You might also like
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Process Plant Design - Training Course - Day 1 - 23 Dec 2017 PDFDocument77 pagesProcess Plant Design - Training Course - Day 1 - 23 Dec 2017 PDFNgàyMưaNo ratings yet
- Pump Sizing and Selection Made Easy - Chemical Engineering - Page 1Document8 pagesPump Sizing and Selection Made Easy - Chemical Engineering - Page 1Nelson LawrenceNo ratings yet
- K PR 00 DSC 001 1 Process DescriptionDocument14 pagesK PR 00 DSC 001 1 Process DescriptionvahidforoughiNo ratings yet
- Basic process design requirements and criteriaDocument23 pagesBasic process design requirements and criteriaNguyen Anh Tung100% (1)
- Preparation of LC and LG ArrangementDocument13 pagesPreparation of LC and LG ArrangementPinjala AnoopNo ratings yet
- Pressure Relief Valve Spec SheetDocument1 pagePressure Relief Valve Spec Sheetanamaria ursuNo ratings yet
- BLOWDOWN AND VENT STUDYDocument238 pagesBLOWDOWN AND VENT STUDYUmair A. KhanNo ratings yet
- Perforated Pipe Distributor Sizing CalculationsDocument26 pagesPerforated Pipe Distributor Sizing CalculationspelotoNo ratings yet
- 1231 de 00 DC PCJ 001 01Document33 pages1231 de 00 DC PCJ 001 01Hamid MansouriNo ratings yet
- Norsok Standard Process SystemsDocument131 pagesNorsok Standard Process SystemsJohnNo ratings yet
- Jump Start Aspen HYSYS V8Document29 pagesJump Start Aspen HYSYS V8hayfronbsterNo ratings yet
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDocument7 pagesSimulation of Liquefied Petroleum Gas LPG Producti PDFfarshadNo ratings yet
- High Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresDocument9 pagesHigh Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresPaco100% (1)
- ChemicalEngineering Che December-2023Document44 pagesChemicalEngineering Che December-2023Antonio Mungioli100% (1)
- Wet Air Oxidation of Aqueous WastesDocument27 pagesWet Air Oxidation of Aqueous WastesSudeep MukherjeeNo ratings yet
- Project Client: Pt. Caltex Pacific Indonesia Discipline: Process Engineering Subject: Deliverable List & Manhour EstimateDocument3 pagesProject Client: Pt. Caltex Pacific Indonesia Discipline: Process Engineering Subject: Deliverable List & Manhour EstimateElias EliasNo ratings yet
- 3210-8110-PD-0004 - Rev A1 - Process Engineering Design GuidelineDocument23 pages3210-8110-PD-0004 - Rev A1 - Process Engineering Design Guidelinebalaji krishnanNo ratings yet
- Pure Blue H2o Replacement GuideDocument16 pagesPure Blue H2o Replacement GuideupinderNo ratings yet
- High Integrity Protective SystemsDocument9 pagesHigh Integrity Protective SystemsAbhiyan Anala ArvindNo ratings yet
- Dewatering Column AA Grade MethanolDocument15 pagesDewatering Column AA Grade MethanolIrma BrennanNo ratings yet
- Linan Dehydration UnitDocument49 pagesLinan Dehydration UnitAndrew ArNo ratings yet
- Design Part 3 - Sizing Orifices and PipingDocument11 pagesDesign Part 3 - Sizing Orifices and PipingtrebsantiaNo ratings yet
- Ge312-1121 Columns - DrumDocument20 pagesGe312-1121 Columns - DrumDiarista Thoma SaputraNo ratings yet
- Process Calculation Sheet Tag No.: 1. PurposeDocument10 pagesProcess Calculation Sheet Tag No.: 1. PurposeAJAY1381No ratings yet
- Calculation Note: XXXXX-F-MC-XXXDocument42 pagesCalculation Note: XXXXX-F-MC-XXXaalejandro251108No ratings yet
- (C Pi LST 0001 Rev.0) C Pi LST 0001 - 0 (Line List)Document207 pages(C Pi LST 0001 Rev.0) C Pi LST 0001 - 0 (Line List)Harender SinghNo ratings yet
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument10 pagesEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddNo ratings yet
- 04454H45-14-DB-0001 Rev0Document9 pages04454H45-14-DB-0001 Rev0garciahoNo ratings yet
- PSV D-103Document24 pagesPSV D-103DIANTORONo ratings yet
- Control Valve Data Sheet Form S20 50 PDFDocument4 pagesControl Valve Data Sheet Form S20 50 PDFPanner2009No ratings yet
- 11-3085 Energy Analyzer Jump StartDocument26 pages11-3085 Energy Analyzer Jump StartOmesh BoroleNo ratings yet
- HYDRAULIC Original - From TechnipDocument27 pagesHYDRAULIC Original - From TechnipGoutam GiriNo ratings yet
- Scrubbing Tower DesignDocument10 pagesScrubbing Tower DesignPrathmesh GujaratiNo ratings yet
- Process Design: Norsok StandardDocument27 pagesProcess Design: Norsok StandardJason ThomasNo ratings yet
- Calculation Sheet For Flares: User Supplied Inputs (Grey Cells)Document1 pageCalculation Sheet For Flares: User Supplied Inputs (Grey Cells)grabettyNo ratings yet
- Parsons Legacy Line Sizing Program Design GuideDocument10 pagesParsons Legacy Line Sizing Program Design Guidec_nghiaNo ratings yet
- Ruwais Refinery Expansion Feed Project Feed: PhaseDocument9 pagesRuwais Refinery Expansion Feed Project Feed: PhaseAjit ParanjpeNo ratings yet
- 541-PC-1002 Utility Consumption Summary1Document3 pages541-PC-1002 Utility Consumption Summary1svnaik14No ratings yet
- Reaction Technologies: ThreeDocument31 pagesReaction Technologies: ThreeProcess EngineerNo ratings yet
- Automation Engineering Practice For Pressure Definitions: AEP-32e 13 January 2010Document25 pagesAutomation Engineering Practice For Pressure Definitions: AEP-32e 13 January 2010arraziy fauzanNo ratings yet
- Unit Operations Thumb RulesDocument9 pagesUnit Operations Thumb RuleshibhavuNo ratings yet
- Gbhe-Peg-015 Practical Guide On The Reduction of DiscDocument87 pagesGbhe-Peg-015 Practical Guide On The Reduction of DiscjrfmlNo ratings yet
- 05 FS GduDocument18 pages05 FS GduAnonymous O0lyGOShYGNo ratings yet
- Design To Capacity Vip Workshop ReportDocument86 pagesDesign To Capacity Vip Workshop ReportEmad El Gebesy100% (2)
- Jihar Stage 3 Project: HPC Contract No: HPC/08-06 Petrofac Job No: JI-191Document2 pagesJihar Stage 3 Project: HPC Contract No: HPC/08-06 Petrofac Job No: JI-191HarryBouterNo ratings yet
- DS-21-J-0026 - 2 TPCDR Approved PDFDocument40 pagesDS-21-J-0026 - 2 TPCDR Approved PDFsumant.c.singh1694No ratings yet
- Distillation PDFDocument6 pagesDistillation PDFAmit SawantNo ratings yet
- Toyo 56-87Document123 pagesToyo 56-87Yuda SatriaNo ratings yet
- Centrifugal Pumps JGC JEPGDocument264 pagesCentrifugal Pumps JGC JEPGVuong BuiNo ratings yet
- Wed Apr 08 12:32:21 2020 Case: TEG SIMULATION - HSC Flowsheet: Case (Main)Document1 pageWed Apr 08 12:32:21 2020 Case: TEG SIMULATION - HSC Flowsheet: Case (Main)IBIKUNLENo ratings yet
- Guide Document GE P312 4.1.2 I General ConsiderationsDocument31 pagesGuide Document GE P312 4.1.2 I General ConsiderationsDiarista Thoma SaputraNo ratings yet
- Dynamic Modeling of Heat Exchanger Tube RaptureDocument20 pagesDynamic Modeling of Heat Exchanger Tube RaptureRajesh NimmakayalaNo ratings yet
- Operating case simulation and hydraulic calculationDocument2 pagesOperating case simulation and hydraulic calculationsri9987No ratings yet
- What Pressure Relief Really MeansDocument6 pagesWhat Pressure Relief Really MeansWeam IssaNo ratings yet
- SEL-TBD-O-CA-001 R0 Process Simulation Report SignedDocument12 pagesSEL-TBD-O-CA-001 R0 Process Simulation Report Signedahmad santosoNo ratings yet
- TO-HQ-02-001 - 01 Interface DocumentDocument26 pagesTO-HQ-02-001 - 01 Interface DocumentKthiri WaelNo ratings yet
- MC20005-WHP-WI-P-0114 Liquid Seal Pot Datasheet Work Instruction - RevD1Document8 pagesMC20005-WHP-WI-P-0114 Liquid Seal Pot Datasheet Work Instruction - RevD1nguyenmainamNo ratings yet
- Mechanical Engineering Gate 2010 Papers With Solution PDFDocument12 pagesMechanical Engineering Gate 2010 Papers With Solution PDFCristinaNo ratings yet
- DDG-T-P-03210 Emergency Shutdown Process and Operations PhilosophyDocument27 pagesDDG-T-P-03210 Emergency Shutdown Process and Operations PhilosophyCristinaNo ratings yet
- DDG-T-P-03310 Condensate StripperDocument11 pagesDDG-T-P-03310 Condensate StripperCristinaNo ratings yet
- 61404U JI N°x - Process Guidlines For PRV Design - Rev0Document26 pages61404U JI N°x - Process Guidlines For PRV Design - Rev0CristinaNo ratings yet
- On The Ability of Pem Water Electrolysers To Provide Power Grid ServicesDocument36 pagesOn The Ability of Pem Water Electrolysers To Provide Power Grid ServicesCristinaNo ratings yet
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
- Mechanical Engineering Gate 2010 Papers With Solution PDFDocument12 pagesMechanical Engineering Gate 2010 Papers With Solution PDFCristinaNo ratings yet
- Fundamentals of Pumps: Types and OverviewDocument25 pagesFundamentals of Pumps: Types and OverviewCristinaNo ratings yet
- Mechanical Engineering Gate 2010 Papers With Solution PDFDocument12 pagesMechanical Engineering Gate 2010 Papers With Solution PDFCristinaNo ratings yet
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
- Evaluation of Mixtures of Sulfonate and Phenate as Lube Oil AdditivesDocument13 pagesEvaluation of Mixtures of Sulfonate and Phenate as Lube Oil AdditivesCristinaNo ratings yet
- General Guidelines For Distillation Column PDFDocument23 pagesGeneral Guidelines For Distillation Column PDFAhmed HassanNo ratings yet
- The Microstructure of Calcium Sulfonate Complex Lubricating Grease and Its Change in The Presence of WaterDocument9 pagesThe Microstructure of Calcium Sulfonate Complex Lubricating Grease and Its Change in The Presence of WaterCristinaNo ratings yet
- Fundamental of Pumps PDFDocument25 pagesFundamental of Pumps PDFrutvikNo ratings yet
- Numero Di WeberDocument16 pagesNumero Di WeberCristinaNo ratings yet
- ACS Liquid Liquid Coalescer Design ManualDocument20 pagesACS Liquid Liquid Coalescer Design ManualEdgar FieldNo ratings yet
- f82513 Ssa Eng Pcs Rep0002 E - 0 Cal Pgls Validation ReportDocument44 pagesf82513 Ssa Eng Pcs Rep0002 E - 0 Cal Pgls Validation ReportCristinaNo ratings yet
- AZEOTROPIC DATA (Advances in Chemistry Volume 6) PDFDocument331 pagesAZEOTROPIC DATA (Advances in Chemistry Volume 6) PDFSachikanta PradhanNo ratings yet
- Configuring Your Mixer: FIGURE 1. Center-Mounted Mixer in An Unbaffled Cylindrical TankDocument5 pagesConfiguring Your Mixer: FIGURE 1. Center-Mounted Mixer in An Unbaffled Cylindrical TankCristinaNo ratings yet
- GESP-FAC-EP-008-ConocoPhilips-Separator Sizing GuidelineDocument70 pagesGESP-FAC-EP-008-ConocoPhilips-Separator Sizing GuidelineCristinaNo ratings yet
- Variable Frequency Drive Based On Load CharacteristicsDocument6 pagesVariable Frequency Drive Based On Load CharacteristicsarisNo ratings yet
- Changing Landscape and Ecotourism Development in A Large Dam SiteDocument16 pagesChanging Landscape and Ecotourism Development in A Large Dam Siteವಿನಯ್ ಎಮ್. ಆರ್No ratings yet
- 05.G. Before Takeoff CheckDocument4 pages05.G. Before Takeoff CheckUDAYAPRAKASH RANGASAMYNo ratings yet
- 4.2 - Traditional Double-Walled HapaDocument25 pages4.2 - Traditional Double-Walled HapaThakur VeeruNo ratings yet
- Module 2 Chem 1Document25 pagesModule 2 Chem 1melissa cabreraNo ratings yet
- Juxtaposition and Non Motion Varese BridDocument13 pagesJuxtaposition and Non Motion Varese BridIvan Eiji Yamauchi SimurraNo ratings yet
- Maha VairocanaDocument8 pagesMaha VairocanaDavid Moerler100% (3)
- Aula 4 - Wooten - Organizational FieldsDocument28 pagesAula 4 - Wooten - Organizational FieldsferreiraccarolinaNo ratings yet
- Principles of Marketing - Product, Service and Experience DifferencesDocument26 pagesPrinciples of Marketing - Product, Service and Experience DifferencesVivien Leigh LopezNo ratings yet
- Platelets & Blood Clotting: The Hemostasis ProcessDocument34 pagesPlatelets & Blood Clotting: The Hemostasis ProcesssamayaNo ratings yet
- Rate Constant Determination 2Document8 pagesRate Constant Determination 2Divya UpadhyayNo ratings yet
- Bronchiolitis A Practical Approach For The General RadiologistDocument42 pagesBronchiolitis A Practical Approach For The General RadiologistTara NareswariNo ratings yet
- GTA San Andreas CheatDocument9 pagesGTA San Andreas CheatHatta YanuarNo ratings yet
- Aircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionDocument146 pagesAircraft Control Systems, Basic Construction, Wing and Fuselage ConstructionTAMILSELVAM NALLUSAMYNo ratings yet
- Autocad Lab ManualDocument84 pagesAutocad Lab ManualRaghu RamNo ratings yet
- ZTE UMTS KPI Optimization Analysis Guide V1 1 1Document62 pagesZTE UMTS KPI Optimization Analysis Guide V1 1 1GetitoutLetitgo100% (1)
- Sample Only Do Not Reproduce: Trench Rescue Incident Organizational BoardDocument1 pageSample Only Do Not Reproduce: Trench Rescue Incident Organizational BoardLuis Diaz CerdanNo ratings yet
- HymssheetDocument4 pagesHymssheettoby_wardmanNo ratings yet
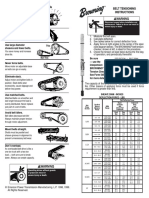
- Browning Belt Tension GaugeDocument2 pagesBrowning Belt Tension GaugeJasperken2xNo ratings yet
- Dip HenyDocument60 pagesDip HenyJinn Tanakrit HansuranantNo ratings yet
- Buckling TestDocument11 pagesBuckling Testsharusli100% (1)
- The Practical Welding EngineerDocument154 pagesThe Practical Welding EngineerMohamed Atef0% (1)
- Audit Keselamatan Jalan Pada Jalan Yogyakarta-Purworejo KM 35-40, Kulon Progo, YogyakartaDocument10 pagesAudit Keselamatan Jalan Pada Jalan Yogyakarta-Purworejo KM 35-40, Kulon Progo, YogyakartaSawaluddin SawalNo ratings yet
- Air Sentry - Energy Statement App 3 Dessicant and Filters PDFDocument20 pagesAir Sentry - Energy Statement App 3 Dessicant and Filters PDFEsteban Fernando Meza IbacetaNo ratings yet
- Simply Supported Beam ReactionsDocument4 pagesSimply Supported Beam ReactionsRushi TutorNo ratings yet
- Ahmed Ali Alshehri Mobile 00966-508-217284 Address: P.O.Box 70132 Zipcode:31952 Riyadh Street, Al-Khobar, Saudi ArabiaDocument9 pagesAhmed Ali Alshehri Mobile 00966-508-217284 Address: P.O.Box 70132 Zipcode:31952 Riyadh Street, Al-Khobar, Saudi ArabiaShah KhalidNo ratings yet
- Fiber Crops - FlaxDocument33 pagesFiber Crops - Flaxmalath bashNo ratings yet
- Water Spray Nozzle: Fire Fighting Equipment Data SheetDocument7 pagesWater Spray Nozzle: Fire Fighting Equipment Data SheetJosef MadronaNo ratings yet
- Tcgbutopia G8Document216 pagesTcgbutopia G8faffsNo ratings yet
- Path Loss Models and Wireless Propagation EffectsDocument17 pagesPath Loss Models and Wireless Propagation EffectsAhsan RafiqNo ratings yet
- Essay Writing-PTEDocument13 pagesEssay Writing-PTEAnita GajjarNo ratings yet