You might also like
- MC2000™ Advanced Deskset: Tone Control L3216 Operator and Installation ManualDocument112 pagesMC2000™ Advanced Deskset: Tone Control L3216 Operator and Installation ManualAlex Gomez50% (2)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Failure modes and testing of outdoor polymeric insulatorsDocument4 pagesFailure modes and testing of outdoor polymeric insulatorszerferuzNo ratings yet
- AMEU Technical Convention Bushings FailuresDocument4 pagesAMEU Technical Convention Bushings FailuresDunstan AmaratungaNo ratings yet
- Water Blocking Tendencies in Underwater CablesDocument10 pagesWater Blocking Tendencies in Underwater Cablesrasheed313No ratings yet
- Microwave Planning and DesignDocument236 pagesMicrowave Planning and Designala_a_silawi93% (14)
- Brief overview of MV cable construction and design trendsDocument17 pagesBrief overview of MV cable construction and design trendsMohubu Charlz DwayneNo ratings yet
- Godfrey, Paul - PresentationDocument17 pagesGodfrey, Paul - PresentationMostafa AnnakaNo ratings yet
- Microwave Circuit BoardsDocument10 pagesMicrowave Circuit BoardsbongoloidNo ratings yet
- Reliability Aspects of MV XLPE Cable Joints and TerminationsDocument15 pagesReliability Aspects of MV XLPE Cable Joints and TerminationsAnonymous bau06xStTNo ratings yet
- Ferrules Ensure Safe ConnectionsDocument6 pagesFerrules Ensure Safe ConnectionstotovasiNo ratings yet
- Underground Cables: Atmiya Institute of Technology & ScienceDocument35 pagesUnderground Cables: Atmiya Institute of Technology & ScienceLaveen Raghunam100% (1)
- How To Install and Erect TrunkingDocument13 pagesHow To Install and Erect TrunkingDaniel Madulu CharlesNo ratings yet
- Technical Specification Joint Kits and TerminationsDocument10 pagesTechnical Specification Joint Kits and TerminationsYörükNo ratings yet
- Laying of Underground CablesDocument14 pagesLaying of Underground CablesjibooryNo ratings yet
- Corona Protection in Rotating High Voltage MachinesDocument6 pagesCorona Protection in Rotating High Voltage MachinesLaplaceFourier100% (1)
- Examples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsDocument4 pagesExamples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsstarkopeteNo ratings yet
- Failure of MV CablesDocument5 pagesFailure of MV CablesselvamNo ratings yet
- Cesc Cable JointsDocument15 pagesCesc Cable Jointsjoydeep_d3232No ratings yet
- Complete Guide To Cable LacingDocument83 pagesComplete Guide To Cable LacingfulltrackproductionsNo ratings yet
- Crimping Technology PreDocument31 pagesCrimping Technology PreAlehegn ZurbetNo ratings yet
- Scotch® 25 Electrical Grounding Braid: Data SheetDocument3 pagesScotch® 25 Electrical Grounding Braid: Data Sheetprincesa762No ratings yet
- Corona Ring Application.Document2 pagesCorona Ring Application.kakeim6No ratings yet
- Duct Installation of Fiber Optic Cable PDFDocument9 pagesDuct Installation of Fiber Optic Cable PDFnecmettinsengunNo ratings yet
- Designing For Flexibility and ReliabilityDocument5 pagesDesigning For Flexibility and Reliabilityluat1983No ratings yet
- Optomizing Corona TreatmentDocument10 pagesOptomizing Corona TreatmentTito Setiawan NugrohoNo ratings yet
- HV BushingDocument3 pagesHV BushingEdison SelvarajNo ratings yet
- Aluminum Connectors & CrimpingDocument4 pagesAluminum Connectors & CrimpingBiplab PaulNo ratings yet
- Laying of Underground CablesDocument17 pagesLaying of Underground CablesMohammed K. HayderNo ratings yet
- Electricenergyonline Com Show Article PHPDocument9 pagesElectricenergyonline Com Show Article PHPMMFAWZYNo ratings yet
- High VoltageDocument5 pagesHigh VoltageAnnie ToddNo ratings yet
- MANUAL DE COILED TUBING (Schlumberger) PDFDocument10 pagesMANUAL DE COILED TUBING (Schlumberger) PDFJose Sostenes0% (1)
- About Some Important Items of Composite Insulators Design: February 1999Document6 pagesAbout Some Important Items of Composite Insulators Design: February 1999ipraoNo ratings yet
- Shielding of Power CablesDocument6 pagesShielding of Power CablesYudo Heru PribadiNo ratings yet
- Standards and Specifications (Chap-9)Document12 pagesStandards and Specifications (Chap-9)Mehdi Rabbani100% (1)
- Install at in CablesDocument20 pagesInstall at in Cableshashimkolan100% (2)
- Klauke - Bi-Metal Lugs & ConnectorsDocument6 pagesKlauke - Bi-Metal Lugs & ConnectorsBiplab PaulNo ratings yet
- Instructions For The Use of WirelockDocument6 pagesInstructions For The Use of WirelockLeo MottaNo ratings yet
- Chapter OneDocument80 pagesChapter OneMurad Eltaher100% (1)
- PMG Newsletter (Volume 03. Issue 11) (1)Document15 pagesPMG Newsletter (Volume 03. Issue 11) (1)jitendra.singhNo ratings yet
- Buried Installation of Optic Fiber Cable: Application NotesDocument19 pagesBuried Installation of Optic Fiber Cable: Application NotesAli AbdulaleemNo ratings yet
- Underground Cables (Done)Document17 pagesUnderground Cables (Done)Sk Munwar BabuNo ratings yet
- Cable Accessories: Systems, IncDocument4 pagesCable Accessories: Systems, IncLuis MurilloNo ratings yet
- Type of GlandDocument10 pagesType of GlandShrikant KajaleNo ratings yet
- Shielded vs Non-Shielded Cables: Changes in the NECDocument20 pagesShielded vs Non-Shielded Cables: Changes in the NECJuan AraqueNo ratings yet
- Presenting A New Method To Estimate The Remaining Life of Aerial Bundled Cable NetworkDocument5 pagesPresenting A New Method To Estimate The Remaining Life of Aerial Bundled Cable NetworknoumanraoNo ratings yet
- Why CTCDocument15 pagesWhy CTCfaharaNo ratings yet
- Why Partial Discharge Coatings Needed in Stator WindingsDocument3 pagesWhy Partial Discharge Coatings Needed in Stator Windingsvoruganti harishNo ratings yet
- Why Partial Discharge Suppression Coatings Are Needed in Stator WindingsDocument3 pagesWhy Partial Discharge Suppression Coatings Are Needed in Stator Windingsvoruganti harishNo ratings yet
- Are Suppression Coatings Needed in Stator Windings 1586923475 PDFDocument3 pagesAre Suppression Coatings Needed in Stator Windings 1586923475 PDFvoruganti harishNo ratings yet
- Cable TrunkingDocument5 pagesCable TrunkingLeo GeeNo ratings yet
- OTC 3736 The Spiral Arrestor - A New Buckle Arrestor Design For Offshore PipelinesDocument6 pagesOTC 3736 The Spiral Arrestor - A New Buckle Arrestor Design For Offshore PipelinesD DeletarNo ratings yet
- Domestic Wiring and Industrial Motor Control GuideDocument120 pagesDomestic Wiring and Industrial Motor Control GuideAlfred K Chilufya82% (11)
- Unit 3 T&DDocument44 pagesUnit 3 T&DAish KrishNo ratings yet
- Sla Eim 12 Week 5 Non Metallic Sheated Cable NmnmcnmsDocument2 pagesSla Eim 12 Week 5 Non Metallic Sheated Cable NmnmcnmsCandice Bolay-og0% (1)
- TELECOMMODULE 5Document40 pagesTELECOMMODULE 5MADRIAGA, CYRILLE MAE RUMANo ratings yet
- LS Cable Power Cable GuideDocument33 pagesLS Cable Power Cable Guideselaroth168No ratings yet
- 2.2 Underground Cables1Document37 pages2.2 Underground Cables1Aayu JainNo ratings yet
- Research and Design of DC500kV Optical Fiber Composite Submarine CableDocument6 pagesResearch and Design of DC500kV Optical Fiber Composite Submarine CableNamrata ToleNo ratings yet
- Siemens - Applications For SIPROTEC Protection RelaysDocument228 pagesSiemens - Applications For SIPROTEC Protection RelaysFabien Massenet100% (2)
- Testing of Micom P546 - Dist - Def - LinediffDocument37 pagesTesting of Micom P546 - Dist - Def - Linediffsamlash100% (2)
- SN-Main Fire Fighting Pump sun-Stator-Used - Incoming (IEEE) - 20221002 - 110257Document4 pagesSN-Main Fire Fighting Pump sun-Stator-Used - Incoming (IEEE) - 20221002 - 110257MohamedHussein MohamedHusseinNo ratings yet
- 7UT6x Manual A5 V040400 en PDFDocument684 pages7UT6x Manual A5 V040400 en PDFSmandy DanielNo ratings yet
- 7UT612 Manual V40R01 76Document360 pages7UT612 Manual V40R01 76masoodeeNo ratings yet
- Earthing Design Procedure & CalculationsDocument35 pagesEarthing Design Procedure & CalculationsAshwin NarayanNo ratings yet
- Setting PageDocument1 pageSetting PageMohamedHussein MohamedHusseinNo ratings yet
- 3gf11082489-Stator-Used - Incoming (IEEE) - 20221002 - 124539Document4 pages3gf11082489-Stator-Used - Incoming (IEEE) - 20221002 - 124539MohamedHussein MohamedHusseinNo ratings yet
- 3gf11082483-Stator-New - Incoming (IEEE) - 20221002 - 113114Document3 pages3gf11082483-Stator-New - Incoming (IEEE) - 20221002 - 113114MohamedHussein MohamedHusseinNo ratings yet
- 3gf11082482-Stator-Used - Incoming (IEEE) - 20221002 - 112258Document4 pages3gf11082482-Stator-Used - Incoming (IEEE) - 20221002 - 112258MohamedHussein MohamedHusseinNo ratings yet
- 3gf11082482-Stator-Used - Incoming (IEEE) - 20221002 - 112258Document4 pages3gf11082482-Stator-Used - Incoming (IEEE) - 20221002 - 112258MohamedHussein MohamedHusseinNo ratings yet
- 3gf11082485-Stator-Used - Incoming (IEEE) - 20221002 - 120302Document4 pages3gf11082485-Stator-Used - Incoming (IEEE) - 20221002 - 120302MohamedHussein MohamedHusseinNo ratings yet
- 3gf11082489-Stator-Used - Incoming (IEEE) - 20221002 - 124539Document4 pages3gf11082489-Stator-Used - Incoming (IEEE) - 20221002 - 124539MohamedHussein MohamedHusseinNo ratings yet
- Seimens jocky pump sun test reportDocument4 pagesSeimens jocky pump sun test reportMohamedHussein MohamedHusseinNo ratings yet
- Process Live Electrostatic Oil Treater Middle East CsDocument1 pageProcess Live Electrostatic Oil Treater Middle East CsMohamedHussein MohamedHusseinNo ratings yet
- Hipot TestDocument4 pagesHipot TestMohamedHussein MohamedHusseinNo ratings yet
- Ud 1111-1392158-002-2-Stator-Used - Incoming (IEEE) - 20221002 - 104302Document4 pagesUd 1111-1392158-002-2-Stator-Used - Incoming (IEEE) - 20221002 - 104302MohamedHussein MohamedHusseinNo ratings yet
- Pcams Alarm User GuideDocument8 pagesPcams Alarm User GuideMohamedHussein MohamedHusseinNo ratings yet
- TB NitrogenBlanketDocument1 pageTB NitrogenBlanketMohamedHussein MohamedHusseinNo ratings yet
- STREETLIGHT 150 W 4000 K enDocument4 pagesSTREETLIGHT 150 W 4000 K enMohamedHussein MohamedHusseinNo ratings yet
- Karl Fischer Moisture in Oil Test Set, Type KF-LAB MKLL: Data Sheet 5.85-72/1Document2 pagesKarl Fischer Moisture in Oil Test Set, Type KF-LAB MKLL: Data Sheet 5.85-72/1MohamedHussein MohamedHusseinNo ratings yet
- LED STREET LIGHT INSTALLATIONDocument2 pagesLED STREET LIGHT INSTALLATIONMohamedHussein MohamedHusseinNo ratings yet
- Uninterruptible Power Supply UPS Protect 5. 31/xxx-S05 10 kVA - 120 kVADocument56 pagesUninterruptible Power Supply UPS Protect 5. 31/xxx-S05 10 kVA - 120 kVAMohamedHussein MohamedHusseinNo ratings yet
- Wolf Safety Wolflite H-4DCA Instuctions H-136 Issue 7 H-136A1 Issue 1Document3 pagesWolf Safety Wolflite H-4DCA Instuctions H-136 Issue 7 H-136A1 Issue 1MohamedHussein MohamedHusseinNo ratings yet
- Motor Circuit Analysis Concept and Principle 1Document15 pagesMotor Circuit Analysis Concept and Principle 1MohamedHussein MohamedHusseinNo ratings yet
- MP430 Submittal With ATS (Large HP)Document11 pagesMP430 Submittal With ATS (Large HP)MohamedHussein MohamedHusseinNo ratings yet
- Replace HV Bushing ProcedureDocument2 pagesReplace HV Bushing ProcedureMohamedHussein MohamedHusseinNo ratings yet
- Surge Test WhitepaperDocument13 pagesSurge Test WhitepaperMohamedHussein MohamedHusseinNo ratings yet
- Nirvanacc EnglishDocument16 pagesNirvanacc EnglishMohamedHussein MohamedHusseinNo ratings yet
- Natco Dual Polarity PsDocument2 pagesNatco Dual Polarity PsajostosNo ratings yet
- P-3C Aircraft Powerplant Electrical Systems ManualDocument340 pagesP-3C Aircraft Powerplant Electrical Systems ManualEva LuhNo ratings yet
- How to Cut and Strip a VGA Cable for DIY ProjectsDocument7 pagesHow to Cut and Strip a VGA Cable for DIY ProjectsDlanor AvadecNo ratings yet
- Full-Power Converter Based Test Bench For Low VoltageDocument25 pagesFull-Power Converter Based Test Bench For Low VoltageJuanNo ratings yet
- 8087 - Math CoprocessorDocument68 pages8087 - Math CoprocessorLohith B M BandiNo ratings yet
- Gencomm Control KeysDocument4 pagesGencomm Control Keyskazishah100% (1)
- Thomson Catalog CompressedDocument210 pagesThomson Catalog CompressedCharlesNo ratings yet
- Bi-SectorTM Antenna PDFDocument11 pagesBi-SectorTM Antenna PDFMd Nurul Absar SiddikyNo ratings yet
- Power Management of GensetDocument11 pagesPower Management of GensetMahesh MirajkarNo ratings yet
- Unit Oscillators: StructureDocument16 pagesUnit Oscillators: StructuremcamhkNo ratings yet
- Magnetec: Advanced Softmagnetic Materials For Electromagnetic Compatibility - EMCDocument35 pagesMagnetec: Advanced Softmagnetic Materials For Electromagnetic Compatibility - EMCVedran IbrahimovicNo ratings yet
- STLDDocument1 pageSTLDdasari_reddy100% (1)
- Datasheet CD4051BEDocument20 pagesDatasheet CD4051BEjamithbNo ratings yet
- rr221702 Analog CommunicationsDocument8 pagesrr221702 Analog CommunicationsSRINIVASA RAO GANTANo ratings yet
- Lecture Plan For Jee - Physics (2021)Document4 pagesLecture Plan For Jee - Physics (2021)Bharath D.SNo ratings yet
- Haar WaveletDocument56 pagesHaar Waveletcristi_badNo ratings yet
- Ryans IT Limited Kusholi Bhaban, 238/1 Begum Rokeya Sarani, Taltola, Dhaka-1207, Bangladesh, +8809604442121, +8801755662121 info@ryansplus.comDocument2 pagesRyans IT Limited Kusholi Bhaban, 238/1 Begum Rokeya Sarani, Taltola, Dhaka-1207, Bangladesh, +8809604442121, +8801755662121 info@ryansplus.comshaonNo ratings yet
- Oil Tan Delta and Resistivity Test - OTDDocument5 pagesOil Tan Delta and Resistivity Test - OTDAnand MandalNo ratings yet
- 555 Timer CircuitDocument5 pages555 Timer CircuitMack San MiguelNo ratings yet
- FCBC/ Smps Power Plant-MODEL DY2350 (48V/12.5A)Document1 pageFCBC/ Smps Power Plant-MODEL DY2350 (48V/12.5A)Sales DynahitechNo ratings yet
- The MOS Capacitor: N Polysilicon Gate Gate Oxide 3.9 0Document10 pagesThe MOS Capacitor: N Polysilicon Gate Gate Oxide 3.9 0VLSI_IITRNo ratings yet
- D D D D D D D D D D: DescriptionDocument25 pagesD D D D D D D D D D: DescriptionSofywka SofaNo ratings yet
- HeadphoneDocument19 pagesHeadphoneOsama YaseenNo ratings yet
- SUPRIYADocument22 pagesSUPRIYANATIONAL XEROXNo ratings yet
- Data Sheet: D-Series DRM DRM570730Document9 pagesData Sheet: D-Series DRM DRM570730Randy FajardoNo ratings yet
- Magnetic Field DeterminationDocument18 pagesMagnetic Field DeterminationPrashant BhandariNo ratings yet
- Gigacore Ethernet Switches: Specifications (1/2)Document2 pagesGigacore Ethernet Switches: Specifications (1/2)Pablo BordinoNo ratings yet
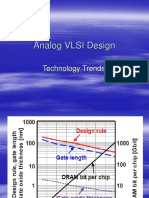
- Analog VLSI Design: Technology TrendsDocument31 pagesAnalog VLSI Design: Technology TrendsSathyaNarasimmanTiagarajNo ratings yet
- Computer Architecture, Solved ProblemsDocument9 pagesComputer Architecture, Solved ProblemsNaved Khan100% (1)