You might also like
- 강도계산프로그램Document16 pages강도계산프로그램심판자No ratings yet
- Gutter Design Calculations: Try Size WidthDocument2 pagesGutter Design Calculations: Try Size Width4geniecivil100% (1)
- Calculation Sheet: 71197 Design For Pile Cap - Two Piles PP DJM MVLDocument3 pagesCalculation Sheet: 71197 Design For Pile Cap - Two Piles PP DJM MVLbhaskardharani50% (2)
- Practical Task 2 BearingDocument2 pagesPractical Task 2 Bearingshirleyna saraNo ratings yet
- Vibration Analysis Category I (Level 1)Document9 pagesVibration Analysis Category I (Level 1)Choochart ThongnarkNo ratings yet
- ASTM D 6396 - 99 - Pipe Thread SealantsDocument5 pagesASTM D 6396 - 99 - Pipe Thread SealantsJoão Pedro MoreiraNo ratings yet
- 3m&6m&9m Pole Calculation - With Od Bts Slab-1Document12 pages3m&6m&9m Pole Calculation - With Od Bts Slab-1Pankaj SherwalNo ratings yet
- Annexure-B - Pile Cap DesignDocument32 pagesAnnexure-B - Pile Cap Designnikhil lokhandeNo ratings yet
- Larsen & Toubro Limited: ECC Division - EDRCDocument2 pagesLarsen & Toubro Limited: ECC Division - EDRCselva100% (1)
- Appendix 1 (E-W Beam)Document5 pagesAppendix 1 (E-W Beam)Sudhakar KrishnamurthyNo ratings yet
- Appendix 1 - (Curved Beam)Document5 pagesAppendix 1 - (Curved Beam)Sudhakar KrishnamurthyNo ratings yet
- 9m Pole CalculationDocument6 pages9m Pole CalculationPankaj SherwalNo ratings yet
- Torispherical Head Thickness: Refer Appendix 1-4 (D)Document2 pagesTorispherical Head Thickness: Refer Appendix 1-4 (D)Rajesh KumarNo ratings yet
- Two Way Slab DesignDocument4 pagesTwo Way Slab DesignKenneth Peña JavierNo ratings yet
- Cantilever SlabDocument7 pagesCantilever Slabankit kadamNo ratings yet
- 2000 MM 1900 MM: Check For Crack Width As Per Is 456-2000Document1 page2000 MM 1900 MM: Check For Crack Width As Per Is 456-2000karthikmr85No ratings yet
- Crack Width CalculationDocument3 pagesCrack Width Calculationasvenk309No ratings yet
- TM-CP1-PMT-0070 Att.4 - Strength Calculation For Bellows (Sample)Document13 pagesTM-CP1-PMT-0070 Att.4 - Strength Calculation For Bellows (Sample)jhunkujha11No ratings yet
- Calculation NoteDocument10 pagesCalculation NoteJay EvansNo ratings yet
- Crack Width Design - IS456-2000Document1 pageCrack Width Design - IS456-2000Nitesh SinghNo ratings yet
- Staircase Design FinalDocument18 pagesStaircase Design FinalSiddiqui RanaNo ratings yet
- Staircase Flight Deflection CheckDocument2 pagesStaircase Flight Deflection CheckShivaranjan HJNo ratings yet
- Design of Machine Elements Assignment 2 Roll 07Document6 pagesDesign of Machine Elements Assignment 2 Roll 07Sharthak GhoshNo ratings yet
- L & T Construction: Water, Smart World & Communication ICDocument12 pagesL & T Construction: Water, Smart World & Communication ICMUTHUKKUMARAMNo ratings yet
- Sytem eDocument43 pagesSytem eabet hilarioNo ratings yet
- EA - Design of Rectangular Beams With Compression Reinforcement ACI 318M-14 v1.0Document2 pagesEA - Design of Rectangular Beams With Compression Reinforcement ACI 318M-14 v1.0engrjassmaruizoNo ratings yet
- L2 - Beam DesignDocument17 pagesL2 - Beam DesignSubhash Adhikaramge100% (2)
- NewDocument77 pagesNewVarun ShahNo ratings yet
- PILE FDN - CentralDocument2 pagesPILE FDN - CentralNiranjan ShresthaNo ratings yet
- P/V '' Victoria'': Propulsion Shafting Dia + Engine Foundation CalculationDocument5 pagesP/V '' Victoria'': Propulsion Shafting Dia + Engine Foundation CalculationGEORGE SOLDATOSNo ratings yet
- 1000 MM 1500 MM: Check For Crack Width As Per Is 456-2000Document2 pages1000 MM 1500 MM: Check For Crack Width As Per Is 456-2000SHARDA CHANDRAKANTNo ratings yet
- 35M GRD Tower Design Report STCDocument10 pages35M GRD Tower Design Report STCEhtesham AliNo ratings yet
- 05 CalDocument53 pages05 Calnatarajan RavisankarNo ratings yet
- Design Check of Seismic Arrestor (Station)Document3 pagesDesign Check of Seismic Arrestor (Station)sesadimadennisNo ratings yet
- 4 - Abut StopperDocument4 pages4 - Abut Stoppersanjay vermaNo ratings yet
- V.A.S Design & Infra Consultants Pvt. LTD: Design of Base Plate and Anchor BoltDocument2 pagesV.A.S Design & Infra Consultants Pvt. LTD: Design of Base Plate and Anchor BoltPankaj SherwalNo ratings yet
- 03 CalDocument56 pages03 Calnatarajan RavisankarNo ratings yet
- 1 - Inputs: Project Name: Title of Report: 180xx R0yy Input Variable Name Units Symbol Value Formula & InformationDocument17 pages1 - Inputs: Project Name: Title of Report: 180xx R0yy Input Variable Name Units Symbol Value Formula & InformationSurya PratapNo ratings yet
- Calculation Sheet For Slug CatcherDocument12 pagesCalculation Sheet For Slug CatcherchumaNo ratings yet
- Design of Combined Footing (Cf1)Document3 pagesDesign of Combined Footing (Cf1)PraYush RajbhandariNo ratings yet
- Final Pile Design - ResultantDocument3 pagesFinal Pile Design - Resultantvishnumani3011No ratings yet
- UntitledDocument6 pagesUntitledmehrdad khoeiNo ratings yet
- Api - 650 Variable ThicknessDocument6 pagesApi - 650 Variable ThicknessMr IncognitoNo ratings yet
- EPS SlabPanelDocument2 pagesEPS SlabPanelJay EvansNo ratings yet
- Concret oDocument4 pagesConcret onelan dresNo ratings yet
- Steel Design Calculations From Loading ConditionsDocument5 pagesSteel Design Calculations From Loading ConditionsPrashant PatilNo ratings yet
- Triangle Beam B1Document6 pagesTriangle Beam B1sallysel90No ratings yet
- Pile Cap DesignDocument7 pagesPile Cap Designmrprabhu16No ratings yet
- General Data: Bending StessesDocument8 pagesGeneral Data: Bending Stessesprajakt_pieNo ratings yet
- RCC - Design - SLAB DEFLECTIONDocument43 pagesRCC - Design - SLAB DEFLECTIONPratikNo ratings yet
- Column Design2 (Final) PRINTDocument13 pagesColumn Design2 (Final) PRINTAashish MaharjanNo ratings yet
- Beam CB1 Beam Reinforcement Calculation: TOTAL LOAD, W' (W) (In KN/SQM)Document2 pagesBeam CB1 Beam Reinforcement Calculation: TOTAL LOAD, W' (W) (In KN/SQM)Er Shiva GuptaNo ratings yet
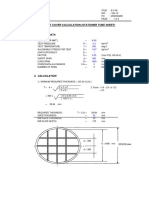
- Test Cover With Rib For OD 1741Document1 pageTest Cover With Rib For OD 1741Ahmad FaujiNo ratings yet
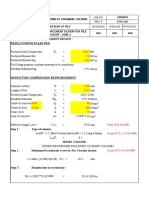
- Larsen & Toubro Limited: 2206-330Mw Combined Cycle Power Plant at PillaiperumanallurDocument6 pagesLarsen & Toubro Limited: 2206-330Mw Combined Cycle Power Plant at PillaiperumanallurAnand.5100% (1)
- BS8110 RC Beam DesignDocument2 pagesBS8110 RC Beam DesignDicky DjayadiNo ratings yet
- Element - 77 - 67-STELL STRUCTUREDocument22 pagesElement - 77 - 67-STELL STRUCTUREप्रतीक राज पण्डितNo ratings yet
- Design of R.C.C Chimney: Load at Base SectionDocument5 pagesDesign of R.C.C Chimney: Load at Base Sectionchirag mulchandaniNo ratings yet
- Pressure Part Calculation-Heater 1300-H01-REV.ADocument1 pagePressure Part Calculation-Heater 1300-H01-REV.AAshish PatelNo ratings yet
- MINING ENGINEERING II Applied Mathematics SolutionsDocument35 pagesMINING ENGINEERING II Applied Mathematics Solutionsronnel laurenteNo ratings yet
- VLF Radio Engineering: International Series of Monographs in Electromagnetic WavesFrom EverandVLF Radio Engineering: International Series of Monographs in Electromagnetic WavesNo ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- Understanding Asme Code Calculations-Pressure VesselsDocument100 pagesUnderstanding Asme Code Calculations-Pressure VesselsRamakrishnan SrinivasanNo ratings yet
- Shell Calculations NotesDocument35 pagesShell Calculations NotesRamakrishnan SrinivasanNo ratings yet
- Openings and ReinforcementsDocument41 pagesOpenings and ReinforcementsRamakrishnan SrinivasanNo ratings yet
- Nozzle Calculations: Understanding Asme Code Calculations-Pressure VesselsDocument28 pagesNozzle Calculations: Understanding Asme Code Calculations-Pressure VesselsRamakrishnan SrinivasanNo ratings yet
- Understanding Ped For Asme VesselsDocument33 pagesUnderstanding Ped For Asme VesselsRamakrishnan SrinivasanNo ratings yet
- External Pressure CalculationsDocument27 pagesExternal Pressure CalculationsRamakrishnan SrinivasanNo ratings yet
- Example-Simply Supported Laterally Unrestrained BeamDocument9 pagesExample-Simply Supported Laterally Unrestrained BeamBejan Claudiu100% (2)
- Structures of Aluminum Hydroxide PDFDocument35 pagesStructures of Aluminum Hydroxide PDFealcNo ratings yet
- Folio Kereta Solar 2Document19 pagesFolio Kereta Solar 2Anonymous 9soHe7I01lNo ratings yet
- Recent Developments in Computational Fracture Mechanics at CardiffDocument5 pagesRecent Developments in Computational Fracture Mechanics at CardiffSatya kaliprasad vangaraNo ratings yet
- Nyquist CriterionDocument14 pagesNyquist Criterionleorom1234No ratings yet
- New Final Assessment Tool Math 8Document11 pagesNew Final Assessment Tool Math 8mikko davidNo ratings yet
- Geotechnical Engineering Refresher Module PDFDocument5 pagesGeotechnical Engineering Refresher Module PDFjonilyn florentinoNo ratings yet
- UPDATED - 1st Semester MTA Schedule (Autumn Semester 2018)Document4 pagesUPDATED - 1st Semester MTA Schedule (Autumn Semester 2018)Soumi SenNo ratings yet
- Presentation 11Document40 pagesPresentation 11Anam ShoaibNo ratings yet
- AS358P E1 BCD SemiconductorDocument15 pagesAS358P E1 BCD SemiconductorDesperado Manogaran MNo ratings yet
- SOUND - Reporting (Science 5)Document8 pagesSOUND - Reporting (Science 5)Alexa Kyle R. CabunocNo ratings yet
- A Model of One Proton Emission From Deformed NucleiDocument17 pagesA Model of One Proton Emission From Deformed NucleiPrasad RavichandranNo ratings yet
- Cambridge International AS & A Level: PHYSICS 9702/42Document24 pagesCambridge International AS & A Level: PHYSICS 9702/42Công Phạm BáNo ratings yet
- Yadam Calendar - 15-16-Elective Physics-2Document11 pagesYadam Calendar - 15-16-Elective Physics-2api-260733680No ratings yet
- Quiz 1 SolutionDocument4 pagesQuiz 1 Solutionrahul84803No ratings yet
- Eog para Control de Silla de RuedasDocument6 pagesEog para Control de Silla de RuedasDario Emanuel Ripa CarrascoNo ratings yet
- Conservation of Energy Tutorial HomeworkDocument6 pagesConservation of Energy Tutorial Homeworkern97xjj100% (1)
- Geometric Aspects of Mapping Reference SurfacesDocument17 pagesGeometric Aspects of Mapping Reference SurfacesparagjduttaNo ratings yet
- Soil Mechanics Fomula SheetDocument7 pagesSoil Mechanics Fomula SheetKing EverestNo ratings yet
- Escaner de TunelesDocument2 pagesEscaner de TunelesDiana CristinaNo ratings yet
- Approach To Design, Modelling and Simulation of Multiple Effect EvaporatorsDocument7 pagesApproach To Design, Modelling and Simulation of Multiple Effect Evaporatorscemal gümrükçüoğluNo ratings yet
- ETSE Zeiss True Position Bore Pattern 10-2 UpdateDocument29 pagesETSE Zeiss True Position Bore Pattern 10-2 UpdateJuan Posada GNo ratings yet
- Perception of MotionDocument32 pagesPerception of MotionJoão Dos Santos MartinsNo ratings yet
- Sebp3612 19 01 AllDocument631 pagesSebp3612 19 01 AllJose CarmonaNo ratings yet
- DD 41 Manhole Flotation AnalysisDocument4 pagesDD 41 Manhole Flotation Analysislian9358No ratings yet
- Physics I Problems PDFDocument1 pagePhysics I Problems PDFBOSS BOSSNo ratings yet
- Grundfos Hydronic HandbookDocument65 pagesGrundfos Hydronic Handbooksasan49100% (2)