You might also like
- Criminology The Core 7th Edition Ebook PDF VersionDocument61 pagesCriminology The Core 7th Edition Ebook PDF Versionsharon.correia68998% (44)
- 1619921936223forensic Science UNIT - I PDFDocument86 pages1619921936223forensic Science UNIT - I PDFVyshnav RNo ratings yet
- Low Hanging SystemDocument69 pagesLow Hanging SystemVina100% (1)
- Shot Peening TrainingDocument3 pagesShot Peening Trainingdonhan91No ratings yet
- LegendDocument17 pagesLegendVIJAY KUMAR SAJJANo ratings yet
- Polypak SealDocument2 pagesPolypak SealZAMFERLENONo ratings yet
- US ARMY US MARINE CORPS TM 10-4610-215-10 TM 08580A-10/1 TECHNICAL MANUAL OPERATORS MANUAL, WATER PURIFICATION UNIT, REVERSE OSMOSIS, 600 GPH TRAILER MOUNTED FLATBED CARGO, 5 TON 4 WHEEL TANDEM ROWPU MODEL 600-1 (4610-01-093-2380) AND 600 GPH SKID MOUNTED ROWPU MODEL 600-3 (4610-01-113-8651)Document223 pagesUS ARMY US MARINE CORPS TM 10-4610-215-10 TM 08580A-10/1 TECHNICAL MANUAL OPERATORS MANUAL, WATER PURIFICATION UNIT, REVERSE OSMOSIS, 600 GPH TRAILER MOUNTED FLATBED CARGO, 5 TON 4 WHEEL TANDEM ROWPU MODEL 600-1 (4610-01-093-2380) AND 600 GPH SKID MOUNTED ROWPU MODEL 600-3 (4610-01-113-8651)hbpr9999100% (2)
- Pokerole Core Rulebook 2.0Document489 pagesPokerole Core Rulebook 2.0Trey Bachtiger100% (2)
- Settlememt Analysis For Shallow Foundations Based On N - ValuesDocument4 pagesSettlememt Analysis For Shallow Foundations Based On N - Valueshabibur Rahman KhanNo ratings yet
- 7.4 Design For Bending Reinforcement: ST ND ST ND 2 2 2 2 2Document1 page7.4 Design For Bending Reinforcement: ST ND ST ND 2 2 2 2 2Xplore EnggtechNo ratings yet
- Platinum Card: Technique: Natural Level: ColorDocument1 pagePlatinum Card: Technique: Natural Level: ColorLeo CabelosNo ratings yet
- Settlememt Analysis For Shallow Foundations Based On N - ValuesDocument5 pagesSettlememt Analysis For Shallow Foundations Based On N - Valueskushaljp8989No ratings yet
- Lect 8 - Slope Deflection MethodDocument30 pagesLect 8 - Slope Deflection MethodEbrahem saeedNo ratings yet
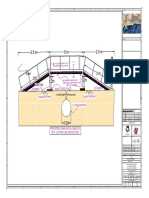
- Structural Molo Carparking 03202023Document16 pagesStructural Molo Carparking 03202023Jefford C. ObañaNo ratings yet
- 03 - RoadConditionDocument1 page03 - RoadConditionTriChandra MaharjanNo ratings yet
- Next Search Back Section Contents: Guide For Design Table 4-2Document12 pagesNext Search Back Section Contents: Guide For Design Table 4-2MihaiTaNo ratings yet
- Top of Pole Ø 63mm: Tiang Flood Light H-08M OctagonalDocument5 pagesTop of Pole Ø 63mm: Tiang Flood Light H-08M OctagonalHanif WiewekaNo ratings yet
- Chapter 6 - Fatigue FailuresDocument70 pagesChapter 6 - Fatigue FailuresKanakNo ratings yet
- Classification: Internal UseDocument2 pagesClassification: Internal Usemohammed abbasNo ratings yet
- Answers: (Anticipation Guide and Lesson 4-1)Document18 pagesAnswers: (Anticipation Guide and Lesson 4-1)Mazahir Mohammad BakirNo ratings yet
- (Midasbridge - Com) 2D - Strut-and-Tie Model For 4piles CapDocument5 pages(Midasbridge - Com) 2D - Strut-and-Tie Model For 4piles Capsanusi69No ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-7Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-7VISHALNo ratings yet
- Project Doc. No. Prepared Date Title Design of Rectangular Beams Revision Checked DateDocument1 pageProject Doc. No. Prepared Date Title Design of Rectangular Beams Revision Checked DateGovendan GopalakrishnanNo ratings yet
- 5MS FRDocument15 pages5MS FRJose LuisNo ratings yet
- Acceptable Std. For NDTDocument4 pagesAcceptable Std. For NDTHarshaVeeragandhamNo ratings yet
- Vessel Volume & Area CalcDocument5 pagesVessel Volume & Area CalcgagilamNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-5Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-5VISHALNo ratings yet
- 22 Tower Foundation Inspection FormatDocument4 pages22 Tower Foundation Inspection FormatsoorajNo ratings yet
- Surveying Lec Reviewer - Chapter 3 and 4Document24 pagesSurveying Lec Reviewer - Chapter 3 and 4Neo QuinaNo ratings yet
- 12-Strand AmSteel-Blue Whoopie Sling Splice 2008Document2 pages12-Strand AmSteel-Blue Whoopie Sling Splice 2008jerrybullfrogNo ratings yet
- Departemen Die Maintenance: Pad Lower Goyang & Wear Plate Tidak TerpasangDocument2 pagesDepartemen Die Maintenance: Pad Lower Goyang & Wear Plate Tidak TerpasangMada PerwiraNo ratings yet
- 20pg0064 - PDF Plans s1-5Document5 pages20pg0064 - PDF Plans s1-5Mary Ann Toni N. RasonabeNo ratings yet
- OpenChanFlow Tractive Force Riprap SteepDocument33 pagesOpenChanFlow Tractive Force Riprap SteepRudy IndrawanNo ratings yet
- 03 HWDP Spiral 3 1-2 New ReportDocument2 pages03 HWDP Spiral 3 1-2 New ReportKhalil ChabbouhNo ratings yet
- Pyroxene Memo Planner-1Document6 pagesPyroxene Memo Planner-1Hazril NayotamaNo ratings yet
- Curriculum Map 2019-2020: Immaculate Conception School of Guiuan, IncDocument2 pagesCurriculum Map 2019-2020: Immaculate Conception School of Guiuan, IncJessa Mae Badar MacasojotNo ratings yet
- How To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred Growcock PDFDocument32 pagesHow To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred Growcock PDFrıdvan duranNo ratings yet
- Circuit Training With Scores: Maneuvering (MAN 1-5) and Payload Functionality (PAY 1-5)Document21 pagesCircuit Training With Scores: Maneuvering (MAN 1-5) and Payload Functionality (PAY 1-5)itallo2009No ratings yet
- DeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveDocument13 pagesDeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveGunawan SuwarnoNo ratings yet
- IF NotesDocument2 pagesIF NotesCameron BaxterNo ratings yet
- 2023.01.15 - VDRL TEMPLATE PEP - Rev.F 15 Jan 22)Document72 pages2023.01.15 - VDRL TEMPLATE PEP - Rev.F 15 Jan 22)Andy ArdianNo ratings yet
- Amada Thick Turret Forming ToolingDocument20 pagesAmada Thick Turret Forming ToolingAFAB Machinery and Tools LtdNo ratings yet
- Design of Base RingDocument1 pageDesign of Base RingMohammed Faizal Nv100% (1)
- LFV Wall Chart 2015 FinalDocument2 pagesLFV Wall Chart 2015 FinalKarunya GoliNo ratings yet
- Typical X Section 7 1Document1 pageTypical X Section 7 1Doughnut Chilli PiNo ratings yet
- Englishlogisticsbook 1Document95 pagesEnglishlogisticsbook 1dung satiNo ratings yet
- ETABS 2016 16.0.2 - Print View - Typical Concrete Beam Elevation 3SDocument1 pageETABS 2016 16.0.2 - Print View - Typical Concrete Beam Elevation 3Sعبدالحكيم عبدالوهابNo ratings yet
- White House Correspondence - ConvictDocument5 pagesWhite House Correspondence - ConvictBill GeerhartNo ratings yet
- Design of Isolated FootingDocument124 pagesDesign of Isolated FootingManikandan100% (1)
- Base Steel Plate 30 Degree 30 Degree Ground Soil LevelDocument1 pageBase Steel Plate 30 Degree 30 Degree Ground Soil LevelMahmudul Alam kanakNo ratings yet
- Definition of Surface Texture and Stylus InstrumentDocument5 pagesDefinition of Surface Texture and Stylus InstrumenthosseinNo ratings yet
- Plantilla DP Keyboard - SPDocument1 pagePlantilla DP Keyboard - SPtiburonrockNo ratings yet
- Ship Dimentions and RegulationsDocument13 pagesShip Dimentions and RegulationsAprilia RedianNo ratings yet
- NSRP Sdm2019 Hex ScheduleDocument2 pagesNSRP Sdm2019 Hex ScheduleThinh NguyenNo ratings yet
- Deshuttering WorkDocument2 pagesDeshuttering WorkChandru100% (1)
- Timber Wolf (Gray Wolf)Document4 pagesTimber Wolf (Gray Wolf)Sandra HernándezNo ratings yet
- Note #1: ProposalDocument1 pageNote #1: ProposalRicardo LandazuriNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-2Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-2VISHALNo ratings yet
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-3Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-3VISHALNo ratings yet
- Carding PDFDocument6 pagesCarding PDFNeelakandan DNo ratings yet
- 3x1 Pass ConceptsDocument8 pages3x1 Pass ConceptsChristof LauriersNo ratings yet
- 07 HWDP 5Document2 pages07 HWDP 5khalilNo ratings yet
- Topic 9 - Hauling and Mass Curve DiagramDocument14 pagesTopic 9 - Hauling and Mass Curve DiagramNicholas Bonn SingNo ratings yet
- Professional Practice Law and Ethics 1st Unit Lecture NotesDocument27 pagesProfessional Practice Law and Ethics 1st Unit Lecture NotesRammohanreddy RajidiNo ratings yet
- Gayatris and Other Mantras For AssistanceDocument42 pagesGayatris and Other Mantras For AssistanceBalrajGoulikarNo ratings yet
- Homeless Serving Land Use Overnight Shelter Parcel DataDocument14 pagesHomeless Serving Land Use Overnight Shelter Parcel DataAbhishekh GuptaNo ratings yet
- Pradosh Pooja Vidhi in KannadaDocument257 pagesPradosh Pooja Vidhi in KannadaGuru Sharma50% (2)
- Saludo, Jr. vs. Philippine National Bank DigestDocument4 pagesSaludo, Jr. vs. Philippine National Bank DigestEmir Mendoza100% (2)
- Henry F. Carey Romania Since 1989 PoliticsDocument666 pagesHenry F. Carey Romania Since 1989 PoliticsAurora MagdalenaNo ratings yet
- Project Management Book of KnowledgeDocument4 pagesProject Management Book of KnowledgeEdna VilchezNo ratings yet
- Microeconomic Theory Basic Principles and Extensions WalterDocument16 pagesMicroeconomic Theory Basic Principles and Extensions WalterMilkerValdezGutierrez100% (1)
- United States v. Harry Hargrove, 4th Cir. (2012)Document14 pagesUnited States v. Harry Hargrove, 4th Cir. (2012)Scribd Government DocsNo ratings yet
- The Big Game of DevarayanadurgaDocument4 pagesThe Big Game of DevarayanadurgatumkurameenNo ratings yet
- Manonmaniam Sundaranar University Tirunelveli - 12: Appendix - Ae24Document39 pagesManonmaniam Sundaranar University Tirunelveli - 12: Appendix - Ae24Gopi KrishzNo ratings yet
- Trading Legends Million MovesDocument7 pagesTrading Legends Million Movesjoxax95901No ratings yet
- CEE44 Asessment 1Document5 pagesCEE44 Asessment 1Zuneba ZurinNo ratings yet
- Approved JudgmentDocument42 pagesApproved JudgmentANDRAS Mihaly AlmasanNo ratings yet
- Q4 Applied Eco Learning Material Week7Document8 pagesQ4 Applied Eco Learning Material Week7marvi salmingoNo ratings yet
- After BrexitDocument7 pagesAfter Brexityosmeilys.ramirezNo ratings yet
- Begining of A New Era Unit-IiDocument14 pagesBegining of A New Era Unit-IiANJU ASHOKANNo ratings yet
- Op Ed Genre WorksheetDocument2 pagesOp Ed Genre Worksheetapi-532133127No ratings yet
- ASAL Business Worksheet 30.1Document2 pagesASAL Business Worksheet 30.1Dewald AlbertsNo ratings yet
- Gold Pre-First Exit Test: Name - ClassDocument7 pagesGold Pre-First Exit Test: Name - ClassMaría Marta OttavianoNo ratings yet
- Jack and His ComputerDocument7 pagesJack and His ComputerMabel Tugbo YatocNo ratings yet
- Proceedings-Vol 09 No 07-July-Aug-Sept-1971 (George Van Tassel)Document16 pagesProceedings-Vol 09 No 07-July-Aug-Sept-1971 (George Van Tassel)Homers Simpson100% (3)
- "Kapit Sa Patalim" Proclivity and Perpetuity of "5-6" Credit Facility Among The Wet Market Micro-EntrepreneursDocument28 pages"Kapit Sa Patalim" Proclivity and Perpetuity of "5-6" Credit Facility Among The Wet Market Micro-Entrepreneurszab1226No ratings yet
- National Geographic Kids - 2020 10Document36 pagesNational Geographic Kids - 2020 10Vilius ŽirgulisNo ratings yet
- Arjuna Prime FinalDocument27 pagesArjuna Prime FinalTejaswi SaxenaNo ratings yet