbookRating: 5 out of 5 stars5/5 (2)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- A Guide to Making Your Own Fishing-Rod and TackleFrom EverandA Guide to Making Your Own Fishing-Rod and TackleRating: 5 out of 5 stars5/5 (1)
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
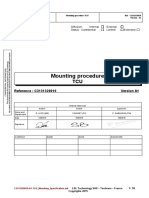
- Mounting Procedure: Reference: C3131320010 A1Document16 pagesMounting Procedure: Reference: C3131320010 A1BRIJITHNo ratings yet
- Corner PostDocument14 pagesCorner PostTeguh Nugraha Kusnan100% (1)
- Intermodal 53ft Container enDocument1 pageIntermodal 53ft Container enBRIJITHNo ratings yet
- Safe Load Securing 8 THDocument76 pagesSafe Load Securing 8 THdsn_sarmaNo ratings yet
- Finite Element Analysis of Automotive Truck ChassiDocument12 pagesFinite Element Analysis of Automotive Truck ChassiBRIJITHNo ratings yet
- Jost Landing Gear ManualDocument8 pagesJost Landing Gear ManualBRIJITHNo ratings yet
- Iso 3874Document34 pagesIso 3874BRIJITHNo ratings yet
- SF 0654Document4 pagesSF 0654QA LAB ISMNo ratings yet
- Chapter 26-Nontraditional MachiningDocument67 pagesChapter 26-Nontraditional MachiningHassan AliNo ratings yet
- 3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Document15 pages3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Ayushi SharmaNo ratings yet
- PG-Grafmax SPDocument1 pagePG-Grafmax SPazeem bilalNo ratings yet
- Investment CastingDocument16 pagesInvestment CastingDENNY JACOBNo ratings yet
- PQR Al 6xxxDocument7 pagesPQR Al 6xxxAmin ThabetNo ratings yet
- Material & Specification: Chemical CompositionDocument1 pageMaterial & Specification: Chemical CompositionTommy CamposNo ratings yet
- MC 780Document2 pagesMC 780Maurício LopesNo ratings yet
- CSWIP 3.1 Course Note 2016 With Question & AnswersDocument3 pagesCSWIP 3.1 Course Note 2016 With Question & AnswersSakthi Pk100% (1)
- Friction Stir WeldingDocument26 pagesFriction Stir WeldingMahaManthra0% (1)
- Hot Cracking in Incoloy 825Document2 pagesHot Cracking in Incoloy 825navasNo ratings yet
- Centrifugal Shroud Tundish SteelmakingDocument12 pagesCentrifugal Shroud Tundish Steelmakingdebasish chatterjeeNo ratings yet
- Waste Water Treatment Plants Data SheetDocument2 pagesWaste Water Treatment Plants Data SheetbpjindiaNo ratings yet
- Plastic SyllabusDocument11 pagesPlastic SyllabusrajatNo ratings yet
- Material Product Data Sheet Amdry 100 Series Braze Filler MetalsDocument4 pagesMaterial Product Data Sheet Amdry 100 Series Braze Filler MetalsJ. BangjakNo ratings yet
- New Low-Cost Manufacturing Methods To Produce SiliDocument9 pagesNew Low-Cost Manufacturing Methods To Produce Sililyxuannam lyNo ratings yet
- Wood Assembly Without Nails or ScrewsDocument4 pagesWood Assembly Without Nails or Screwsadamj123No ratings yet
- Anna University ME 9301 Design of Jigs. Fixtures and Press Tools Question PaperDocument5 pagesAnna University ME 9301 Design of Jigs. Fixtures and Press Tools Question PaperMuruga AnanthNo ratings yet
- Pressure Vessels Lectures 94Document1 pagePressure Vessels Lectures 94Adeel NizamiNo ratings yet
- 112 PlanerstandDocument9 pages112 Planerstandmochitvb100% (2)
- Denstone 99Document2 pagesDenstone 99Mohamad ZarghampoorNo ratings yet
- Raw Sugar ProcessingDocument6 pagesRaw Sugar ProcessingJan April MahinayNo ratings yet
- Antic Invetions Vs Modern Investions: Lopazov Timur cl.6 'B''Document4 pagesAntic Invetions Vs Modern Investions: Lopazov Timur cl.6 'B''Timur LopazovNo ratings yet
- General Specification For Pipeline Field Welding & NDTDocument77 pagesGeneral Specification For Pipeline Field Welding & NDTRanjan KumarNo ratings yet
- Section 8. QuestionaryDocument20 pagesSection 8. QuestionaryferyNo ratings yet
- Technical Presentation On Engine ValvesDocument32 pagesTechnical Presentation On Engine ValvesRockey RahulNo ratings yet
- Special Casting ProcessesDocument31 pagesSpecial Casting Processesdarshan_rudraNo ratings yet
- Edison Welding Institute Hot Tap WeldingDocument19 pagesEdison Welding Institute Hot Tap WeldingShikhar JainNo ratings yet
- Donner CompanyDocument1 pageDonner CompanyAsri Marwa UmniatiNo ratings yet
- Foundry Shop ManualDocument9 pagesFoundry Shop ManualRanjit Singh67% (3)