You might also like
- 002 02Document18 pages002 02Sandip GaikwadNo ratings yet
- DM-Intro 15.0 L02 Introduction To WBDocument68 pagesDM-Intro 15.0 L02 Introduction To WBafnene1No ratings yet
- Steels For Automotive IndustryDocument11 pagesSteels For Automotive IndustryAndress SsalomonnNo ratings yet
- Kobe SteelDocument13 pagesKobe SteelmilalaNo ratings yet
- 106 04 PDFDocument6 pages106 04 PDFAbdul Aziz NasutionNo ratings yet
- Vol-7 (No1) 9Cr FluageDocument10 pagesVol-7 (No1) 9Cr FluageClaude BouillotNo ratings yet
- Stainless Steels G1e-001Document31 pagesStainless Steels G1e-001DANIEL DIAZNo ratings yet
- JIS G 3106 - NewDocument38 pagesJIS G 3106 - NewMani Ma100% (2)
- Hes Hot-Dip Galvannealed Steel SheDocument23 pagesHes Hot-Dip Galvannealed Steel ShejleikNo ratings yet
- Overview of Iron/Steel Slag Application and Development of New Utilization TechnologiesDocument7 pagesOverview of Iron/Steel Slag Application and Development of New Utilization TechnologiesNeeraj ChaubeyNo ratings yet
- FCAW - Flux Coredpowder Cored WiredDocument40 pagesFCAW - Flux Coredpowder Cored WiredGabor VatoNo ratings yet
- 283057842 JIS G4053 2003 Low Alloyed Steels for Machine Structural Use 英文版 PDFDocument21 pages283057842 JIS G4053 2003 Low Alloyed Steels for Machine Structural Use 英文版 PDFDewi Lanjarsari Purnama Sastri100% (1)
- The Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsDocument14 pagesThe Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsardeshirNo ratings yet
- Costing Ispat Part ADocument5 pagesCosting Ispat Part AJeet ShahNo ratings yet
- sdg4 - 9 - STAINLESS STEELDocument3 pagessdg4 - 9 - STAINLESS STEELJian Ming WongNo ratings yet
- Duplex Stainless Steel Guide - Strengths, Uses & LimitationsDocument7 pagesDuplex Stainless Steel Guide - Strengths, Uses & LimitationsRizalzi BachtiarNo ratings yet
- RBSA Indian Steel Industry AnalysisDocument45 pagesRBSA Indian Steel Industry AnalysisVasiliy GuryevNo ratings yet
- Jis G 4053-2008Document21 pagesJis G 4053-2008ali ahmadNo ratings yet
- Outokumpu Core Range DatasheetDocument16 pagesOutokumpu Core Range DatasheetsachedalNo ratings yet
- Investigation Into The Strength Characteristics of Reinforcement Steel Rods in Sokoto Market, Sokoto State NigeriaDocument4 pagesInvestigation Into The Strength Characteristics of Reinforcement Steel Rods in Sokoto Market, Sokoto State NigeriaInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Astm B633 19Document4 pagesAstm B633 19Satish JadhavNo ratings yet
- Stell 2011specificDocument7 pagesStell 2011specificninatenaNo ratings yet
- JIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Document21 pagesJIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Krishna100% (10)
- Jis G4051-2016Document27 pagesJis G4051-2016ALEX MURPHY67% (3)
- Aalco Metals LTD Stainless Steel 201201L202204 97Document3 pagesAalco Metals LTD Stainless Steel 201201L202204 97Nanjappa K NuchumaniandaNo ratings yet
- UFGS 05 52 00 Metal RailingsDocument17 pagesUFGS 05 52 00 Metal RailingsPetrit AhmetiNo ratings yet
- 015 02 PDFDocument3 pages015 02 PDFSandeep PatilNo ratings yet
- Why Mittal Steel and Arcelor merged to gain global scaleDocument4 pagesWhy Mittal Steel and Arcelor merged to gain global scaleMOHIT SINGHNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationRudi SyamNo ratings yet
- _Transition_Asia_Low_Carbon_Steel_Development_in_Japan_1701593311Document34 pages_Transition_Asia_Low_Carbon_Steel_Development_in_Japan_1701593311winder-surf0mNo ratings yet
- Jis G 3125-2010Document16 pagesJis G 3125-2010Mehdi Mokhtari67% (3)
- PIPING MATERIALS COMPARISON TABLEDocument12 pagesPIPING MATERIALS COMPARISON TABLEJay Vinoth100% (2)
- Jis G 3131-2010Document16 pagesJis G 3131-2010christian210789No ratings yet
- TokyoSteel EPD HRC 20191204Document13 pagesTokyoSteel EPD HRC 20191204Bruno MarquesNo ratings yet
- Hes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesDocument23 pagesHes C 071-04 Hot-Dip Galvannealed Steel Sheets and Strip For Automobile UsesDouglas A. da SilvaNo ratings yet
- How To Weld Fully Austenitic Stainless SteelsDocument20 pagesHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezNo ratings yet
- Everything You Need to Know About Duplex Stainless SteelsDocument4 pagesEverything You Need to Know About Duplex Stainless SteelsAndy PhoenixNo ratings yet
- Inception Report Air SelangorDocument3 pagesInception Report Air SelangorNurul IzzatiNo ratings yet
- Indian Galvanised & Colour Coated Steel IndustryDocument7 pagesIndian Galvanised & Colour Coated Steel Industrytejindersingh001No ratings yet
- Jis G 3507-2 - 2005Document14 pagesJis G 3507-2 - 2005Harold_katzerNo ratings yet
- Aalco Metals LTD - Stainless Steel - 201 201L 202 204 200 Series - 97Document3 pagesAalco Metals LTD - Stainless Steel - 201 201L 202 204 200 Series - 97sgupta_192494No ratings yet
- 10.1007@s40831 019 00219 9Document19 pages10.1007@s40831 019 00219 9Moya LayaNo ratings yet
- Everything You Need to Know About Hot Briquetted Iron (HBI) and Its Uses in the Steel IndustryDocument4 pagesEverything You Need to Know About Hot Briquetted Iron (HBI) and Its Uses in the Steel IndustryAbhishek VimalNo ratings yet
- 304 304L Data Sheets 1 28 13 PDFDocument12 pages304 304L Data Sheets 1 28 13 PDFneerajtrvNo ratings yet
- Emb MC 2021 12 - Metal IndustriesDocument4 pagesEmb MC 2021 12 - Metal IndustriesBROADFIELD ENGINEERINGNo ratings yet
- ASTM A536 Grade 80-55-06 (2021 - 03 - 22 20 - 48 - 50 UTC)Document2 pagesASTM A536 Grade 80-55-06 (2021 - 03 - 22 20 - 48 - 50 UTC)Milton Pereira JúniorNo ratings yet
- Esdep Lecture Note (Wg2)Document26 pagesEsdep Lecture Note (Wg2)Rahul ShrivastavaNo ratings yet
- PRC-5010 - Process Specification For Pickling, Etching, and Descaling of Metals - NASADocument16 pagesPRC-5010 - Process Specification For Pickling, Etching, and Descaling of Metals - NASAJustformedia JustformediaNo ratings yet
- Effect of Semi-Rigid Joints On Design of Steel StructureDocument12 pagesEffect of Semi-Rigid Joints On Design of Steel StructureIJRASETPublicationsNo ratings yet
- Duplex Stainless Steels, A Review After Dss '07 Held in GradoDocument22 pagesDuplex Stainless Steels, A Review After Dss '07 Held in Gradojose.figueroa@foseco.comNo ratings yet
- Arc Welding of Specific Steels and Cast Irons: Fourth EditionDocument170 pagesArc Welding of Specific Steels and Cast Irons: Fourth EditionJose Luis ChapasNo ratings yet
- Arc Welding Requirments: General: 1.1 PurposeDocument47 pagesArc Welding Requirments: General: 1.1 PurposeAriel FerrerNo ratings yet
- StructEngII Processing 91-101Document11 pagesStructEngII Processing 91-101Mustafa MeseliNo ratings yet
- Environmental Product Declaration: ArcelormittalDocument10 pagesEnvironmental Product Declaration: ArcelormittalAbhiram shuklaNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- Steam Scheme 851140169-0-00Document1 pageSteam Scheme 851140169-0-00V U P RaoNo ratings yet
- Aproved Welding ElectrodesDocument1 pageAproved Welding ElectrodesV U P RaoNo ratings yet
- Scaph SpecnDocument3 pagesScaph SpecnV U P RaoNo ratings yet
- Screenshot 2023-10-08 at 9.41.21 AMDocument8 pagesScreenshot 2023-10-08 at 9.41.21 AMV U P RaoNo ratings yet
- UE718-00!02!02-05 - Rev 0 - Legends For PID-ModelDocument1 pageUE718-00!02!02-05 - Rev 0 - Legends For PID-ModelV U P RaoNo ratings yet
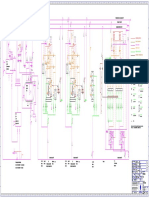
- PZLN56DG01-10000 - Boiler GaDocument1 pagePZLN56DG01-10000 - Boiler GaV U P RaoNo ratings yet
- DATA SHEET FOR LP AND HP DOSING SYSTEMSDocument2 pagesDATA SHEET FOR LP AND HP DOSING SYSTEMSV U P RaoNo ratings yet
- Project: 1x950 TDS/Day Soda Recovery Boiler Customer: ITC LTD., - PSPD Enmas Engenius Projects LimitedDocument2 pagesProject: 1x950 TDS/Day Soda Recovery Boiler Customer: ITC LTD., - PSPD Enmas Engenius Projects LimitedV U P RaoNo ratings yet
- Draft Award Letter - GlobalDocument2 pagesDraft Award Letter - GlobalV U P RaoNo ratings yet
- Steam consumption specifications for single corrugatorDocument2 pagesSteam consumption specifications for single corrugatorV U P RaoNo ratings yet
- Happy AffidavitDocument2 pagesHappy AffidavitV U P RaoNo ratings yet
- 13.specification Steam and Condensate SystemDocument2 pages13.specification Steam and Condensate SystemV U P RaoNo ratings yet
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDocument1 pageMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNo ratings yet
- Weld Defect - An Overview - ScienceDirect Topics - Copper InclusionsDocument22 pagesWeld Defect - An Overview - ScienceDirect Topics - Copper InclusionsV U P RaoNo ratings yet
- SEO-Optimized Title for TIG Filler Rods Data SheetDocument1 pageSEO-Optimized Title for TIG Filler Rods Data SheetV U P RaoNo ratings yet
- Lignin Process Kraft 42400 - v1 - 17Document27 pagesLignin Process Kraft 42400 - v1 - 17V U P RaoNo ratings yet
- Operation ResearchDocument309 pagesOperation ResearchKr Ish Na100% (4)
- Safety Data Sheet TGX-2209: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument16 pagesSafety Data Sheet TGX-2209: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingV U P RaoNo ratings yet
- BHG Civil Target Dates DeviationDocument1 pageBHG Civil Target Dates DeviationV U P RaoNo ratings yet
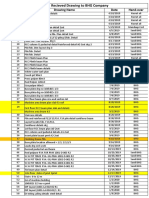
- BHG Contractor DRG ListDocument2 pagesBHG Contractor DRG ListV U P RaoNo ratings yet
- Power Plant and Calculations - Safety Valves and Its Basic ConceptsDocument4 pagesPower Plant and Calculations - Safety Valves and Its Basic ConceptsV U P RaoNo ratings yet
- Personal Financial Planning PDFDocument272 pagesPersonal Financial Planning PDFrakesh dhiman100% (2)
- Inds Cust Bd1 Bd2 Pur Iti Mrp1Mrp2Mrp3Mrp4Gpds1Gpds2Qm Acc1 Acc2Document6 pagesInds Cust Bd1 Bd2 Pur Iti Mrp1Mrp2Mrp3Mrp4Gpds1Gpds2Qm Acc1 Acc2V U P RaoNo ratings yet
- BHG Actvie CahtDocument6 pagesBHG Actvie CahtV U P RaoNo ratings yet
- Management Control SystemsDocument287 pagesManagement Control SystemsMurtaza A Zaveri100% (1)
- Dmgt524 Total Quality ManagementDocument243 pagesDmgt524 Total Quality ManagementPoonam Naidu100% (7)
- Stuffing Box: SR No DescriptionDocument2 pagesStuffing Box: SR No DescriptionV U P RaoNo ratings yet
- Dmgt505 Management Information SystemDocument272 pagesDmgt505 Management Information SystemJitendra SinghNo ratings yet
- SS3 Holiday DelightDocument10 pagesSS3 Holiday DelightsunliasNo ratings yet
- Engineering Chemistry Book SummaryDocument15 pagesEngineering Chemistry Book SummaryMark Brendon Jess VargasNo ratings yet
- Guideline For Technical Regulation: Design of Thermal Power Facilities Book 7/12 Liquefied Gas Handling FacilityDocument117 pagesGuideline For Technical Regulation: Design of Thermal Power Facilities Book 7/12 Liquefied Gas Handling Facilityshahjada100% (1)
- The Handling Hazards of Propellants Hypergolic With Hydrogen PeroxideDocument11 pagesThe Handling Hazards of Propellants Hypergolic With Hydrogen PeroxideВасилена ГеоргиеваNo ratings yet
- TD Im-8010eDocument4 pagesTD Im-8010edragonhateNo ratings yet
- Cellgevity Product SheetDocument3 pagesCellgevity Product SheetVictor ManalacNo ratings yet
- Influence of Alloying Conditions On The Properties of White Cast IronDocument6 pagesInfluence of Alloying Conditions On The Properties of White Cast IronSarvar TursunbaevNo ratings yet
- Chromatography Chemistry SbaDocument6 pagesChromatography Chemistry SbaJasonKoylassNo ratings yet
- Solution PolymerizationDocument1 pageSolution PolymerizationMahmoudÖzilNo ratings yet
- Cambridge Assessment International Education: Chemistry 9701/21 October/November 2019Document9 pagesCambridge Assessment International Education: Chemistry 9701/21 October/November 2019Diego LlanosNo ratings yet
- Solutes and Solvents ExplainedDocument1 pageSolutes and Solvents ExplainedMarjorie RedonaNo ratings yet
- CO2 To Methane ElectrochemDocument11 pagesCO2 To Methane ElectrochemalonsoNo ratings yet
- Astm 505M 12Document10 pagesAstm 505M 12Alan Isai Valdez CastrejónNo ratings yet
- Chapter 8 Chemistry Class 11Document27 pagesChapter 8 Chemistry Class 11Ravinder singhNo ratings yet
- Antioxidant Activity of Dihydroxyfumaric Acid and Its Derivatives: An Analysis by The ABTS+ Decolorization AssayDocument12 pagesAntioxidant Activity of Dihydroxyfumaric Acid and Its Derivatives: An Analysis by The ABTS+ Decolorization AssayIgor SerotilaNo ratings yet
- Indonesia: Exor-1: This Refinery Is Designed To Run 100,000 B/D of Duri - A Highly Viscous, Heavy/sweetDocument19 pagesIndonesia: Exor-1: This Refinery Is Designed To Run 100,000 B/D of Duri - A Highly Viscous, Heavy/sweetSreelal SukumaranNo ratings yet
- Langridge Pigment RRPDocument5 pagesLangridge Pigment RRPstlukeartNo ratings yet
- Aqua-Cleer IWE 2001 Line Technical Manual: Cat. No. M001-69 Rev. 02 - 12/2001Document19 pagesAqua-Cleer IWE 2001 Line Technical Manual: Cat. No. M001-69 Rev. 02 - 12/2001Дмитрий ЧерныхNo ratings yet
- SuccessfulAuctionDetails11092020 PDFDocument4 pagesSuccessfulAuctionDetails11092020 PDFTapas PadhiNo ratings yet
- ElectrolysisDocument19 pagesElectrolysisMuhammad Luthfansyah PrabowoNo ratings yet
- Study On Manures and FertilizersDocument7 pagesStudy On Manures and Fertilizersgenerlacc21No ratings yet
- C90800 - CuSn12Document2 pagesC90800 - CuSn12Fred Duarte CaldeiraNo ratings yet
- Grevillea RobustaDocument6 pagesGrevillea RobustaJeyabalaganesh GNo ratings yet
- Product Description Acetic Acid GlacialDocument3 pagesProduct Description Acetic Acid GlacialNatko47No ratings yet
- Emesol 50/100 Material Safety Data SheetDocument2 pagesEmesol 50/100 Material Safety Data SheetBharat ChatrathNo ratings yet
- Question Paper Periodic Table Elements and Physical ChemistryDocument28 pagesQuestion Paper Periodic Table Elements and Physical ChemistryEsam ELNOAMANYNo ratings yet
- ASTM C 219 Standard Terminology Relating To Hydraulic CementDocument3 pagesASTM C 219 Standard Terminology Relating To Hydraulic CementRyan LasacaNo ratings yet
- Basf Patent PDFDocument7 pagesBasf Patent PDFNabila MGNo ratings yet
- Chapter 6 Body Fluids, Water-Salt and Acid-Base BalanceDocument69 pagesChapter 6 Body Fluids, Water-Salt and Acid-Base Balancefatin harrisNo ratings yet
- Chemistry Grade 10 Mixtures and SeparationDocument45 pagesChemistry Grade 10 Mixtures and SeparationTrudy- Ann CaineNo ratings yet