You might also like
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Metal Joining Processes: List Types of Welding, Description With Sketches ofDocument19 pagesMetal Joining Processes: List Types of Welding, Description With Sketches ofeldhosekjnitNo ratings yet
- PART-A (10x2 20) Answer All QuestionsDocument9 pagesPART-A (10x2 20) Answer All QuestionsKarthik SubramaniNo ratings yet
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- Workshop VivaDocument14 pagesWorkshop VivaharoldjoysonNo ratings yet
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsFrom EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsNo ratings yet
- Unit IIIDocument114 pagesUnit IIIManoj Kumar SNo ratings yet
- Group (17) Wire Drawing PDFDocument14 pagesGroup (17) Wire Drawing PDFPeter Adel0% (1)
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Chapter 15Document17 pagesChapter 15Lhekha RaviendranNo ratings yet
- Unit IV OrigionalDocument25 pagesUnit IV OrigionalPrakash SinghNo ratings yet
- Unit Iii NotesDocument29 pagesUnit Iii NotesSadhasivam CNo ratings yet
- MT 2nd AssignmentDocument72 pagesMT 2nd AssignmentDixitNo ratings yet
- Arc Welding ProjectDocument11 pagesArc Welding ProjectLeahNo ratings yet
- Metal Joining CH 1 GDocument20 pagesMetal Joining CH 1 Gወይኩን ፍቃድከNo ratings yet
- Manual 2Document16 pagesManual 2Malik Umar KhakhNo ratings yet
- Unit IV 180208091907Document153 pagesUnit IV 180208091907tamilselvan nNo ratings yet
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNo ratings yet
- Electro FormingDocument7 pagesElectro FormingUdaya RangaNaikNo ratings yet
- Chapter 4 (Sheet Metal Fabrication) With VideoDocument71 pagesChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiNo ratings yet
- Sheet Metal OperationsDocument7 pagesSheet Metal OperationsThabiso MmesoNo ratings yet
- Sheetmetal Study PDFDocument8 pagesSheetmetal Study PDFJoselo HRNo ratings yet
- Hot & Cold WorkingDocument23 pagesHot & Cold WorkingzackaiedaNo ratings yet
- Hot Working Processes Rolling Drawing Forging Extruding Piercing SpinningDocument26 pagesHot Working Processes Rolling Drawing Forging Extruding Piercing SpinningSarojKumarSinghNo ratings yet
- Chapter 3-Electric WeldingDocument32 pagesChapter 3-Electric WeldingAMAR CHAND MEENANo ratings yet
- Surya Pandey 2K20/A6/15: Welding ShopDocument13 pagesSurya Pandey 2K20/A6/15: Welding Shop2K20B671 Shivam GargNo ratings yet
- Sheet Metal OperationsDocument7 pagesSheet Metal OperationsSuneth TharakaNo ratings yet
- Metal Forming ProcessesDocument40 pagesMetal Forming ProcessesRyat AtmadjaNo ratings yet
- 4 - Chapter 4 - Part 1Document66 pages4 - Chapter 4 - Part 1zhwan Anwar nooriNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Engineering Ist Year VIVA Workshop QuestionsDocument4 pagesEngineering Ist Year VIVA Workshop Questionsbekar101276% (25)
- Machining ProcessDocument16 pagesMachining ProcessPoonam MargajNo ratings yet
- Asst. Professor University of Petroleum and Energy Studies: Nitin LohaniDocument29 pagesAsst. Professor University of Petroleum and Energy Studies: Nitin LohaniRavichandran GNo ratings yet
- GR GNT 00166580000000717Document25 pagesGR GNT 00166580000000717ashoku24007No ratings yet
- Mechanical Engineering Manufacturing-Process Machine-Drawing Notes PDFDocument10 pagesMechanical Engineering Manufacturing-Process Machine-Drawing Notes PDFahmed titoNo ratings yet
- Sheet Cutting PDFDocument10 pagesSheet Cutting PDFkolla satishNo ratings yet
- Welding Technology Unit 6008Document10 pagesWelding Technology Unit 6008loganathanNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- Electric Welding: Unit-IiDocument41 pagesElectric Welding: Unit-IiKUMAR SNo ratings yet
- Unit I Theory of Plasticity 9Document7 pagesUnit I Theory of Plasticity 9majesticdharma1985No ratings yet
- Keje Welding DaamDocument12 pagesKeje Welding Daamdzuko shamNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding RecordDocument12 pagesWelding Recordsravskv19No ratings yet
- Welding Lab Report # 1: Submitted To: Submitted byDocument6 pagesWelding Lab Report # 1: Submitted To: Submitted byAbrar HassanNo ratings yet
- Resistance WeldingDocument13 pagesResistance WeldingAashishSethiNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- UNit 2 MEC 305Document32 pagesUNit 2 MEC 305Fuzzy is EasyNo ratings yet
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pages"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaNo ratings yet
- Assignment 6Document3 pagesAssignment 6Ishaan IslamNo ratings yet
- Welding DictionaryDocument19 pagesWelding DictionarydrexNo ratings yet
- Mechanical Working of Metals MaterialDocument40 pagesMechanical Working of Metals MaterialRoyalmechNo ratings yet
- Machine Design 2 Chapter 8 JmrivetsDocument8 pagesMachine Design 2 Chapter 8 Jmrivetstest 2No ratings yet
- National Institute of Textile Engineering and Research (NITER)Document6 pagesNational Institute of Textile Engineering and Research (NITER)shahadat hossainNo ratings yet
- Continental Institute of Engineering & Technology: Welding ShopDocument8 pagesContinental Institute of Engineering & Technology: Welding ShopAjay RanaNo ratings yet
- Heavy Assembly ShopDocument8 pagesHeavy Assembly ShoprampdwnNo ratings yet
- Electrical Discharge MachiningDocument11 pagesElectrical Discharge MachiningRizwan MrnNo ratings yet
- WeldingDocument12 pagesWeldingChaudhry BrothersNo ratings yet
- Hammer Forging: Broach MethodDocument2 pagesHammer Forging: Broach MethodJalina, Emmanuel JoseNo ratings yet
- Solar Fuel - Unit VIDocument7 pagesSolar Fuel - Unit VIAbdulbar kelilNo ratings yet
- Thermoelectrics - Unit - VIIDocument8 pagesThermoelectrics - Unit - VIIAbdulbar kelilNo ratings yet
- What Is Heat TreatmentDocument5 pagesWhat Is Heat TreatmentAbdulbar kelilNo ratings yet
- Abdulbar Propasal-1Document40 pagesAbdulbar Propasal-1Abdulbar kelilNo ratings yet
- Q) Why Does Capacitance Increase With Scan Rate?Document11 pagesQ) Why Does Capacitance Increase With Scan Rate?Abdulbar kelilNo ratings yet
- LED - Unit-VDocument17 pagesLED - Unit-VAbdulbar kelilNo ratings yet
- Solar Cell Unit - IVDocument18 pagesSolar Cell Unit - IVAbdulbar kelilNo ratings yet
- Applications of Natural Fibers Reinforced False Ceiling CompositesDocument8 pagesApplications of Natural Fibers Reinforced False Ceiling CompositesAbdulbar kelilNo ratings yet
- Sheet Metal Forming ProcessDocument5 pagesSheet Metal Forming ProcessAbdulbar kelilNo ratings yet
- EmploymentDocument3 pagesEmploymentAbdulbar kelilNo ratings yet
- Advantages of Using Management Information System.: Products Innovation Product DevelopmentDocument4 pagesAdvantages of Using Management Information System.: Products Innovation Product DevelopmentAbdulbar kelilNo ratings yet
- Quiz-2 Inst.Document6 pagesQuiz-2 Inst.Abdulbar kelilNo ratings yet
- Civil ServantDocument10 pagesCivil ServantAbdulbar kelilNo ratings yet
- Instrumental Methods in ElectroDocument38 pagesInstrumental Methods in ElectroAbdulbar kelilNo ratings yet
- Assignment of NanotechnologyDocument15 pagesAssignment of NanotechnologyAbdulbar kelilNo ratings yet
- CorrosionDocument37 pagesCorrosionAbdulbar kelilNo ratings yet
- A Few Basics of ElectrochemistryDocument7 pagesA Few Basics of ElectrochemistryAbdulbar kelilNo ratings yet
- The Optical Properties of Magnesium Oxide ContainiDocument6 pagesThe Optical Properties of Magnesium Oxide ContainiAbdulbar kelilNo ratings yet
- Amperometry: Working PrincipleDocument10 pagesAmperometry: Working PrincipleAbdulbar kelilNo ratings yet
- Optical Band Gap Energies of Magnesium Oxide (Mgo) Thin Film and Spherical NanostructuresDocument7 pagesOptical Band Gap Energies of Magnesium Oxide (Mgo) Thin Film and Spherical NanostructuresAbdulbar kelilNo ratings yet
- First-Principles Study of Ground-And Excited-State Properties of Mgo, Zno, and Cdo PolymorphsDocument15 pagesFirst-Principles Study of Ground-And Excited-State Properties of Mgo, Zno, and Cdo PolymorphsAbdulbar kelilNo ratings yet
- Answer Quiz1Document2 pagesAnswer Quiz1Abdulbar kelilNo ratings yet
- Abdulbar File2Document5 pagesAbdulbar File2Abdulbar kelilNo ratings yet
- Business Plan On GypsumDocument19 pagesBusiness Plan On GypsumAbdulbar kelilNo ratings yet
- Chemistry (Whitten), 10th Ed - 2Document3 pagesChemistry (Whitten), 10th Ed - 2juan herreraNo ratings yet
- New 7373838Document32 pagesNew 7373838Karthik BoopathyNo ratings yet
- Alkyl Halides - Memory Map - Nucleophilic Substitution: Kno /agno NahsDocument1 pageAlkyl Halides - Memory Map - Nucleophilic Substitution: Kno /agno NahsAryan GuptaNo ratings yet
- ApparatusDocument5 pagesApparatusFaisal IrfanNo ratings yet
- Hyprox 500 MSDSDocument16 pagesHyprox 500 MSDSkurniawanNo ratings yet
- Reactions of Alkenes and AlcoholsDocument4 pagesReactions of Alkenes and AlcoholsRaquel da Silva JustinoNo ratings yet
- Liofilizacion YogurtDocument10 pagesLiofilizacion YogurtDiana FernandaNo ratings yet
- Vaibhav Project PDF PrintDocument22 pagesVaibhav Project PDF Printshubham shindeNo ratings yet
- Case Study For Corrosion Science: (Engineering Chemistry)Document5 pagesCase Study For Corrosion Science: (Engineering Chemistry)Soham Pathak100% (1)
- Section Es. Executive Summary: Environmental Impact StatementDocument12 pagesSection Es. Executive Summary: Environmental Impact StatementAlexander PinedaNo ratings yet
- Midwest Fruit Pest Management GuideDocument168 pagesMidwest Fruit Pest Management GuideZakhar PikulytskyiNo ratings yet
- 3 Metodos - Expeller - Soxhlet - UltrasonsDocument5 pages3 Metodos - Expeller - Soxhlet - Ultrasonsilidio costaNo ratings yet
- MSDS Antigermen Forte PDFDocument2 pagesMSDS Antigermen Forte PDFmarsalNo ratings yet
- Class 7 - 26thaugust1Document31 pagesClass 7 - 26thaugust1AADESH GUPTANo ratings yet
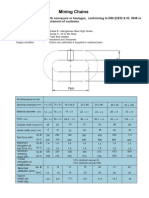
- Mining ChainsDocument1 pageMining ChainsGM HerbalsNo ratings yet
- Ncert Solutions Class 10 Science Chapter 15Document3 pagesNcert Solutions Class 10 Science Chapter 15Pujara PujaraNo ratings yet
- A Self-Learning Module For BS Criminology Course Code: Cdi 6 Fire Technology and Arson InvestigationDocument28 pagesA Self-Learning Module For BS Criminology Course Code: Cdi 6 Fire Technology and Arson InvestigationMelanie Garcia CanonizadoNo ratings yet
- Concrete Mix Design Lab ReportDocument42 pagesConcrete Mix Design Lab ReportShaluka Wijesiri100% (4)
- Changes in Vapour Pressure. (Vapour Pressure Lowering) : V - P Depends Only On The SolventDocument5 pagesChanges in Vapour Pressure. (Vapour Pressure Lowering) : V - P Depends Only On The SolventMarthy DayagNo ratings yet
- Manual - MilleniumDocument165 pagesManual - MilleniumHumberto HernánmdezNo ratings yet
- AOAC 2020.08 Lactose Concentration in Milk, Milk Products and Dairy Ingredients by Megazyme Test KitDocument7 pagesAOAC 2020.08 Lactose Concentration in Milk, Milk Products and Dairy Ingredients by Megazyme Test KitdcardonasterNo ratings yet
- WHX Flare and BlowdownDocument106 pagesWHX Flare and BlowdownEslam ShiblNo ratings yet
- Instructions ReportDocument3 pagesInstructions Reportapi-593712140No ratings yet
- 3b. Definitions - Soap Calculator - Soap ManufacturingDocument1 page3b. Definitions - Soap Calculator - Soap Manufacturingمحمد اسامہ یوسفNo ratings yet
- Class 8 Science Final Term Paper 2022-23Document5 pagesClass 8 Science Final Term Paper 2022-23Izyan AhmedNo ratings yet
- FLUXANA Fusion EN Web 2Document12 pagesFLUXANA Fusion EN Web 2ahmed ismailNo ratings yet
- Risk Benefit Analysis of AspartameDocument3 pagesRisk Benefit Analysis of AspartameRyan ChachanaNo ratings yet
- Solid State Shear ExtrusionDocument2 pagesSolid State Shear ExtrusionPey ManNo ratings yet
- Material Data Sheet MDS - C21 Rev. 2Document3 pagesMaterial Data Sheet MDS - C21 Rev. 2Shakinah As SaadNo ratings yet
- 75 MW Lab Test InfoDocument295 pages75 MW Lab Test InfoMd Suzon MahmudNo ratings yet