You might also like
- JMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006Document9 pagesJMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006AshutoshNo ratings yet
- Scissor Shoe Installation Guide Jan 2005 PDFDocument32 pagesScissor Shoe Installation Guide Jan 2005 PDFMohsen Halweni50% (2)
- Breather Valve - PV Valve - CNC380Document2 pagesBreather Valve - PV Valve - CNC380mhidayat108No ratings yet
- Annular Plate RemovalDocument2 pagesAnnular Plate RemovalVishvjeet Prakash TiwariNo ratings yet
- Material Traceability Inspection ReportDocument32 pagesMaterial Traceability Inspection ReportBalmiki SinghNo ratings yet
- Piping Test Pack Clearance ReportDocument2 pagesPiping Test Pack Clearance ReportKarthikNo ratings yet
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- 24.tank Oil Chalk TestDocument3 pages24.tank Oil Chalk TestShubham ShuklaNo ratings yet
- Checklist for Separator Tank DrawingDocument5 pagesChecklist for Separator Tank DrawingRamalingam PrabhakaranNo ratings yet
- STS Co. storage tank fabrication methodologyDocument15 pagesSTS Co. storage tank fabrication methodologypurshottam GHNo ratings yet
- APV STD Insp & Test Plan API6D ValvesDocument4 pagesAPV STD Insp & Test Plan API6D ValvesdbmingoNo ratings yet
- Tank Erection Procedure OverviewDocument16 pagesTank Erection Procedure OverviewKing王No ratings yet
- VaconoDome Technical CommentaryDocument29 pagesVaconoDome Technical CommentaryOmar GRNo ratings yet
- Jacobs: Equipment Inspection Code: ADocument2 pagesJacobs: Equipment Inspection Code: ASigit BintanNo ratings yet
- Chevron Specification TAM-MN-2Document9 pagesChevron Specification TAM-MN-2Burak GülenNo ratings yet
- Temporary Bline List For Tank (Sheet-1 & Sheet-2)Document2 pagesTemporary Bline List For Tank (Sheet-1 & Sheet-2)thmaraishriNo ratings yet
- Fabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsDocument84 pagesFabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsMilan DjumicNo ratings yet
- Floating Roof TankDocument2 pagesFloating Roof TankVasant Kumar VarmaNo ratings yet
- Pipe Instalation ChecklistDocument4 pagesPipe Instalation ChecklistYuwantoniAlNo ratings yet
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFDocument1 pageStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFRadhakrishna VachaNo ratings yet
- KSPC Packing Marking Shipping InstructionDocument9 pagesKSPC Packing Marking Shipping InstructionMohammed Ahmed NasherNo ratings yet
- Pttep Painitng of Offshore FacilitiesDocument66 pagesPttep Painitng of Offshore FacilitiesSufianNo ratings yet
- MS For Fabrication of Above-Ground Storage TankDocument8 pagesMS For Fabrication of Above-Ground Storage Tankdadz mingiNo ratings yet
- Client: Job No.: Job Title: Client's Job No.:: Company NameDocument13 pagesClient: Job No.: Job Title: Client's Job No.:: Company NamejorgekarlosprNo ratings yet
- Field Hydrostatic Testing of Piping Systems-EGDocument9 pagesField Hydrostatic Testing of Piping Systems-EGYusufNo ratings yet
- BTE Dome Brochure Jun 10Document2 pagesBTE Dome Brochure Jun 10م.ذكى فضل ذكىNo ratings yet
- Tank Erection Itp Org ChartDocument34 pagesTank Erection Itp Org Chartvasantha kumar100% (1)
- Test Pack Table of ContentsDocument1 pageTest Pack Table of ContentsRavindra S. JivaniNo ratings yet
- Installation, Operation & Maintenance Manual: Virgo Engineers LimitedDocument47 pagesInstallation, Operation & Maintenance Manual: Virgo Engineers LimitedSreenivasNo ratings yet
- Process Tank Fabrication Work StepsDocument4 pagesProcess Tank Fabrication Work StepsMuhammad ZubairNo ratings yet
- New Bottom PlateDocument9 pagesNew Bottom PlateEmmanuel kusimo100% (1)
- Electrode Consumption On Pipe WeldingDocument2 pagesElectrode Consumption On Pipe Weldinganjangandak2932100% (1)
- TDC 1150Document3 pagesTDC 1150shazanNo ratings yet
- Reconstruction of Pakistan Refinery Tank T-53Document16 pagesReconstruction of Pakistan Refinery Tank T-53javaidahmedshaikh100% (1)
- Name Designation JOB Job Description Crew NoDocument52 pagesName Designation JOB Job Description Crew NoattaullaNo ratings yet
- Wps PQR Spec IndexDocument1 pageWps PQR Spec IndexTridib DeyNo ratings yet
- Check List-Heat ExchangerDocument2 pagesCheck List-Heat Exchangersarmad009No ratings yet
- 09 Job Procedure For Fire ProofingDocument4 pages09 Job Procedure For Fire ProofingAlvin Smith100% (2)
- Hot Insulation ProcedureDocument8 pagesHot Insulation Procedurered patriotNo ratings yet
- Inspection Cleaning Flushing TestingDocument8 pagesInspection Cleaning Flushing Testingadel rihanaNo ratings yet
- Specification For Inspection, Flushing and Testing of Piping System (HydroTesting)Document9 pagesSpecification For Inspection, Flushing and Testing of Piping System (HydroTesting)SrinivasNo ratings yet
- Storage Tank Weld JointsDocument16 pagesStorage Tank Weld JointsDilip Varadharajan100% (1)
- External Floating Roof Tank Design & ComponentsDocument2 pagesExternal Floating Roof Tank Design & Componentsarif99pakNo ratings yet
- Storage Tank DetailDocument22 pagesStorage Tank DetailRamu NallathambiNo ratings yet
- SOP Tank ConstructionDocument24 pagesSOP Tank ConstructionSuci YatiningtiyasNo ratings yet
- Checklist Tank NewDocument11 pagesChecklist Tank NewamevaluacionesNo ratings yet
- Erection 009 CTP Storage TankDocument44 pagesErection 009 CTP Storage Tankgst ajah100% (1)
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- Iqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Document17 pagesIqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Ali MajeedNo ratings yet
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTDocument1 pageReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarNo ratings yet
- Qap HPCLDocument13 pagesQap HPCLdarshan100% (1)
- SPC-0804.02-20.06 Rev D2 Field-Erected Low Pressure Storage TankDocument14 pagesSPC-0804.02-20.06 Rev D2 Field-Erected Low Pressure Storage TankswehcctkNo ratings yet
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsDocument2 pagesSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyNo ratings yet
- QA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsDocument1 pageQA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsvinothNo ratings yet
- How To Calculate Hydrostatic Test Height in TanksDocument4 pagesHow To Calculate Hydrostatic Test Height in TanksEric MagnayeNo ratings yet
- Information For Tanks Layout - Without GuaranteeDocument28 pagesInformation For Tanks Layout - Without GuaranteeharishbabuekNo ratings yet
- Tool Fab - WorkshopDocument347 pagesTool Fab - Workshophrdsby100% (1)
- Storage Tank Erection Procedure PDFDocument6 pagesStorage Tank Erection Procedure PDFGeorge George100% (1)
- Hydrostatic and Settlement Tests ProcedureDocument12 pagesHydrostatic and Settlement Tests Procedureツ ツ100% (1)
- V-Sub A1 CaptureDocument128 pagesV-Sub A1 CaptureimranNo ratings yet
- V-Sub B27 CaptureDocument12 pagesV-Sub B27 CaptureimranNo ratings yet
- V-Sub B24 CaptureDocument49 pagesV-Sub B24 CaptureimranNo ratings yet
- V-Sub B22 CaptureDocument114 pagesV-Sub B22 CaptureimranNo ratings yet
- Approved Hardness Procedure (RC-Code-1) TF&TD-N-L-0652-14Document11 pagesApproved Hardness Procedure (RC-Code-1) TF&TD-N-L-0652-14imran100% (2)
- Control of Welding Consumables ProcedureDocument16 pagesControl of Welding Consumables Procedureimran100% (1)
- Approval of LPT ProcedureDocument14 pagesApproval of LPT ProcedureimranNo ratings yet
- Approved Galva Procedure 2018IK060030-QC-J95-A-E-DOC-9906Document10 pagesApproved Galva Procedure 2018IK060030-QC-J95-A-E-DOC-9906imranNo ratings yet
- Approval of MPI ProcedureDocument17 pagesApproval of MPI ProcedureimranNo ratings yet
- Tank Calculations for Common Diesel StorageDocument28 pagesTank Calculations for Common Diesel Storageimran100% (1)
- WE1884 - ITP For Shop Fab. of Header Coils-120813Document4 pagesWE1884 - ITP For Shop Fab. of Header Coils-120813imran100% (1)
- WE1885 - ITP For Installation of Header Coils - 120913Document4 pagesWE1885 - ITP For Installation of Header Coils - 120913imranNo ratings yet
- Installation and Commissioning of API 650 Tanks (Presentation Without Audio)Document80 pagesInstallation and Commissioning of API 650 Tanks (Presentation Without Audio)Warlex100% (4)
- ASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Document2 pagesASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Lora BoydNo ratings yet
- Java Pattern Programming AssignmentsDocument9 pagesJava Pattern Programming Assignmentstamj tamjNo ratings yet
- Power Transformer Fundamentals: CourseDocument5 pagesPower Transformer Fundamentals: CoursemhNo ratings yet
- SchoolopeningdocxDocument1 pageSchoolopeningdocxElena BarsukovaNo ratings yet
- Vedic Maths - India's Approach To Calculating!Document4 pagesVedic Maths - India's Approach To Calculating!padmanaban_cse100% (2)
- CPC-COM-SU-4743-G External CoatingsDocument24 pagesCPC-COM-SU-4743-G External Coatingsaslam.amb100% (1)
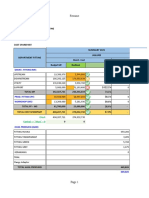
- Resume summary of monthly sparepart costs and production in 2021Document590 pagesResume summary of monthly sparepart costs and production in 2021winda listya ningrumNo ratings yet
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- Ooplabmanual 150412132629 Conversion Gate01 PDFDocument146 pagesOoplabmanual 150412132629 Conversion Gate01 PDFyawerjs33% (6)
- Tema Line Solutions BrochureDocument8 pagesTema Line Solutions BrochureUmair Mushtaq SyedNo ratings yet
- Cesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingDocument7 pagesCesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingJadeNo ratings yet
- G8 - Light& Heat and TemperatureDocument49 pagesG8 - Light& Heat and TemperatureJhen BonNo ratings yet
- Students Attendances System Using Face RecognitionDocument8 pagesStudents Attendances System Using Face RecognitionIJRASETPublicationsNo ratings yet
- Data Table CarbonDocument2 pagesData Table Carbonyodaswarrior33% (15)
- Gerunds vs InfinitivesDocument87 pagesGerunds vs InfinitivesDeby NavarroNo ratings yet
- EPFO Declaration FormDocument4 pagesEPFO Declaration FormSiddharth PednekarNo ratings yet
- Batch RecordDocument11 pagesBatch RecordInes Concepcion TupasNo ratings yet
- ASM Product Opportunity Spreadsheet2Document48 pagesASM Product Opportunity Spreadsheet2Yash SNo ratings yet
- Cooler Catalogue PDFDocument12 pagesCooler Catalogue PDFCărunta-Crista CristinaNo ratings yet
- RV RVR en 0714 Edit PDFDocument6 pagesRV RVR en 0714 Edit PDFJacques FerreiraNo ratings yet
- Coaching PhilosophyDocument2 pagesCoaching Philosophyapi-457181424No ratings yet
- ouchureIC 7000Document4 pagesouchureIC 7000iti_na8567No ratings yet
- PC200-8 SM - 013 Troubleshooting by Failure Code Part-3Document50 pagesPC200-8 SM - 013 Troubleshooting by Failure Code Part-3t5442071100% (2)
- Man Ssa Ug en 0698Document43 pagesMan Ssa Ug en 0698Andy LNo ratings yet
- Internship Reflection PaperDocument8 pagesInternship Reflection Paperapi-622170417No ratings yet
- Squidpy: A Scalable Framework For Spatial Omics Analysis: ArticlesDocument14 pagesSquidpy: A Scalable Framework For Spatial Omics Analysis: ArticlesXin XuNo ratings yet
- Teaser Rheosolve D 15ASDocument2 pagesTeaser Rheosolve D 15ASwahyuni raufianiNo ratings yet
- Oven Nordson ElectronicDocument60 pagesOven Nordson ElectronicDanijela KoNo ratings yet
- Module 4.Document16 pagesModule 4.Sania MaqsoodNo ratings yet
- Enlightened DespotismDocument19 pagesEnlightened Despotismmeghna mNo ratings yet
- Laser PsicosegundoDocument14 pagesLaser PsicosegundoCristiane RalloNo ratings yet