You might also like
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Electrochemical Machining (ECM)Document48 pagesElectrochemical Machining (ECM)vkrishnarajNo ratings yet
- Lecture 10 Tool Design For Joining ProcessesDocument31 pagesLecture 10 Tool Design For Joining Processeswulfgang66No ratings yet
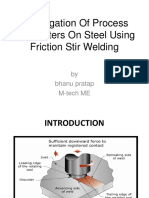
- Investigation of Process Parameters On Steel Using Friction Stir WeldingDocument17 pagesInvestigation of Process Parameters On Steel Using Friction Stir Weldingbhanu pratapNo ratings yet
- Resistance WeldingDocument9 pagesResistance WeldingAhmed AbconoNo ratings yet
- Bimetallic Welding, Ecm and EdmDocument6 pagesBimetallic Welding, Ecm and EdmShivan NaikNo ratings yet
- 2 Joining ProcessDocument54 pages2 Joining ProcessIzzah Suhair Binti Sa'AbanNo ratings yet
- Nitin 123Document18 pagesNitin 123shayarigurunitinNo ratings yet
- Die CastingDocument6 pagesDie CastingArya PrakashNo ratings yet
- Friction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Document26 pagesFriction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Anonymous AdofXEYAgENo ratings yet
- Hmine115 Workshop Practice Welding ProcessDocument72 pagesHmine115 Workshop Practice Welding ProcessGareth MashingaidzeNo ratings yet
- Welding Process Slide Show2Document122 pagesWelding Process Slide Show2alammmirsad464No ratings yet
- 1 Introduction To Manufacturing ProcessDocument26 pages1 Introduction To Manufacturing Processg googleNo ratings yet
- Unit 4 AMTDocument4 pagesUnit 4 AMT08 Aditya dahakeNo ratings yet
- Presentation 1Document13 pagesPresentation 1jayantkNo ratings yet
- Explosive WeldingDocument18 pagesExplosive Weldingirene_adler47No ratings yet
- Hydraulic Sheet Metal Cutting MachineDocument18 pagesHydraulic Sheet Metal Cutting Machinevivek kumar tiwariNo ratings yet
- Advanced Welding ProcesssDocument11 pagesAdvanced Welding Processs0502ravi100% (1)
- Welding and Fabrication NoteDocument54 pagesWelding and Fabrication NoteluminiousNo ratings yet
- Fabrication Methods (Welding)Document84 pagesFabrication Methods (Welding)Karthikeyan MurugananthanNo ratings yet
- Manufacturing Processes II: Fundamentals of Metal FormingDocument17 pagesManufacturing Processes II: Fundamentals of Metal FormingMohamed Galal MekawyNo ratings yet
- Solid-State Welding ProcessesDocument17 pagesSolid-State Welding ProcessescfcshakerNo ratings yet
- Motion Transmission Mechanisms: Emergency Door: Presented byDocument33 pagesMotion Transmission Mechanisms: Emergency Door: Presented byJohan GuerreroNo ratings yet
- Magnetic Pulse WeldingDocument19 pagesMagnetic Pulse WeldingAyush MadhogariaNo ratings yet
- Project PPT Spot WeldingDocument19 pagesProject PPT Spot WeldingMehul BariyaNo ratings yet
- Case Study Workshop Imran, Aiman, AmirulDocument6 pagesCase Study Workshop Imran, Aiman, AmirulMuhd Imran Kasyidi OmarNo ratings yet
- New Microsoft Office Power Point PresentationDocument17 pagesNew Microsoft Office Power Point Presentationrahulm135100% (1)
- Chapter 4 - Metal Joining Process - Rev01Document57 pagesChapter 4 - Metal Joining Process - Rev01Dinie Zulhusni ArsadNo ratings yet
- Esw & PMDocument28 pagesEsw & PMSandipan SarmaNo ratings yet
- Class Welding Process - PrincipleDocument31 pagesClass Welding Process - PrincipleHarshit KumarNo ratings yet
- Pressure Die PPT InPDFDocument41 pagesPressure Die PPT InPDFSree RamichettyNo ratings yet
- Manufacuring Process-I - Special CastingDocument40 pagesManufacuring Process-I - Special CastingAditya RaoNo ratings yet
- RohitDocument19 pagesRohitshayarigurunitinNo ratings yet
- Non-Expandable Mold CastingDocument22 pagesNon-Expandable Mold CastingAbu Huraira Atta UllahNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldinggamiebro19No ratings yet
- Robotic Welding: Mahatma Gandhi Mission's College of Engineering and Technology Noida, U.P., IndiaDocument23 pagesRobotic Welding: Mahatma Gandhi Mission's College of Engineering and Technology Noida, U.P., IndiaPraveen Bhadula100% (1)
- Welding PrincipleDocument61 pagesWelding PrincipleRishu GroverNo ratings yet
- Introduction To WeldingDocument17 pagesIntroduction To WeldingSK WritersNo ratings yet
- Presentation 3Document14 pagesPresentation 3anurag trivediNo ratings yet
- Welding and Joining ProcessDocument22 pagesWelding and Joining ProcessSalman AhmedNo ratings yet
- Bulk Deformation ProcessesDocument71 pagesBulk Deformation ProcessesHavenesh HaveNo ratings yet
- Chemical Engineering Plant DesignDocument16 pagesChemical Engineering Plant DesignUsamaNo ratings yet
- Limitations of Machining Hard Materials On Conventional Lathe MachinesDocument6 pagesLimitations of Machining Hard Materials On Conventional Lathe MachinesKishanSavaliyaNo ratings yet
- Fundamentals of Welding-Part 01Document34 pagesFundamentals of Welding-Part 01habeebjobahNo ratings yet
- 2nd UnitDocument60 pages2nd UnitPradeepvenugopalNo ratings yet
- Unit Ii Resistance Welding ProcessesDocument49 pagesUnit Ii Resistance Welding ProcessesparthibankNo ratings yet
- Workshop LectureDocument42 pagesWorkshop LectureHassaan YousafNo ratings yet
- Unit Iii Solid State WeldingDocument77 pagesUnit Iii Solid State WeldingparthibankNo ratings yet
- Explosive WeldingDocument33 pagesExplosive WeldingNivedh VijayakrishnanNo ratings yet
- Design and Manufacturing of Three Way Unloading System in TruckDocument24 pagesDesign and Manufacturing of Three Way Unloading System in TruckSIVAKUMARNo ratings yet
- MECH Friction Stir WeldingDocument26 pagesMECH Friction Stir WeldingMohammed Adhnan KbNo ratings yet
- RT Level L FINALDocument80 pagesRT Level L FINALSaad AfzalNo ratings yet
- Limitations of Machining Hard Materials On Conventional Milling MachinesDocument6 pagesLimitations of Machining Hard Materials On Conventional Milling MachinesKishanSavaliyaNo ratings yet
- Manually Operated Hydraulic Pipe Bending MachineDocument16 pagesManually Operated Hydraulic Pipe Bending MachineRohitNo ratings yet
- Afdex Tut 1Document28 pagesAfdex Tut 1panyamnrNo ratings yet
- Technical Seminar On Friction Stir Welding: Submitted By: Akshay P Rao (4ES15ME005)Document19 pagesTechnical Seminar On Friction Stir Welding: Submitted By: Akshay P Rao (4ES15ME005)AkshayNo ratings yet
- Welding Processes UNIT-IIIDocument186 pagesWelding Processes UNIT-IIIAasif ProchaNo ratings yet
- MM Lab ExperimentsDocument2 pagesMM Lab ExperimentsImtiaz AhmadNo ratings yet
- Presentation1 Miab WeldingDocument18 pagesPresentation1 Miab Weldingperlan123467% (3)
- Forging - Class NotesDocument51 pagesForging - Class NotesShovan KarmakarNo ratings yet
- 040 REXODAS History Ancient History English Printable BY REXODASDocument110 pages040 REXODAS History Ancient History English Printable BY REXODASMehdiNo ratings yet
- 18-6010 Fea Assignment-2Document13 pages18-6010 Fea Assignment-2MehdiNo ratings yet
- UNIT-IV-Nuclear Power Plant-IDocument13 pagesUNIT-IV-Nuclear Power Plant-IMehdiNo ratings yet
- Shoebs ProjectDocument20 pagesShoebs ProjectMehdiNo ratings yet
- Report Part 2Document4 pagesReport Part 2MehdiNo ratings yet
- Soal Materi 1 KLS X IntroductionDocument2 pagesSoal Materi 1 KLS X IntroductionFira AnandaNo ratings yet
- Police OrgDocument70 pagesPolice OrgSeagal UmarNo ratings yet
- Modfied Indian Systems of MedicineDocument8 pagesModfied Indian Systems of MedicineNishamolKSNo ratings yet
- Cornering Fatigue Test and Radial Fatigue Test On A Rim With Steps For A Mono-Tyre E-Vehicle Using Finite Element AnalysisDocument8 pagesCornering Fatigue Test and Radial Fatigue Test On A Rim With Steps For A Mono-Tyre E-Vehicle Using Finite Element AnalysisGowtham KumarNo ratings yet
- SAGEM FAST 3202 (Livebox) ENGLISHDocument140 pagesSAGEM FAST 3202 (Livebox) ENGLISHspam47spam47No ratings yet
- MAPEH 1 (4th Quarter)Document27 pagesMAPEH 1 (4th Quarter)JESSELLY VALESNo ratings yet
- Literature Review Electrical EngineeringDocument6 pagesLiterature Review Electrical Engineeringtkpmzasif100% (1)
- PRP RationaleDocument12 pagesPRP Rationalemarquezjayson548No ratings yet
- (EN) Google Developer Policy - September 1, 2021Document56 pages(EN) Google Developer Policy - September 1, 2021JimmyNo ratings yet
- Lesson 4.2 - Operations On Modular ArithmeticDocument12 pagesLesson 4.2 - Operations On Modular ArithmeticMYLS SHRYNN ELEDANo ratings yet
- Enzyme Kinetics Principles and MethodsDocument268 pagesEnzyme Kinetics Principles and MethodsCarlos Carinelli100% (4)
- Zimbabwe National Code Ccorporate GovernanceDocument96 pagesZimbabwe National Code Ccorporate GovernanceHerbert NgwaraiNo ratings yet
- Es PS 0614Document6 pagesEs PS 0614陳相如No ratings yet
- Sample Paper For Professional Ethics in Accounting and FinanceDocument6 pagesSample Paper For Professional Ethics in Accounting and FinanceWinnieOngNo ratings yet
- Denglish TestDocument139 pagesDenglish TestNabil HasanNo ratings yet
- CPP CheatsheetDocument10 pagesCPP CheatsheetPrakash GavelNo ratings yet
- 100 Cases Ethics NotesDocument16 pages100 Cases Ethics Noteskoki74No ratings yet
- Midterm Test 1Document3 pagesMidterm Test 1Hùng Trường NguyễnNo ratings yet
- GnatusDocument36 pagesGnatusNacer Mezghiche100% (1)
- Cooper - Formal Review of Karla Noles RaDocument6 pagesCooper - Formal Review of Karla Noles RaMark CooperNo ratings yet
- Bajaj Holdings & Investment Ltd. - Research Center: Balance SheetDocument6 pagesBajaj Holdings & Investment Ltd. - Research Center: Balance Sheetsarathkumarreddy855081No ratings yet
- Bcos 186Document3 pagesBcos 186Shiv KumarNo ratings yet
- US of GIT of CattleDocument13 pagesUS of GIT of CattlesangeetsamratNo ratings yet
- IFRS Session 1 To 3Document40 pagesIFRS Session 1 To 3techna8No ratings yet
- PP Planning Workshop SAPDocument36 pagesPP Planning Workshop SAPDavid100% (1)
- ACO S Range BrochureDocument20 pagesACO S Range BrochureSyed RaziuddinNo ratings yet
- This I BeleiveDocument3 pagesThis I Beleiveapi-708902979No ratings yet
- Thesis TopicsDocument9 pagesThesis TopicsInayath AliNo ratings yet
- Iit Delhi Project Scientist Project Associate Posts Advt Details Efa5f6Document1 pageIit Delhi Project Scientist Project Associate Posts Advt Details Efa5f6SadanandNo ratings yet
- 1982 B47 Lehigh County Gunsmithing FamiliesDocument12 pages1982 B47 Lehigh County Gunsmithing FamiliesAmr DeabesNo ratings yet