You might also like
- Digifort HTTP API 1.10.0 (7.4.0.0)Document390 pagesDigifort HTTP API 1.10.0 (7.4.0.0)cristian espinozaNo ratings yet
- Summative Test Science Grade 5 Quarter 3Document2 pagesSummative Test Science Grade 5 Quarter 3Soru Granale Balingbing78% (18)
- MU Heat Transfer Rev 1Document71 pagesMU Heat Transfer Rev 1Charles Arthel ReyNo ratings yet
- Heat Transfer and Variable Loads Sept 2017 Rev 6 PresentationDocument49 pagesHeat Transfer and Variable Loads Sept 2017 Rev 6 PresentationFritzel OyaoNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- S42 MCDocument241 pagesS42 MCAnonymous 8rb48tZS100% (3)
- 10-mL Retort Instruction ManualDocument16 pages10-mL Retort Instruction ManualGarcia ManuelNo ratings yet
- Heat & Mass Transfer - M4 - Cond HT-2-3Document53 pagesHeat & Mass Transfer - M4 - Cond HT-2-3katethekat2.0No ratings yet
- Flow Over Flat PlateDocument21 pagesFlow Over Flat PlateNehilNo ratings yet
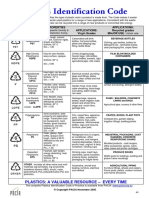
- Plastic Identification CodesDocument1 pagePlastic Identification CodesMuhammad Adnan HafeezNo ratings yet
- Chap5 Design Specification Column D-101Document10 pagesChap5 Design Specification Column D-101Liew KahJiannNo ratings yet
- Heat Transfer. Heat Loss From A Pipe in An Oudoor Location (This File Is in Working)Document65 pagesHeat Transfer. Heat Loss From A Pipe in An Oudoor Location (This File Is in Working)vyrgoNo ratings yet
- Addition of FilmsDocument8 pagesAddition of FilmsengrdharmyNo ratings yet
- Capacity 1/6 HP Refrigerant R-134a Type ReciprocatingDocument15 pagesCapacity 1/6 HP Refrigerant R-134a Type ReciprocatingKapina A. RAsulNo ratings yet
- Asignación 2.costo de OperaciónDocument7 pagesAsignación 2.costo de OperaciónKike BayonaNo ratings yet
- Dropwise and Flimwise CondensationDocument12 pagesDropwise and Flimwise CondensationAbhishek AnandNo ratings yet
- All Machines l0 PDFDocument10 pagesAll Machines l0 PDFAlan TabourianNo ratings yet
- Dokumen - Tips Pipe Insulation THK Calculation 55846188ba816Document9 pagesDokumen - Tips Pipe Insulation THK Calculation 55846188ba816Diksha surekaNo ratings yet
- Super ConductoresDocument11 pagesSuper ConductoresJoel MoraNo ratings yet
- Rotary Evaporators: RE100-ProDocument5 pagesRotary Evaporators: RE100-Prolusoegyi 1919No ratings yet
- Glass Transition TemperatureDocument16 pagesGlass Transition TemperatureAnuNo ratings yet
- Insulation and RefractoriesDocument42 pagesInsulation and RefractoriesGH Eco RJNo ratings yet
- Ceramic OcwDocument30 pagesCeramic OcwZain AhmedNo ratings yet
- Heat Gain CalculationsDocument17 pagesHeat Gain CalculationsPrabu RajaNo ratings yet
- @kiln LectureDocument5 pages@kiln Lectureindika lakmalNo ratings yet
- SUEZ ANZ Plastics Identification CodeDocument1 pageSUEZ ANZ Plastics Identification Codesurya saputraNo ratings yet
- Data 1Document4 pagesData 1Muharram SeptionoNo ratings yet
- FINAL Chapter 6 Conical Dryer 1Document16 pagesFINAL Chapter 6 Conical Dryer 1Milton Dels RosaNo ratings yet
- Lecture No. 3 ProblemsDocument4 pagesLecture No. 3 Problemspriyadarshini212007No ratings yet
- Assignment 2Document3 pagesAssignment 2manoj kumar mahapatraNo ratings yet
- Reactors and Separations Design Project Production of CumeneDocument7 pagesReactors and Separations Design Project Production of CumeneAli RahimiNo ratings yet
- Heat Transfer. Heat Loss From A Pipe in An Indoor Location (This File Is in Working)Document60 pagesHeat Transfer. Heat Loss From A Pipe in An Indoor Location (This File Is in Working)vyrgoNo ratings yet
- Summer Reassessment PEP030N - Coursework 2005/06: Group ProjectDocument3 pagesSummer Reassessment PEP030N - Coursework 2005/06: Group ProjectYubelgxNo ratings yet
- Me 4210 Manufacturing Processes and EngineeringDocument4 pagesMe 4210 Manufacturing Processes and EngineeringAli ŞimşekNo ratings yet
- Project 12Document10 pagesProject 12Aeman GalalyNo ratings yet
- Ti Keranol Ve 110 424k enDocument3 pagesTi Keranol Ve 110 424k enPoliana PolyNo ratings yet
- Solved Question Paper - HTDocument9 pagesSolved Question Paper - HTRobin JohnyNo ratings yet
- 165-14 - Instructions Retorta para CutingDocument17 pages165-14 - Instructions Retorta para CutingJuan SersopulosNo ratings yet
- MODULE 1 Conduction Through Plane Wall & Composite Plane WallsDocument5 pagesMODULE 1 Conduction Through Plane Wall & Composite Plane WallsFamela GadNo ratings yet
- Documents - MX API RP 42 EspanolDocument17 pagesDocuments - MX API RP 42 EspanolHenryNo ratings yet
- Ref Design Ice Plant Cold StorageDocument24 pagesRef Design Ice Plant Cold StorageTheodore VilaNo ratings yet
- Rotary Evaporators (Pilot-Plant 10L 20L)Document24 pagesRotary Evaporators (Pilot-Plant 10L 20L)Summer QNo ratings yet
- Freeze Drier Design Medyo Di Pa FinalDocument15 pagesFreeze Drier Design Medyo Di Pa FinalTristan ArciagaNo ratings yet
- Glass ConductivityDocument7 pagesGlass ConductivityJAVED AKHTAR REG.2020 UET NFC FD ELECT 76.No ratings yet
- High Density Polyethylene (Hdpe)Document38 pagesHigh Density Polyethylene (Hdpe)Goutam AbbadNo ratings yet
- Assignment #4Document27 pagesAssignment #4Looqman Al-HarahshehNo ratings yet
- Compare Cooling Effect of Different Working Fluid PDFDocument5 pagesCompare Cooling Effect of Different Working Fluid PDFMuhammad HassanNo ratings yet
- Graphite FoamsDocument59 pagesGraphite Foamsvkr91@yahoo.comNo ratings yet
- Nu+Con CHP 9-9thDocument2 pagesNu+Con CHP 9-9thkaleemNo ratings yet
- Injection MoldingDocument50 pagesInjection MoldingRetroKratNo ratings yet
- Energy Services: Dr. Robert WimmerDocument42 pagesEnergy Services: Dr. Robert WimmerBuddhi Raj SharmaNo ratings yet
- Uny Marine HsDocument2 pagesUny Marine Hsuocmogiandi_aNo ratings yet
- TDS Antifrogen N EnglishDocument7 pagesTDS Antifrogen N EnglishMartín BaezaNo ratings yet
- Bata Lapisan Plester Busa KakuDocument3 pagesBata Lapisan Plester Busa KakuIccangNo ratings yet
- L A K L A K L T RA T Q K K L K L Q T L: Fig. Question 1 Fig. Question 2 Fig. Question 3Document2 pagesL A K L A K L T RA T Q K K L K L Q T L: Fig. Question 1 Fig. Question 2 Fig. Question 3Bi100% (1)
- Technical Information Huizhou Jincheng: Epoxy Resin 318AB-7TDocument2 pagesTechnical Information Huizhou Jincheng: Epoxy Resin 318AB-7TyiraldyNo ratings yet
- MSG - CrystallizerDocument22 pagesMSG - Crystallizerkennethmsoriano100% (2)
- 4.0 Experiment Equipment: Stopwatch Vernier CaliperDocument8 pages4.0 Experiment Equipment: Stopwatch Vernier CaliperDaniel LauNo ratings yet
- Lexan ConductivityDocument7 pagesLexan ConductivityJAVED AKHTAR REG.2020 UET NFC FD ELECT 76.No ratings yet
- Lesson 1b Solution To Example ProblemsDocument7 pagesLesson 1b Solution To Example ProblemsJAYSON VERANONo ratings yet
- Araldite F, HY 905, DY 040, DY 061Document8 pagesAraldite F, HY 905, DY 040, DY 061yasir127No ratings yet
- HDPE Pipes MichelangeloDocument58 pagesHDPE Pipes MichelangeloAleksa CavicNo ratings yet
- Haxan Resume 2Document2 pagesHaxan Resume 2Asad UllahNo ratings yet
- Fluid PBLA ReportDocument15 pagesFluid PBLA ReportAsad UllahNo ratings yet
- Fluid PBLA ReportDocument15 pagesFluid PBLA ReportAsad UllahNo ratings yet
- Fypd Imm FinDocument57 pagesFypd Imm FinAsad UllahNo ratings yet
- Double Pipe Heat Exchanger: Open Ended Lab Lab Report NoDocument10 pagesDouble Pipe Heat Exchanger: Open Ended Lab Lab Report NoAsad UllahNo ratings yet
- Heater BandsDocument1 pageHeater BandsAsad UllahNo ratings yet
- LEC#4Document41 pagesLEC#4Asad UllahNo ratings yet
- Character EducationDocument20 pagesCharacter EducationAsad UllahNo ratings yet
- ThermoDocument8 pagesThermoAsad UllahNo ratings yet
- Question For FluidDocument4 pagesQuestion For FluidAsad UllahNo ratings yet
- Lab Report # 10 Four Stroke Diesel Engine: Diesel Engine, Any Internal-Combustion Engine in Which Air Is Compressed To ADocument3 pagesLab Report # 10 Four Stroke Diesel Engine: Diesel Engine, Any Internal-Combustion Engine in Which Air Is Compressed To AAsad UllahNo ratings yet
- Week 1Document18 pagesWeek 1Asad UllahNo ratings yet
- Chapter 3-Compression MembersDocument41 pagesChapter 3-Compression MembersGamtesa EjetaNo ratings yet
- 02lecture ReservoirsDocument36 pages02lecture Reservoirsdeivarajeshkrishna50% (2)
- Diploma in Ethical Hacking - Syllabus - Hacking ClubDocument33 pagesDiploma in Ethical Hacking - Syllabus - Hacking ClubWaseem AkramNo ratings yet
- Abreviacoes (Extensoes)Document15 pagesAbreviacoes (Extensoes)luizdionysioNo ratings yet
- CH 29 Gestion Des Clients RéseauDocument36 pagesCH 29 Gestion Des Clients RéseauSalah AllouchiNo ratings yet
- Introduction To CAD CAM MasterCAMDocument28 pagesIntroduction To CAD CAM MasterCAMMuhammad TausiqueNo ratings yet
- Lower Load Is More Effective Than Higher Load.17Document7 pagesLower Load Is More Effective Than Higher Load.17Fabiano LacerdaNo ratings yet
- A Comparative Study of Bs8110 and Eurocode 2 Standards For Design of A Continuous Reinforced Concrete BeamDocument10 pagesA Comparative Study of Bs8110 and Eurocode 2 Standards For Design of A Continuous Reinforced Concrete BeamHồ Anh PhiNo ratings yet
- Law of Collision Air Track or Demonstration TrackDocument5 pagesLaw of Collision Air Track or Demonstration TrackJose Galvan100% (1)
- Economics 201b Spring 2010 Problem Set 4 SolutionsDocument15 pagesEconomics 201b Spring 2010 Problem Set 4 SolutionsgizNo ratings yet
- Visit Braindump2go and Download Full Version 200-301 Exam DumpsDocument4 pagesVisit Braindump2go and Download Full Version 200-301 Exam DumpsSouvik ChakrabortyNo ratings yet
- Plate Tectonics: by Nishant DexterDocument20 pagesPlate Tectonics: by Nishant Dextersarrah asgarNo ratings yet
- 10 AlgebraDocument4 pages10 AlgebraPranav RangapureNo ratings yet
- Jan 2019 QPDocument20 pagesJan 2019 QPSheraz ShafiqueNo ratings yet
- Pi Is 0002937820314228Document2 pagesPi Is 0002937820314228el_dani_ellNo ratings yet
- MA 201 (2019) - PDE-Lecture-5Document24 pagesMA 201 (2019) - PDE-Lecture-5AditJainNo ratings yet
- DML Series: Atlas Copco Blasthole DrillsDocument4 pagesDML Series: Atlas Copco Blasthole Drillsddiaz00450% (2)
- A High Performance Digital1 PDFDocument11 pagesA High Performance Digital1 PDFkenjo138No ratings yet
- Rotex Brochure PDFDocument4 pagesRotex Brochure PDFestramilsolutionNo ratings yet
- Full Rank Decomposition From Row Reduced Echelon MatrixDocument11 pagesFull Rank Decomposition From Row Reduced Echelon Matrixkishalay sarkarNo ratings yet
- Determination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorDocument7 pagesDetermination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorSeyit AvcuNo ratings yet
- FFTQ Hoja Datos Taps ArrisDocument7 pagesFFTQ Hoja Datos Taps ArrisMaria RodriguezNo ratings yet
- L060 Push Pull (2UP)Document10 pagesL060 Push Pull (2UP)srikanthkmsNo ratings yet
- Gurucad Catia v5 Trainings deDocument61 pagesGurucad Catia v5 Trainings deGURUCAD GbR Catia V5 AerospaceNo ratings yet
- NTRC - Axle Load Study-09-03-2011 PDFDocument177 pagesNTRC - Axle Load Study-09-03-2011 PDFjunaid112100% (2)
- Iot Based Smart Garden Monitoring System Using Nodemcu MicrocontrollerDocument9 pagesIot Based Smart Garden Monitoring System Using Nodemcu MicrocontrollerPatel KanviNo ratings yet
- Superfatting and The Lye DiscountDocument3 pagesSuperfatting and The Lye DiscountGleidiane SaloméNo ratings yet