You might also like
- Partial Replacement of Fine Aggregates by Using Waste GlassDocument6 pagesPartial Replacement of Fine Aggregates by Using Waste GlassSruthiNo ratings yet
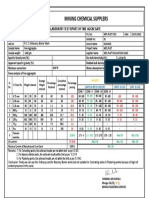
- Laboratory Test Report: MIX DESIGN of M20 CONCRETE (Pakur Variety)Document8 pagesLaboratory Test Report: MIX DESIGN of M20 CONCRETE (Pakur Variety)SubhadipNo ratings yet
- Concrete Mix DesignDocument92 pagesConcrete Mix Designtanveer100% (1)
- Mix Design - New Code Format 2019 - M-20 - JSW - 15.05.2020Document7 pagesMix Design - New Code Format 2019 - M-20 - JSW - 15.05.2020Snehashish BasuNo ratings yet
- Mix Design - New Code Format 2019 - M-25Document7 pagesMix Design - New Code Format 2019 - M-25Snehashish BasuNo ratings yet
- M-15 PCCDocument38 pagesM-15 PCCRaj PandeyNo ratings yet
- Concrete Practice B&FDocument259 pagesConcrete Practice B&Fvijay100% (1)
- Second Review - Batch 03-1Document16 pagesSecond Review - Batch 03-119114 GovindNo ratings yet
- Concrete Mix DesignDocument12 pagesConcrete Mix DesignAnand.5No ratings yet
- Design of Concrete Mix of M30 Grade: Report Prepared ForDocument5 pagesDesign of Concrete Mix of M30 Grade: Report Prepared ForGuru PrasathNo ratings yet
- Types of MixesDocument68 pagesTypes of MixesVinamraMishraNo ratings yet
- IRC SP 20 2002 Guide Lines and Construction of Rural RoadsDocument5 pagesIRC SP 20 2002 Guide Lines and Construction of Rural RoadsBarun DasNo ratings yet
- 5.04 Sai Singh KhongrymmaiDocument27 pages5.04 Sai Singh Khongrymmaij krishnanNo ratings yet
- Specific Gravity & Water Absorption Test (I S 2386 Iii/63)Document11 pagesSpecific Gravity & Water Absorption Test (I S 2386 Iii/63)End EndNo ratings yet
- Bituminous Mix DesignDocument62 pagesBituminous Mix Designer_kenedy75% (12)
- Project On Partial Replacement of Cement With Marble PowderDocument8 pagesProject On Partial Replacement of Cement With Marble PowderYu Paing HanNo ratings yet
- Impact of Ferrochrome Jricehusk Jflyash Aggrigate On ConcreateDocument17 pagesImpact of Ferrochrome Jricehusk Jflyash Aggrigate On ConcreateDaina MallikNo ratings yet
- Exercise HighwayDocument7 pagesExercise HighwayOmar AbdelnabyNo ratings yet
- Iec Paper 2012Document9 pagesIec Paper 2012MARTHAMMMA PARADESINo ratings yet
- DEsign, Cons and Maintenance RP) PDFDocument215 pagesDEsign, Cons and Maintenance RP) PDFShiba Shankar Satapathy100% (1)
- M45Document6 pagesM45Prakash HitechNo ratings yet
- Aparna Enterprises Limited.: Vidya Nagar Cross (Bangalore)Document5 pagesAparna Enterprises Limited.: Vidya Nagar Cross (Bangalore)Kumar gsNo ratings yet
- Department of Structural Engineering, Faculty of Engineering, M.B.M. Engineering College, Jai Narain Vyas University, JodhpurDocument10 pagesDepartment of Structural Engineering, Faculty of Engineering, M.B.M. Engineering College, Jai Narain Vyas University, JodhpurAjayvidyanand SharmaNo ratings yet
- Flakiness Index and Elongation Index TestDocument8 pagesFlakiness Index and Elongation Index TestshuhadaNo ratings yet
- Marshall Mix Design MethodDocument21 pagesMarshall Mix Design MethodAltaf HossainNo ratings yet
- Coarse and Fine AggregateDocument27 pagesCoarse and Fine Aggregatekunal humaneNo ratings yet
- EXAMPLE OF MIX DESIGN .R.s.Document11 pagesEXAMPLE OF MIX DESIGN .R.s.Ramkiran TalariNo ratings yet
- 25mm-Semi-Dense - Bituminous - Concrete (SDBC) - 19-01-2024Document3 pages25mm-Semi-Dense - Bituminous - Concrete (SDBC) - 19-01-2024Mithun RaulNo ratings yet
- M30 Normal - Mix Design With Trial SheetDocument4 pagesM30 Normal - Mix Design With Trial Sheetabir senguptaNo ratings yet
- M30 Design CalculationDocument6 pagesM30 Design Calculationjeffkarthick1No ratings yet
- Mix Design For M-30 GradeDocument7 pagesMix Design For M-30 GradeRamesh GaddamwarNo ratings yet
- Exploratory Project ON Concrete Mix DesignDocument28 pagesExploratory Project ON Concrete Mix DesignAMAN GUPTANo ratings yet
- Sieve Analysis For Fine Aggregate - Kico ProjectDocument1 pageSieve Analysis For Fine Aggregate - Kico ProjectMitendra ChauhanNo ratings yet
- Concrete MixDocument69 pagesConcrete MixRATNA SINGHNo ratings yet
- Marshal Mix Design BATCHING, MIXING AND COMPACTION 16th January 2015Document11 pagesMarshal Mix Design BATCHING, MIXING AND COMPACTION 16th January 2015Bernard Kitosi100% (1)
- Construction and Quality Control For Concrete Structures by D.v.bhavanna RaoDocument150 pagesConstruction and Quality Control For Concrete Structures by D.v.bhavanna Raoapncrmptpqa100% (2)
- M35 Bhole ConstructionDocument6 pagesM35 Bhole ConstructionBIPL REPORT100% (1)
- Coarse and Fine AggregateDocument27 pagesCoarse and Fine AggregateHero SudhanshuNo ratings yet
- PROJECTDocument51 pagesPROJECTRizwana PatelNo ratings yet
- M 15 Mix Designs As Per IS-10262-2009Document25 pagesM 15 Mix Designs As Per IS-10262-2009Prasad MsrkNo ratings yet
- Construction and Quality Control of Flexible PavementsDocument83 pagesConstruction and Quality Control of Flexible PavementsSayan GharNo ratings yet
- m60 Grade of Concrete Design Mix Procedure With Opc 53 Grade Cement and AlccofineDocument5 pagesm60 Grade of Concrete Design Mix Procedure With Opc 53 Grade Cement and AlccofineNitinLambaNo ratings yet
- 08 Chapter 3Document11 pages08 Chapter 3proscokeNo ratings yet
- Strength of ConcreteDocument3 pagesStrength of ConcretelombangrurusNo ratings yet
- Project ReportDocument24 pagesProject ReportShubham KauravNo ratings yet
- Material Properties: 3.1 GeneralDocument9 pagesMaterial Properties: 3.1 General14C151 SWATHI B.No ratings yet
- RCC M-25, Ultratech, OPC43Document5 pagesRCC M-25, Ultratech, OPC43Sanjoy RoyNo ratings yet
- Ijciet: ©iaemeDocument6 pagesIjciet: ©iaemefndsfsbskbNo ratings yet
- Design and Construction Procedure of Otta Seal LatestDocument44 pagesDesign and Construction Procedure of Otta Seal LatestSujit DhitalNo ratings yet
- 08 Mix DesignDocument44 pages08 Mix DesignTroy DanielsNo ratings yet
- Is Concrete Mix DesignDocument21 pagesIs Concrete Mix DesignahmedanyNo ratings yet
- Concrete Mix DesignDocument5 pagesConcrete Mix DesignGlyn A. Brinquez100% (2)
- A Study of Self-Compacting Concrete Made With Marginal AggregatesDocument6 pagesA Study of Self-Compacting Concrete Made With Marginal AggregatesGuoqiang LiuNo ratings yet
- Trial MixDocument9 pagesTrial Mixfikri y nugrahaNo ratings yet
- 4 CE201 Mix Design v4Document48 pages4 CE201 Mix Design v4Samin YeaserNo ratings yet
- Use of Plastic Waste in Bituminous PavementDocument19 pagesUse of Plastic Waste in Bituminous Pavementparvezahamed563No ratings yet
- Pavement Construction PDFDocument83 pagesPavement Construction PDFadhirajn4073100% (1)
- m30 Mix DesignDocument4 pagesm30 Mix DesignAvnish raiNo ratings yet
- Superpave Mix Design: Objective of A Mix Design: The Objective Mix Design Is To Select and ProportionDocument19 pagesSuperpave Mix Design: Objective of A Mix Design: The Objective Mix Design Is To Select and ProportionMohammedAlkhozaiNo ratings yet
- Hydrology: Zone TechDocument30 pagesHydrology: Zone TechKshitiz RawatNo ratings yet
- Esic Udc: Previous Year PaperDocument8 pagesEsic Udc: Previous Year PaperKshitiz RawatNo ratings yet
- TTLQ) Q/: QfutrqqrDocument3 pagesTTLQ) Q/: QfutrqqrKshitiz RawatNo ratings yet
- D Fiyl D FRF T: S6i R (:iDocument2 pagesD Fiyl D FRF T: S6i R (:iKshitiz RawatNo ratings yet
- Design of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsDocument21 pagesDesign of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsFabianNo ratings yet
- Costar 2K: Cementitious Waterproof MembraneDocument2 pagesCostar 2K: Cementitious Waterproof MembranePearl GbolahanNo ratings yet
- Fracture Strength of Endodontically Treated Teeth Restored With Composite Overlays With and Without Glass-Fiber ReinforcementDocument7 pagesFracture Strength of Endodontically Treated Teeth Restored With Composite Overlays With and Without Glass-Fiber ReinforcementAnindyaNoviaPutriNo ratings yet
- Umc Technical SpecsDocument3 pagesUmc Technical SpecsMunir AhmadNo ratings yet
- Build Up Rate Floor ScreedDocument2 pagesBuild Up Rate Floor ScreedHazim ZakariaNo ratings yet
- Nelcote E-766B PCB Epoxy Prepreg, 120 E-Glass Reinforced.Document5 pagesNelcote E-766B PCB Epoxy Prepreg, 120 E-Glass Reinforced.jackNo ratings yet
- ABB DPDPS PS-Range Revc ENDocument12 pagesABB DPDPS PS-Range Revc ENcasalasNo ratings yet
- Introduction To Nanotechnology and Photocatalysis: Ankit Kumar (mp22007)Document14 pagesIntroduction To Nanotechnology and Photocatalysis: Ankit Kumar (mp22007)Karan KindNo ratings yet
- Unit 5Document56 pagesUnit 5JAYARAMAN S J (RA2011023010003)No ratings yet
- Manufacturing and PerformanceDocument13 pagesManufacturing and PerformanceALEXA FRYNo ratings yet
- Processing and Characterization of Glass Flake Reinforced Thermoplastic Polymer Matrix Bio-Inspried Bulk Lamellar CompositesDocument125 pagesProcessing and Characterization of Glass Flake Reinforced Thermoplastic Polymer Matrix Bio-Inspried Bulk Lamellar CompositesKübraNo ratings yet
- Ultra-High Temperature Materials III Refractory Carbides II (Ti and V Carbides) (Igor L. Shabalin) (Z-Library)Document807 pagesUltra-High Temperature Materials III Refractory Carbides II (Ti and V Carbides) (Igor L. Shabalin) (Z-Library)Melih ÖzdenNo ratings yet
- Density For Construction MaterialsDocument2 pagesDensity For Construction Materialssivaram100% (4)
- d01 PORTAL SPLAPP PDF Useful Informations ScrutinyCases 2013 2014 Faridabad (W) R PDFDocument43 pagesd01 PORTAL SPLAPP PDF Useful Informations ScrutinyCases 2013 2014 Faridabad (W) R PDFAnjali Srivastava100% (1)
- Davco K11 FlexDocument2 pagesDavco K11 Flexjet toledoNo ratings yet
- WC Lecture#04 BDocument16 pagesWC Lecture#04 BBader MasoodNo ratings yet
- TAILORMADE HEAVY PLATES For Dillinger Pressure VesselsDocument11 pagesTAILORMADE HEAVY PLATES For Dillinger Pressure VesselssankhadipNo ratings yet
- UG23 TDS (Ortho Gelcoat)Document1 pageUG23 TDS (Ortho Gelcoat)Duy Khánh ĐỗNo ratings yet
- Evalene HDPE Grade SlateDocument1 pageEvalene HDPE Grade Slatepalani.djpNo ratings yet
- MSE - ChapterDocument44 pagesMSE - ChapterFaisal MumtazNo ratings yet
- Surface EngineeringDocument8 pagesSurface Engineeringبلسم محمود شاكرNo ratings yet
- Material Price List PDFDocument2 pagesMaterial Price List PDFJp Gallardo85% (92)
- Coupling AgentDocument8 pagesCoupling AgentSangeetha RangarajanNo ratings yet
- Colpoly 739 S TDSDocument2 pagesColpoly 739 S TDSKristjan PosavecNo ratings yet
- How Phasic™ Technology Works Phase Base Layer Fabric WeightsDocument6 pagesHow Phasic™ Technology Works Phase Base Layer Fabric WeightsMohan BaliNo ratings yet
- Estimate of BeamDocument42 pagesEstimate of BeamNikhil100% (1)
- Central Loose Tube Double LSZH Jacket Indoor/outdoor Type Fire Resistant Fiber Optic CableDocument2 pagesCentral Loose Tube Double LSZH Jacket Indoor/outdoor Type Fire Resistant Fiber Optic Cablekevinwz1989No ratings yet
- Standardization of Building Codes, Standards and Specifications For Low-Cost (Affordable) Units-2021 - CompressedDocument314 pagesStandardization of Building Codes, Standards and Specifications For Low-Cost (Affordable) Units-2021 - CompressedMohib Ullah KhanNo ratings yet
- Fuchs - Renosafe WG 32 & 46 - 29jun11Document1 pageFuchs - Renosafe WG 32 & 46 - 29jun11RiyazNo ratings yet
- KMN Technical BrochureDocument76 pagesKMN Technical BrochurehilaryabaratuNo ratings yet