You might also like
- Finite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffDocument6 pagesFinite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffGatyo GatevNo ratings yet
- Finite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyDocument15 pagesFinite Element Analysis of The Orthogonal Metal Cutting Process 2000 Journal of Materials Processing TechnologyEdo DestradaNo ratings yet
- 08 - Chapter 3Document6 pages08 - Chapter 3AashishNo ratings yet
- Finite Element Modeling of Chip Formation in Orthogonal MachiningDocument45 pagesFinite Element Modeling of Chip Formation in Orthogonal MachiningSuresh ReddyNo ratings yet
- A New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryDocument15 pagesA New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryAshwani VermaNo ratings yet
- COB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelDocument7 pagesCOB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelvianaufgNo ratings yet
- Finite Element Modeling of Chip Formation in Orthogonal MachiningDocument45 pagesFinite Element Modeling of Chip Formation in Orthogonal MachiningAli M. ElghawailNo ratings yet
- Numerical Cutting Modeling With Abaqus/Explicit 6.1: P.J.Arrazola, F.Meslin, J-C.Hamann and F.Le MaîtreDocument15 pagesNumerical Cutting Modeling With Abaqus/Explicit 6.1: P.J.Arrazola, F.Meslin, J-C.Hamann and F.Le Maîtreklomps_jrNo ratings yet
- 3D FEM Analysis of Cutting ProcessesDocument6 pages3D FEM Analysis of Cutting ProcessesbbsampleNo ratings yet
- Cutting Forces Evaluation in Milling Using An Anal PDFDocument10 pagesCutting Forces Evaluation in Milling Using An Anal PDFBillel LouniciNo ratings yet
- Modern Manufacturing TechnologyDocument15 pagesModern Manufacturing TechnologyTHE NORTHCAP UNIVERSITYNo ratings yet
- Finite Element Analysis of Cutting Tools Prior To Fracture in Hard Turning Operations 2005 Materials DesignDocument8 pagesFinite Element Analysis of Cutting Tools Prior To Fracture in Hard Turning Operations 2005 Materials DesignEdo DestradaNo ratings yet
- Finite Element Simulation of Conventional and High Speed Machining of Ti6Al4V AlloyDocument9 pagesFinite Element Simulation of Conventional and High Speed Machining of Ti6Al4V AlloyArul KirubakaranNo ratings yet
- 1.1 Introduction To Conventional and Non Conventional MachiningDocument42 pages1.1 Introduction To Conventional and Non Conventional MachiningDida KhalingNo ratings yet
- Materials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsDocument15 pagesMaterials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsOmar RabehNo ratings yet
- Simulation of The Effect of Die Radius On Deep Drawing ProcessDocument6 pagesSimulation of The Effect of Die Radius On Deep Drawing ProcessSac ChoNo ratings yet
- InTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisDocument28 pagesInTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisLukman EmweNo ratings yet
- A Comparison of Orthogonal Cutting Data From Experiments With Three Different Finite Element ModelsDocument12 pagesA Comparison of Orthogonal Cutting Data From Experiments With Three Different Finite Element ModelsAHMED MSPNo ratings yet
- Review On Optimization of Machining OperationDocument10 pagesReview On Optimization of Machining OperationSadasiva Rao TNo ratings yet
- VERY GOOD - DesignandAnalysisofaHotForgingDiesDocument12 pagesVERY GOOD - DesignandAnalysisofaHotForgingDiesBelay AyalewNo ratings yet
- Design and Analysis of A Hot Forging Dies: August 2016Document12 pagesDesign and Analysis of A Hot Forging Dies: August 2016Degaga KebedeNo ratings yet
- Structural Modeling of End Mills For Form Error and Stability AnalysisDocument11 pagesStructural Modeling of End Mills For Form Error and Stability AnalysisAkhileshwar_singh88No ratings yet
- Applications of FEMDocument13 pagesApplications of FEMAsif MudgalNo ratings yet
- 2014-Sreenu-Extraction of Process Parameters From A Sheet Metal Part ModelDocument7 pages2014-Sreenu-Extraction of Process Parameters From A Sheet Metal Part ModelsachinkashidNo ratings yet
- ItalyDocument18 pagesItalynamasse.medamineNo ratings yet
- Experimental Investigations and FEM Simulations of Parameters in Uencing The Fe - (wt.3%) Si Shearing ProcessDocument9 pagesExperimental Investigations and FEM Simulations of Parameters in Uencing The Fe - (wt.3%) Si Shearing ProcessSahil JhambNo ratings yet
- Finite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsDocument10 pagesFinite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsAzaath AzuNo ratings yet
- Prediction of Delamination in End Milling of GFRP Using ANSYSDocument8 pagesPrediction of Delamination in End Milling of GFRP Using ANSYSVinicius PetrucciNo ratings yet
- Finite Element Analysis of Surface Milling of Carbon Fiber-Reinforced CompositesDocument11 pagesFinite Element Analysis of Surface Milling of Carbon Fiber-Reinforced CompositesJeffery NguNo ratings yet
- Determination of Springback in Sheet Metal FormingDocument6 pagesDetermination of Springback in Sheet Metal FormingThiru MoorthyNo ratings yet
- Cutting Force Prediction and Experiment Verification of Paper Honeycomb Materials by Ultrasonic Vibration-Assisted MachiningDocument16 pagesCutting Force Prediction and Experiment Verification of Paper Honeycomb Materials by Ultrasonic Vibration-Assisted MachiningWolfgang GruberNo ratings yet
- DFM NotesDocument60 pagesDFM NotesRak NickNo ratings yet
- 2014 SCIEI May Sydney Conf Proceedings IACSITDocument5 pages2014 SCIEI May Sydney Conf Proceedings IACSITaamirmubNo ratings yet
- Numerical Simulation of Orthogonal Hard Turning Operation of AISI 4340 Workpiece Using Al O Coated Carbide ToolDocument4 pagesNumerical Simulation of Orthogonal Hard Turning Operation of AISI 4340 Workpiece Using Al O Coated Carbide ToolKrishnaDuttPandeyKdpNo ratings yet
- Shear Localization Sensitivity Analysis For Johnson-Cookconstitutive Parameters On Serrated Chips in High Speedmachining of Ti6Al4VDocument14 pagesShear Localization Sensitivity Analysis For Johnson-Cookconstitutive Parameters On Serrated Chips in High Speedmachining of Ti6Al4VAbhishek BihariNo ratings yet
- 2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFDocument10 pages2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFFikri SiplhoNo ratings yet
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDocument7 pagesA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaNo ratings yet
- Me785 - Machining and Forming - Lab ManualDocument28 pagesMe785 - Machining and Forming - Lab Manualemily clarkeNo ratings yet
- (Measurement Science Review) A New Method For The Prediction of Laser Cut Surface TopographyDocument10 pages(Measurement Science Review) A New Method For The Prediction of Laser Cut Surface TopographyANVNo ratings yet
- Wear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaDocument8 pagesWear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaAravindkumarNo ratings yet
- Machining ProcessesDocument6 pagesMachining ProcessesUsama AnsariNo ratings yet
- Study and Analysis of Tool Chip Interface Friction in Orthogonal Metal Cutting by Finite Element Method IJERTCONV3IS19138Document8 pagesStudy and Analysis of Tool Chip Interface Friction in Orthogonal Metal Cutting by Finite Element Method IJERTCONV3IS19138Abhishek BihariNo ratings yet
- Applsci 09 00479Document25 pagesApplsci 09 00479Ashu DeshawerNo ratings yet
- Domínguez-Rodríguez2018 Article AnAssessmentOfTheEffectOfPrintDocument11 pagesDomínguez-Rodríguez2018 Article AnAssessmentOfTheEffectOfPrintdavid friasNo ratings yet
- Escholarship UC Item 7hd8r1ftDocument26 pagesEscholarship UC Item 7hd8r1ftAvadhoot RajurkarNo ratings yet
- Automation in Burr Removal TechniquesDocument4 pagesAutomation in Burr Removal TechniquesInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Usmi 2Document9 pagesUsmi 2Ismail Ibn BehailuNo ratings yet
- Cutting Mechanics and Analytical ModelingDocument18 pagesCutting Mechanics and Analytical ModelingPercy RobertNo ratings yet
- Materials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanDocument6 pagesMaterials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanAzaath AzuNo ratings yet
- Numerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A SuperalloyDocument10 pagesNumerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A Superalloymustafa sertNo ratings yet
- 3 Mass-Change Processes - Unit Manufacturing Processes - Issues and Opportunities in Research - The National Academies PressDocument18 pages3 Mass-Change Processes - Unit Manufacturing Processes - Issues and Opportunities in Research - The National Academies PressVenkata DineshNo ratings yet
- A Method For The Identification of The Specific Force Coefficients For Mechanistic Milling SimulationDocument10 pagesA Method For The Identification of The Specific Force Coefficients For Mechanistic Milling SimulationJing YinNo ratings yet
- Major Project (Zeroth Review)Document10 pagesMajor Project (Zeroth Review)RUSHENDAR REDDYNo ratings yet
- 084 - ME8073, ME6004 Unconventional Machining Processes - NotesDocument39 pages084 - ME8073, ME6004 Unconventional Machining Processes - NotesA. AKASH 4001-UCE-TKNo ratings yet
- Liu2004 1Document8 pagesLiu2004 1rjmanahan1223No ratings yet
- Hybrid LayerDocument11 pagesHybrid LayerRogo CatalinNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- 1 s2.0 S0924013699003106 MainDocument5 pages1 s2.0 S0924013699003106 MainHugo CostaNo ratings yet
- Systems Techniques Computational Methods: Computer-Aided Design, Engineering, and ManufacturingDocument7 pagesSystems Techniques Computational Methods: Computer-Aided Design, Engineering, and Manufacturingaegean227No ratings yet
- CH 06Document43 pagesCH 06aegean227No ratings yet
- Gas Compressor Reference ListDocument8 pagesGas Compressor Reference Listaegean227No ratings yet
- CO2 Utilization Developments in Conversion ProcessesDocument18 pagesCO2 Utilization Developments in Conversion Processesaegean227No ratings yet
- Modeling CO2 - Water MixturesDocument30 pagesModeling CO2 - Water Mixturesaegean227No ratings yet
- PVTX Properties of CO2-H2O MixturesDocument19 pagesPVTX Properties of CO2-H2O Mixturesaegean227No ratings yet
- A New Equation of State For Carbon DioxideDocument89 pagesA New Equation of State For Carbon Dioxideaegean227No ratings yet
- General Design Specification: 076971C 0000 JSD 1700 01 B 1/59Document59 pagesGeneral Design Specification: 076971C 0000 JSD 1700 01 B 1/59aegean227No ratings yet
- "Power To Green Methanol" - New Products For Aluminum IndustryDocument20 pages"Power To Green Methanol" - New Products For Aluminum Industryaegean227No ratings yet
- General Construction Rules FOR Underground SystemsDocument25 pagesGeneral Construction Rules FOR Underground Systemsaegean227No ratings yet
- 0000JSD130004-Rev 0Document8 pages0000JSD130004-Rev 0aegean227No ratings yet
- Multi-LNG White STS Hose PresentationDocument16 pagesMulti-LNG White STS Hose Presentationaegean227No ratings yet
- 0000 MS 1700 01 - 0Document51 pages0000 MS 1700 01 - 0aegean227No ratings yet
- Day2 - 07 - Tor Ivar Guttulsrod - American Bureau of ShippingDocument26 pagesDay2 - 07 - Tor Ivar Guttulsrod - American Bureau of Shippingaegean227No ratings yet
- Electromagnetic Waves: J.D.Jackson, "Classical Electrodynamics", 2nd Edition, Section 7Document26 pagesElectromagnetic Waves: J.D.Jackson, "Classical Electrodynamics", 2nd Edition, Section 7Armando CajahuaringaNo ratings yet
- 1) Modal Analysis Over An Aircraft Wing During Cruise SpeedDocument3 pages1) Modal Analysis Over An Aircraft Wing During Cruise SpeedSanjayNo ratings yet
- 6c Midterm StudyDocument15 pages6c Midterm StudyCote LeBlancNo ratings yet
- B.Tech First Year: Course Name: Engineering PhysicsDocument72 pagesB.Tech First Year: Course Name: Engineering PhysicsDhyey DESAIIINo ratings yet
- Rheology Notes Uitm InternetDocument2 pagesRheology Notes Uitm InternetYuchuk SatuNo ratings yet
- Physics Question Paper - Acadecraft !Document8 pagesPhysics Question Paper - Acadecraft !Amit Shrivastava100% (1)
- 4th-Qrtr-dll Gr.-9Document29 pages4th-Qrtr-dll Gr.-9harold carbonelNo ratings yet
- 3.2 Tubing Design PDFDocument116 pages3.2 Tubing Design PDFJohn CooperNo ratings yet
- Fluid PowerDocument88 pagesFluid PowerGabriel Ak100% (3)
- (PDF) Elasticity in Engineering MechanicsDocument1 page(PDF) Elasticity in Engineering Mechanicscelso0% (1)
- Finite Element Analysis of A Lifting Portable Offshore UnitDocument57 pagesFinite Element Analysis of A Lifting Portable Offshore UnitNoé InzunzaNo ratings yet
- DYNA6 Manual With ExamplesDocument227 pagesDYNA6 Manual With ExamplesDeepmalaJayesh100% (1)
- Whirling of Shaft Apparatus: Aim: DescriptionDocument2 pagesWhirling of Shaft Apparatus: Aim: Descriptionമാളിയേക്കൽചിതലൻ തോമസ് റോയ്No ratings yet
- BennettDocument271 pagesBennettLew MingNo ratings yet
- Lec02 Electron SpinDocument18 pagesLec02 Electron SpinanrrisNo ratings yet
- FEA Failure TheoryDocument3 pagesFEA Failure TheoryRamesh BammankattiNo ratings yet
- Particle Physics and Cosmology: Chapter OutlineDocument46 pagesParticle Physics and Cosmology: Chapter OutlineyoussefNo ratings yet
- PRACTICE SHEET - 02 (Physics)Document4 pagesPRACTICE SHEET - 02 (Physics)ABD 17No ratings yet
- Lug AnalysisDocument15 pagesLug AnalysisAfzalul Karim Nirvick0% (1)
- 5.interference of LightDocument5 pages5.interference of LightVarun dhawanNo ratings yet
- 506-002-01-05 - 흙막이보고서 (동내면 신촌리 581-4)Document125 pages506-002-01-05 - 흙막이보고서 (동내면 신촌리 581-4)byeby125No ratings yet
- Ab Ko Witz 1964 LecturesDocument122 pagesAb Ko Witz 1964 LecturesMaria Eduarda Felippe ChameNo ratings yet
- Thermal DiffusivityDocument3 pagesThermal DiffusivityPrincess_Ira_E_2471No ratings yet
- Eutectic Solution PDFDocument2 pagesEutectic Solution PDFMelissaNo ratings yet
- Exportar Páginas Meriam Kraige Engineering Mechanics Statics 7th TXTBKDocument1 pageExportar Páginas Meriam Kraige Engineering Mechanics Statics 7th TXTBKabrahamrv44No ratings yet
- Theorical TRANSLATION Official EnglishDocument28 pagesTheorical TRANSLATION Official EnglishnoobNo ratings yet
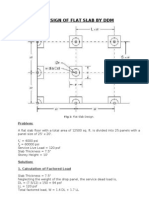
- Design of Flat Slab by DDMDocument16 pagesDesign of Flat Slab by DDMNafees Imitaz100% (1)
- Thermodiffusion - Soret EffectDocument35 pagesThermodiffusion - Soret EffectSalethCausilDurangoNo ratings yet
- Forced Response of Swirl Stabilized Flames in Hydrogen Enriched Gas TurbinesDocument129 pagesForced Response of Swirl Stabilized Flames in Hydrogen Enriched Gas TurbinesLi-An DingNo ratings yet
- Chem545 2016 PDFDocument192 pagesChem545 2016 PDFursml12No ratings yet