You might also like
- Job Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptDocument5 pagesJob Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Job Procedure For Vacuum Test of Tanks: 10 of Ramadan City, Industrial Area A1, EgyptDocument5 pagesJob Procedure For Vacuum Test of Tanks: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- AST Nozzle Repair Req.Document10 pagesAST Nozzle Repair Req.Irvansyah RazadinNo ratings yet
- Tank Erection Itp Org ChartDocument34 pagesTank Erection Itp Org Chartvasantha kumar100% (1)
- STS Co. storage tank fabrication methodologyDocument15 pagesSTS Co. storage tank fabrication methodologypurshottam GHNo ratings yet
- New Bottom PlateDocument9 pagesNew Bottom PlateEmmanuel kusimo100% (1)
- API 653 - Annex B - 10 TermsDocument2 pagesAPI 653 - Annex B - 10 TermsSERFORTEC CIA. LTDA.No ratings yet
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- Chevron Specification TAM-MN-2Document9 pagesChevron Specification TAM-MN-2Burak GülenNo ratings yet
- External Floating Roof Tank Design & ComponentsDocument2 pagesExternal Floating Roof Tank Design & Componentsarif99pakNo ratings yet
- API Tank Estimate SheetDocument3 pagesAPI Tank Estimate SheetKjunwolf100% (1)
- Plumbness Inspection ReportDocument3 pagesPlumbness Inspection ReportDoris DorisNo ratings yet
- Example of Tank Field ErectionDocument12 pagesExample of Tank Field Erectionfazeel mohammedNo ratings yet
- Tank Erection Procedure OverviewDocument16 pagesTank Erection Procedure OverviewKing王No ratings yet
- Annular Plate RemovalDocument2 pagesAnnular Plate RemovalVishvjeet Prakash TiwariNo ratings yet
- Inspection and Test Plan: ITP NO: 7979-ITP-ME-031-1 Title: Bolt Tightening WorksDocument9 pagesInspection and Test Plan: ITP NO: 7979-ITP-ME-031-1 Title: Bolt Tightening WorksDelta akathehuskyNo ratings yet
- Underground Tank Inspection ReportsDocument2 pagesUnderground Tank Inspection ReportsRavi Kumar VatturiNo ratings yet
- Tank Fabrication SpecsDocument21 pagesTank Fabrication Specsjlcheefei9258100% (1)
- Procedure For Vacuum Box TestingDocument3 pagesProcedure For Vacuum Box TestingZakirUllahNo ratings yet
- Job Procedure For Puncture/Floatation/Rain Water Accumulation TestDocument4 pagesJob Procedure For Puncture/Floatation/Rain Water Accumulation Testfaisal jasim100% (1)
- CKRC API 653 WORKBOOK MODULE 2 AIT Rev 1Document18 pagesCKRC API 653 WORKBOOK MODULE 2 AIT Rev 1CHANDRA BHUSHAN KESARI100% (1)
- Tank Procedure by Conventional MethodDocument8 pagesTank Procedure by Conventional Methodsatish04No ratings yet
- Inspection & Test Plan TankDocument3 pagesInspection & Test Plan TankJOSHUA SULLEGUE100% (1)
- (Painting Works) : Inspection and Test PlanDocument2 pages(Painting Works) : Inspection and Test Planrize1159No ratings yet
- Tank Inspection NotesDocument5 pagesTank Inspection Notesaneeshjose013No ratings yet
- FSK-E290-006-A4-0 Quality Control Plan (QC Plan)Document4 pagesFSK-E290-006-A4-0 Quality Control Plan (QC Plan)Amir Reza RashidfarokhiNo ratings yet
- Procedure For Tin - inDocument13 pagesProcedure For Tin - inAdil IjazNo ratings yet
- Inspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Document4 pagesInspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Shubham ShuklaNo ratings yet
- Inspection and Repair of Storage Tanks 1710346228Document113 pagesInspection and Repair of Storage Tanks 1710346228Jayapal BhukyaNo ratings yet
- Shell Plate Dimension CheckDocument7 pagesShell Plate Dimension Checksetak0% (1)
- VN01-000-40-95-AA-11017 - Rev D1: Inspection and Testing Plan For Topside StructureDocument8 pagesVN01-000-40-95-AA-11017 - Rev D1: Inspection and Testing Plan For Topside StructureHanLe DuyNo ratings yet
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamNo ratings yet
- MS For Fabrication of Above-Ground Storage TankDocument8 pagesMS For Fabrication of Above-Ground Storage Tankdadz mingiNo ratings yet
- Tank InspectionDocument6 pagesTank Inspectionangel onofre castelanNo ratings yet
- JMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006Document9 pagesJMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006AshutoshNo ratings yet
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Document6 pagesQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- Water Tank Fabrication QAPDocument2 pagesWater Tank Fabrication QAPYOGESHNo ratings yet
- BTE Dome Brochure Jun 10Document2 pagesBTE Dome Brochure Jun 10م.ذكى فضل ذكىNo ratings yet
- Pressure Vessel Dimension InspectionDocument3 pagesPressure Vessel Dimension InspectionAnas Sarkiah0% (1)
- Steel TankDocument4 pagesSteel TankRanu JanuarNo ratings yet
- MOS of BackfillingDocument2 pagesMOS of BackfillingPoru ManNo ratings yet
- Pickling Procedure 20 - 08Document2 pagesPickling Procedure 20 - 08Siriepathi SeetharamanNo ratings yet
- Name Designation JOB Job Description Crew NoDocument52 pagesName Designation JOB Job Description Crew NoattaullaNo ratings yet
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Document13 pagesRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DeNo ratings yet
- Hot Tapping AST Storage Tanks SafelyDocument2 pagesHot Tapping AST Storage Tanks SafelyJuan DelacruzNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- A05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFDocument14 pagesA05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFfdfazfzNo ratings yet
- South Pars Gas Field Tank Inspection PlanDocument34 pagesSouth Pars Gas Field Tank Inspection Planshankarmech04@gmail.comNo ratings yet
- Storage TANK - WELD MAPDocument2 pagesStorage TANK - WELD MAPKoya Thangal100% (1)
- QA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsDocument1 pageQA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsvinothNo ratings yet
- IOCL Refinery Project Tank Settlement Survey ReportDocument1 pageIOCL Refinery Project Tank Settlement Survey Reportarkaprava ghosh100% (1)
- MONITOR STORAGE TANK FABRICATION & ERECTIONDocument9 pagesMONITOR STORAGE TANK FABRICATION & ERECTIONRyanto Sirait100% (1)
- API Repair ProcedureDocument1 pageAPI Repair ProcedurejacquesmayolNo ratings yet
- Erection Tank Settlement Check Schedule 103 110 165Document8 pagesErection Tank Settlement Check Schedule 103 110 165hrdsby100% (1)
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocument1 pageStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaNo ratings yet
- API 650 12th - 2013Document4 pagesAPI 650 12th - 2013mohamedNo ratings yet
- 25.tank Water Fill TestDocument4 pages25.tank Water Fill TestShubham ShuklaNo ratings yet
- Job Procedure For Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptDocument10 pagesJob Procedure For Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Job Procedure for Incoming Material Checking & WarehousingDocument6 pagesJob Procedure for Incoming Material Checking & WarehousingShubham ShuklaNo ratings yet
- Jazan Refinery & IGCC Industrial Support Facilities Jazan, Kingdom of Saudi ArabiaDocument5 pagesJazan Refinery & IGCC Industrial Support Facilities Jazan, Kingdom of Saudi Arabiamoytabura96No ratings yet
- Nondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Radiographic ExaminationDocument77 pagesNondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Radiographic ExaminationphanthanhhungNo ratings yet
- Valve RT Report 1Document2 pagesValve RT Report 1Shubham ShuklaNo ratings yet
- JHA X-Ray 02-2 (1)Document2 pagesJHA X-Ray 02-2 (1)Shubham ShuklaNo ratings yet
- 2104808389Document2 pages2104808389Shubham ShuklaNo ratings yet
- HIRA HDDDocument3 pagesHIRA HDDShubham ShuklaNo ratings yet
- Inspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Document4 pagesInspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Shubham ShuklaNo ratings yet
- Job Procedure For Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptDocument10 pagesJob Procedure For Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- STAFF NAMEDocument1 pageSTAFF NAMEShubham ShuklaNo ratings yet
- Master FormatsDocument93 pagesMaster FormatsShubham ShuklaNo ratings yet
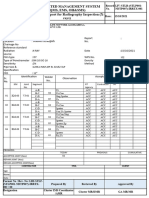
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Job Procedure for Incoming Material Checking & WarehousingDocument6 pagesJob Procedure for Incoming Material Checking & WarehousingShubham ShuklaNo ratings yet
- 25.tank Water Fill TestDocument4 pages25.tank Water Fill TestShubham ShuklaNo ratings yet
- Inspection & Test Plan For Storage Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptDocument1 pageInspection & Test Plan For Storage Tanks Work: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Inspection & Test Plan For Incoming Material: A Document CheckingDocument1 pageInspection & Test Plan For Incoming Material: A Document CheckingShubham ShuklaNo ratings yet
- Asme Section Ix InterpretationDocument70 pagesAsme Section Ix InterpretationShubham ShuklaNo ratings yet
- Form 9560 Nbel Form Mech 50, Rev.0Document1 pageForm 9560 Nbel Form Mech 50, Rev.0Shubham ShuklaNo ratings yet
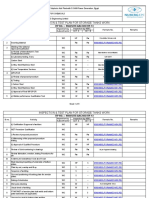
- Inspection & Test Plan For Storage Tanks Work: ITP NO.:-9560/SITE/QAC/022/ITP-13Document6 pagesInspection & Test Plan For Storage Tanks Work: ITP NO.:-9560/SITE/QAC/022/ITP-13Shubham ShuklaNo ratings yet
- APPENDIX "A": Details of ExperienceDocument10 pagesAPPENDIX "A": Details of ExperienceShubham ShuklaNo ratings yet
- Form 9560 Nbel Form Mech 51, Rev.0Document1 pageForm 9560 Nbel Form Mech 51, Rev.0Shubham ShuklaNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesShubham ShuklaNo ratings yet
- Job Procedure For Incoming Material Checking & Warehousing ManagementDocument1 pageJob Procedure For Incoming Material Checking & Warehousing ManagementShubham ShuklaNo ratings yet
- Asme B16.21 - 1992Document21 pagesAsme B16.21 - 1992mrudulaaaNo ratings yet
- QC Basic NoteDocument19 pagesQC Basic NoteShubham ShuklaNo ratings yet
- Specification For Seamless and Welded Steel Pipe For Low-Temperature ServiceDocument12 pagesSpecification For Seamless and Welded Steel Pipe For Low-Temperature ServiceShubham ShuklaNo ratings yet
- All in OneDocument142 pagesAll in OneppglNo ratings yet
- Yongqiang - Dealing With Non-Market Stakeholders in The International MarketDocument15 pagesYongqiang - Dealing With Non-Market Stakeholders in The International Marketisabelle100% (1)
- Ciril Report 2019Document44 pagesCiril Report 2019Aloka MajumderNo ratings yet
- RPC 2 Page 21 CasesDocument49 pagesRPC 2 Page 21 CasesCarlo Paul Castro SanaNo ratings yet
- Chapter 1Document5 pagesChapter 1patricia gunioNo ratings yet
- Il & MLDocument14 pagesIl & MLVIPIN PANDEYNo ratings yet
- The Historical Development of Teaching as a Profession in the PhilippinesDocument5 pagesThe Historical Development of Teaching as a Profession in the PhilippinesRichel Leola SumagangNo ratings yet
- Ingeus Restart Scheme Participant Handbook Cwl-19july2021Document15 pagesIngeus Restart Scheme Participant Handbook Cwl-19july2021pp019136No ratings yet
- MPU22012 ENTREPRENEURSHIP REPORT SLIDE (Autosaved)Document20 pagesMPU22012 ENTREPRENEURSHIP REPORT SLIDE (Autosaved)Errra UgunNo ratings yet
- ENGLISH - Radio Rebel Script - DubbingDocument14 pagesENGLISH - Radio Rebel Script - DubbingRegz Acupanda100% (1)
- USAID Conference - Beyond The Usual Suspects-EdDocument4 pagesUSAID Conference - Beyond The Usual Suspects-EdInterActionNo ratings yet
- Damasco - Cpi - Activity No. 11Document7 pagesDamasco - Cpi - Activity No. 11LDCU - Damasco, Erge Iris M.100% (1)
- Peoria County Booking Sheet 11/02/13Document8 pagesPeoria County Booking Sheet 11/02/13Journal Star police documentsNo ratings yet
- APEX Membership Policies, Agreement, and Terms & Conditions v.01Document8 pagesAPEX Membership Policies, Agreement, and Terms & Conditions v.01Romeo PunciaNo ratings yet
- SY 2020-2021 Region IV-A (Visually Impairment)Document67 pagesSY 2020-2021 Region IV-A (Visually Impairment)Kristian Erick BautistaNo ratings yet
- Infopack Yffj YeDocument16 pagesInfopack Yffj Yeapi-544978856No ratings yet
- North Carolina Cherokee IndiansDocument7 pagesNorth Carolina Cherokee IndiansLogan ShaddenNo ratings yet
- Multi Q!Document112 pagesMulti Q!collinmandersonNo ratings yet
- Novena To The Christ The KingDocument3 pagesNovena To The Christ The KingManuelito Uy100% (1)
- CXYS Liability FormDocument1 pageCXYS Liability FormRandy NissenNo ratings yet
- All 18 QSS in One-1 PDFDocument314 pagesAll 18 QSS in One-1 PDFkishan23100% (1)
- The Value of Cleanliness in The View of The Students of Two Higher Education InstitutionsDocument7 pagesThe Value of Cleanliness in The View of The Students of Two Higher Education InstitutionsjueNo ratings yet
- INDIAN WAR OF INDEPENDENCE 1857 - ORIGINAL PUBLISHERs NoteDocument19 pagesINDIAN WAR OF INDEPENDENCE 1857 - ORIGINAL PUBLISHERs NoteBISWAJIT MOHANTYNo ratings yet
- Assignment 3: Research Reflection PaperDocument9 pagesAssignment 3: Research Reflection PaperDang HuynhNo ratings yet
- Carta de Porte Ferroviario: Modelos de Contratos InternacionalesDocument5 pagesCarta de Porte Ferroviario: Modelos de Contratos InternacionalesJonathan RccNo ratings yet
- FAQ's For Web 7 AugustDocument4 pagesFAQ's For Web 7 AugustChayan KocharNo ratings yet
- Hospicio CaseDocument19 pagesHospicio CaseCserah Marl EnanoNo ratings yet
- Share Curriculum Vitae Ahmed SaadDocument7 pagesShare Curriculum Vitae Ahmed SaadDR ABO HAMZANo ratings yet
- Exercise 1: Read and Circle The Correct AnswerDocument5 pagesExercise 1: Read and Circle The Correct AnswerDiệu HườngNo ratings yet
- India Cement IndustryDocument2 pagesIndia Cement IndustryLayana SekharNo ratings yet
- BSBA CurriculumDocument2 pagesBSBA CurriculumclytemnestraNo ratings yet