You might also like
- Analysis of formulas to calculate the AC resistance of different conductorsDocument21 pagesAnalysis of formulas to calculate the AC resistance of different conductorsjesus marquez arvaezNo ratings yet
- Magnetic Field of Air-Core ReactorsDocument8 pagesMagnetic Field of Air-Core Reactorshusa501100% (1)
- New 5Document9 pagesNew 5Kumar BipuNo ratings yet
- Design and Modelling of ECM Rifling ToolDocument5 pagesDesign and Modelling of ECM Rifling Tooldavid2404100% (2)
- 05 July 2013Document8 pages05 July 2013IJBSTRNo ratings yet
- Alstom - Magnetic Field of Air-Core Reactors-Causes Effects and SolutionsDocument8 pagesAlstom - Magnetic Field of Air-Core Reactors-Causes Effects and SolutionsdenfordmuNo ratings yet
- The Use of X-Ray Diffraction Peaks Profile Analysis To Define The Structural Condition of Elastically Stressed 09G2S SteelDocument6 pagesThe Use of X-Ray Diffraction Peaks Profile Analysis To Define The Structural Condition of Elastically Stressed 09G2S SteelВладимир ГуляевNo ratings yet
- A New Approach - MuslimMahardikaDocument15 pagesA New Approach - MuslimMahardikaheri suhud kustoyo100% (1)
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Imaging Molten Steel Flow Profiles: A Lancaster University Corus Uk LTDDocument10 pagesImaging Molten Steel Flow Profiles: A Lancaster University Corus Uk LTDMRNo ratings yet
- International Journal of Machine Tools & Manufacture: Guojun Zhang, Zhi Chen, Zhen Zhang, Yu Huang, Wuyi Ming, He LiDocument13 pagesInternational Journal of Machine Tools & Manufacture: Guojun Zhang, Zhi Chen, Zhen Zhang, Yu Huang, Wuyi Ming, He LiÐɤ Suman ChatterjeeNo ratings yet
- EEDMDocument5 pagesEEDMMedasani Gurusai ChowdaryNo ratings yet
- Materials 13 04871 v2Document14 pagesMaterials 13 04871 v2Ayush VermaNo ratings yet
- EDG Study Using Rotary Disk ElectrodeDocument9 pagesEDG Study Using Rotary Disk ElectrodeSarath ChandraNo ratings yet
- 5.ohmic FullDocument10 pages5.ohmic FullTJPRC PublicationsNo ratings yet
- Analysis of Formulas To Calculate The AC Resistance of Different Conductors'Document21 pagesAnalysis of Formulas To Calculate The AC Resistance of Different Conductors'Vlad AlexNo ratings yet
- Characterizing The Effects of Micro Electrical DisDocument6 pagesCharacterizing The Effects of Micro Electrical DisNguyễn Hữu PhấnNo ratings yet
- Comparative Fatigue Resistance of Overhead Conductors Made of Aluminium and Aluminium Alloy: Tests and AnalysisDocument10 pagesComparative Fatigue Resistance of Overhead Conductors Made of Aluminium and Aluminium Alloy: Tests and AnalysisAhmed ElsayedNo ratings yet
- Non-Destructive Electrical Methods To Determine The Quality of ConcreteDocument12 pagesNon-Destructive Electrical Methods To Determine The Quality of ConcreteRIDHO RISKI HADINo ratings yet
- Materials Processing Technology: ElsevierDocument7 pagesMaterials Processing Technology: ElsevierNguyễn Hữu PhấnNo ratings yet
- 3D Characterization of EBT Steel Sheet SurfacesDocument8 pages3D Characterization of EBT Steel Sheet Surfacesangelizer85No ratings yet
- 9A03708 Modern Manufacturing MethodsDocument4 pages9A03708 Modern Manufacturing MethodssivabharathamurthyNo ratings yet
- Author's Accepted ManuscriptDocument20 pagesAuthor's Accepted ManuscriptÐɤ Suman Chatterjee100% (1)
- Fracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With CrackDocument9 pagesFracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With Crackmade dwi payanaNo ratings yet
- Influence of ACSR Steel Core Permeability On Entire Conductor's Load ParametersDocument4 pagesInfluence of ACSR Steel Core Permeability On Entire Conductor's Load ParametersMustafa JobehNo ratings yet
- Rebar PDFDocument3 pagesRebar PDFGherda IulianNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Effect of Frequency On FatigueDocument10 pagesEffect of Frequency On FatigueMahadevan RNo ratings yet
- Material Removal by Arc Ablation: Robert H SturgesDocument6 pagesMaterial Removal by Arc Ablation: Robert H SturgesinventionjournalsNo ratings yet
- Residual Stress Modeling in Electric Discharge Machining (EDM) byDocument4 pagesResidual Stress Modeling in Electric Discharge Machining (EDM) byhasib_07No ratings yet
- AFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisDocument22 pagesAFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisBalu BhsNo ratings yet
- CIGRE Evaluation of Residual Mechanical Performance of Damaged Conductor StrandsDocument9 pagesCIGRE Evaluation of Residual Mechanical Performance of Damaged Conductor StrandsMalik Shoaib khalidNo ratings yet
- Sic Mos Trench SJ 122802Document9 pagesSic Mos Trench SJ 122802terry chenNo ratings yet
- Arshad Paper - EDMDocument7 pagesArshad Paper - EDMharshavardhan reddyNo ratings yet
- Machining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMDocument6 pagesMachining Characteristics of An RC-type Generator Circuit With An N-Channel MOSFET in Micro EDMgerdNo ratings yet
- Analysis of Response Variables in Ecm of Aluminium Metal Matrix Composite (Al, Sic) Using Doe and Gra MethodDocument8 pagesAnalysis of Response Variables in Ecm of Aluminium Metal Matrix Composite (Al, Sic) Using Doe and Gra MethodSandeep KumarNo ratings yet
- A Study of Influence of Electrochemical Process Parameters On The Material Removal Rate and Surface Roughness of SS AISI 304Document9 pagesA Study of Influence of Electrochemical Process Parameters On The Material Removal Rate and Surface Roughness of SS AISI 304Manu RavuriNo ratings yet
- Performance Criteria For Dissipative Steel Plate Shear Walls StructuresDocument8 pagesPerformance Criteria For Dissipative Steel Plate Shear Walls StructuresgiorgosantzelidisNo ratings yet
- Development of Axial Flux HTS Induction Motors: International Meeting of Electrical Engineering Research ENIINVIE-2012Document10 pagesDevelopment of Axial Flux HTS Induction Motors: International Meeting of Electrical Engineering Research ENIINVIE-2012Nilton Ramos EstebanNo ratings yet
- Article - Predicting The Effect of Field ShaperDocument8 pagesArticle - Predicting The Effect of Field ShaperdurgaraokamireddyNo ratings yet
- SI 2015 For LUPINDocument23 pagesSI 2015 For LUPINr_saniosNo ratings yet
- Selected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarDocument6 pagesSelected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarHusnainNo ratings yet
- Fracture Analysis of a Square Steel Tube Using Finite Element MethodDocument9 pagesFracture Analysis of a Square Steel Tube Using Finite Element MethodAlbert AlmeidaNo ratings yet
- Experimental and FE Modeling Investigation of Spot Welded Thin Steel SheetsDocument5 pagesExperimental and FE Modeling Investigation of Spot Welded Thin Steel SheetsSufyan Berinyuy WiysahnyuyNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- Edm ParametiDocument10 pagesEdm ParametiAjdinNo ratings yet
- Wedm MachiningDocument8 pagesWedm MachininglarryNo ratings yet
- Fatigue Notch Behavior of Gray Cast Iron: L. Collini, G. Nicoletto and E. RivaDocument8 pagesFatigue Notch Behavior of Gray Cast Iron: L. Collini, G. Nicoletto and E. RivaSSMNo ratings yet
- 5972-Article Text PDF-9730-1-10-20130718Document10 pages5972-Article Text PDF-9730-1-10-20130718Vjeran FurlanNo ratings yet
- Etasr 275Document5 pagesEtasr 275Triều Nguyễn NgọcNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Statistical Analysis of Process Parameters and MulDocument19 pagesStatistical Analysis of Process Parameters and MulVladNo ratings yet
- Metallurgical Characterization of Electrical Discharge Textured Roll SurfaceDocument8 pagesMetallurgical Characterization of Electrical Discharge Textured Roll Surfacevishalbhojak vishalbhojakNo ratings yet
- Comparative Study of White Layer Characteristics For StaticDocument12 pagesComparative Study of White Layer Characteristics For StaticShahid MehmoodNo ratings yet
- Strojniški Vestnik - Journal of Mechanical Engineering Volume (Year) No, StartPage-EndPageDocument8 pagesStrojniški Vestnik - Journal of Mechanical Engineering Volume (Year) No, StartPage-EndPageSamad NadNo ratings yet
- Electrochemical Microfabrication LabDocument8 pagesElectrochemical Microfabrication LabJeevan GNo ratings yet
- Aaes3202915 R1Document23 pagesAaes3202915 R1Dang MinhNo ratings yet
- Comparative Analysis of HV Cables Electrical CharacteristicsDocument4 pagesComparative Analysis of HV Cables Electrical CharacteristicsEduardo Alfredo LallaNo ratings yet
- 53 Palmstrom On RMi For Practical Use-1 PDFDocument23 pages53 Palmstrom On RMi For Practical Use-1 PDFCésar Cano MorenoNo ratings yet
- E-33 - Q in 2ndary Educ in Greece - SH - ICQME 2007Document11 pagesE-33 - Q in 2ndary Educ in Greece - SH - ICQME 2007Nikos VaxevanidisNo ratings yet
- E-38 - AWJM of TRIP Steels - MIT 2007 SloveniaDocument8 pagesE-38 - AWJM of TRIP Steels - MIT 2007 SloveniaNikos VaxevanidisNo ratings yet
- SANSON D'ABBEVILLE, Nicolas - 1686 - Ottoman Emp in AsiaDocument1 pageSANSON D'ABBEVILLE, Nicolas - 1686 - Ottoman Emp in AsiaNikos VaxevanidisNo ratings yet
- E-50 - Aeroengine Gearbox Design - BAPT 09 - P 595Document6 pagesE-50 - Aeroengine Gearbox Design - BAPT 09 - P 595Nikos VaxevanidisNo ratings yet
- Effect of Shot Peening on Surface Integrity and Tribological BehaviourDocument8 pagesEffect of Shot Peening on Surface Integrity and Tribological BehaviourNikos VaxevanidisNo ratings yet
- E-26 - Knowledge Based Systems Support in Micro-Manufacturing - 2006Document10 pagesE-26 - Knowledge Based Systems Support in Micro-Manufacturing - 2006Nikos VaxevanidisNo ratings yet
- Tabula Peutingeriana's Road Network of CreteDocument16 pagesTabula Peutingeriana's Road Network of CreteNikos VaxevanidisNo ratings yet
- Kiepert - Balkans Ca 1883 (Large)Document1 pageKiepert - Balkans Ca 1883 (Large)Nikos VaxevanidisNo ratings yet
- Medfract1 in Procedia Struct. IntegrityDocument8 pagesMedfract1 in Procedia Struct. IntegrityNikos VaxevanidisNo ratings yet
- Content ServerDocument13 pagesContent Serverwin1234onaNo ratings yet
- IMANE 2020 presentation - Reconstruction of aTAA - (ΕΛΚΕ)Document12 pagesIMANE 2020 presentation - Reconstruction of aTAA - (ΕΛΚΕ)Nikos VaxevanidisNo ratings yet
- The Clàsh The 0nly Band That MatteredDocument255 pagesThe Clàsh The 0nly Band That MatteredNikos VaxevanidisNo ratings yet
- WYLD, James - Ca 1854 BalkansDocument1 pageWYLD, James - Ca 1854 BalkansNikos VaxevanidisNo ratings yet
- MP Cat 56 - USDocument40 pagesMP Cat 56 - USNikos VaxevanidisNo ratings yet
- HW 2Document1 pageHW 2Nikos VaxevanidisNo ratings yet
- HW3Document1 pageHW3Nikos VaxevanidisNo ratings yet
- IMANE 2020 presentation - A computational wall mechanics study of an aTAA - (ΕΛΚΕ)Document6 pagesIMANE 2020 presentation - A computational wall mechanics study of an aTAA - (ΕΛΚΕ)Nikos VaxevanidisNo ratings yet
- HW3 SolDocument4 pagesHW3 SolNikos VaxevanidisNo ratings yet
- ME 363 Homework #1 Solution Control Chart and Gauge Capability AnalysisDocument4 pagesME 363 Homework #1 Solution Control Chart and Gauge Capability AnalysisNikos VaxevanidisNo ratings yet
- FAIM - 2020 - Procedia (FNL)Document8 pagesFAIM - 2020 - Procedia (FNL)Nikos VaxevanidisNo ratings yet
- E 363 Homework No. 1Document1 pageE 363 Homework No. 1Nikos VaxevanidisNo ratings yet
- Forming Project ManualDocument4 pagesForming Project ManualNikos VaxevanidisNo ratings yet
- A Neural Network-Assisted Finite Element Analysis of Cold Flat Rolling - 2008Document10 pagesA Neural Network-Assisted Finite Element Analysis of Cold Flat Rolling - 2008Nikos VaxevanidisNo ratings yet
- Explicit Versus Implicit FEM in Rolling - 1990 PDFDocument10 pagesExplicit Versus Implicit FEM in Rolling - 1990 PDFNikos VaxevanidisNo ratings yet
- Explicit Versus Implicit FEM in Rolling - 1990 PDFDocument10 pagesExplicit Versus Implicit FEM in Rolling - 1990 PDFNikos VaxevanidisNo ratings yet
- Tribology in Metal Rolling - Ann. CIRP, 49 (2) (2000)Document24 pagesTribology in Metal Rolling - Ann. CIRP, 49 (2) (2000)Nikos Vaxevanidis100% (1)
- Correlation of Surface Roughness Parameters With Operational Variables in Turning of A New Aluminum Matrix Steel Particulate Composite: A Multi-Parameter AnalysisDocument10 pagesCorrelation of Surface Roughness Parameters With Operational Variables in Turning of A New Aluminum Matrix Steel Particulate Composite: A Multi-Parameter AnalysisNikos VaxevanidisNo ratings yet
- Thyrotronic enDocument4 pagesThyrotronic enVladimirNo ratings yet
- Barney's Great Adventure - Barney Wiki - WikiaDocument2 pagesBarney's Great Adventure - Barney Wiki - WikiachefchadsmithNo ratings yet
- Recycle ProgramDocument2 pagesRecycle ProgramKaps BlazeNo ratings yet
- Studyguide TracksDocument75 pagesStudyguide TracksAnonymous FabB2WJl485% (13)
- Erasmus Rotterdam University MCDocument24 pagesErasmus Rotterdam University MCAndreea CroitoruNo ratings yet
- Explore the beaches and parks of Labuan IslandDocument2 pagesExplore the beaches and parks of Labuan IslandDudeNo ratings yet
- IGCSE Biology 4325 2H Mark SchemeDocument14 pagesIGCSE Biology 4325 2H Mark SchememuhajireenNo ratings yet
- 2008 Infosys Model QuestionsDocument23 pages2008 Infosys Model Questionsapi-3824713No ratings yet
- Is There Bitcoin Atm Mexicali Baja California - Google SearchDocument1 pageIs There Bitcoin Atm Mexicali Baja California - Google Searchannejessica396No ratings yet
- Pak AgingDocument34 pagesPak AgingDavid LopezNo ratings yet
- Understanding of AVO and Its Use in InterpretationDocument35 pagesUnderstanding of AVO and Its Use in Interpretationbrian_schulte_esp803100% (1)
- Week 7: Nurses Role in Disaster: Home Mitigation and PreparednessDocument10 pagesWeek 7: Nurses Role in Disaster: Home Mitigation and PreparednessRose Ann LacuarinNo ratings yet
- Zenopus ClassicDocument32 pagesZenopus Classicserenity42No ratings yet
- Computational Models For Trunk Trajectory Planning and Load Distribution: A Test-Bed For Studying Various Clinical Adaptation and Motor Control Strategies of Low Back Pain PatientsDocument13 pagesComputational Models For Trunk Trajectory Planning and Load Distribution: A Test-Bed For Studying Various Clinical Adaptation and Motor Control Strategies of Low Back Pain PatientsOTorresGonzalezNo ratings yet
- Load-Out and Sea-Fastening ProcedureDocument17 pagesLoad-Out and Sea-Fastening ProcedureAdaghara100% (2)
- NPT Pipe Thread Sizes and TapersDocument1 pageNPT Pipe Thread Sizes and TapersRajesh J BharadwajNo ratings yet
- Physics Formulas and Symbols: Physics I Symbol FormulaDocument5 pagesPhysics Formulas and Symbols: Physics I Symbol Formulakaparthy100% (9)
- Normal Distribution PortfolioDocument6 pagesNormal Distribution Portfoliosophia harris100% (1)
- 4jj1tybw01 Spec Sheet PDFDocument10 pages4jj1tybw01 Spec Sheet PDFcpaolinodNo ratings yet
- Chemistry of Food Changes During Storage: Group 7Document22 pagesChemistry of Food Changes During Storage: Group 7Sonny MichaelNo ratings yet
- Sponge BobDocument4 pagesSponge BobchabriesNo ratings yet
- Well Rounded.: 360 CassetteDocument12 pagesWell Rounded.: 360 CassetteMonty Va Al MarNo ratings yet
- Category D Fluid ServiceDocument2 pagesCategory D Fluid Serviceaslam.ambNo ratings yet
- IRRIGATION ENGINEERING MCQDocument40 pagesIRRIGATION ENGINEERING MCQpriya dharshini100% (1)
- The Image of The CityDocument17 pagesThe Image of The CityMay Rose ParagasNo ratings yet
- Common Mistakes in Dimensional Calibration MethodsDocument16 pagesCommon Mistakes in Dimensional Calibration MethodssujudNo ratings yet
- 4 Floral ClockDocument4 pages4 Floral ClockmiguelibasterNo ratings yet
- Reverse Phrase Action Camera LightsDocument40 pagesReverse Phrase Action Camera LightsDINDO AzucenaNo ratings yet
- Midwifery All Year ProgramDocument3 pagesMidwifery All Year Programfiraol mokonnenNo ratings yet
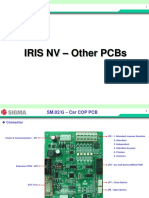
- 07 IRIS NV PCB OtherDocument15 pages07 IRIS NV PCB OtherArnaldo cordovaNo ratings yet