You might also like
- SPEC 11&33kV Composite Insulator PIN AUG 08Document7 pagesSPEC 11&33kV Composite Insulator PIN AUG 08jagadeesh_kumar_20No ratings yet
- 11-KU-TWK-50-QA-PRO-2173 - 0 - Wrapping ProcedureDocument8 pages11-KU-TWK-50-QA-PRO-2173 - 0 - Wrapping ProcedureAvak NishanNo ratings yet
- Cathodic Protection Specification - Takoradi Oil Terminal 27.02.2018 rv1 PDFDocument12 pagesCathodic Protection Specification - Takoradi Oil Terminal 27.02.2018 rv1 PDFRaynus Arhin100% (1)
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 pagesEnbridge Pipeline Repair Workplan Welding PDFquiron2014No ratings yet
- Ecia/Jedec Experimentation On Solderability Test PreconditioningDocument28 pagesEcia/Jedec Experimentation On Solderability Test PreconditioningesrisloNo ratings yet
- Scope of Work For NRV and MOVDocument2 pagesScope of Work For NRV and MOVSreekanthMylavarapuNo ratings yet
- LDP200 Series DatasheetDocument6 pagesLDP200 Series DatasheetReza RamadhanNo ratings yet
- Quality & Inspection For Lead-Free Assembly: New Lead-Free Visual Inspection StandardsDocument29 pagesQuality & Inspection For Lead-Free Assembly: New Lead-Free Visual Inspection Standardsjohn432questNo ratings yet
- KOC-P-004 Part 5Document23 pagesKOC-P-004 Part 5Hari KrishnanNo ratings yet
- Eti Ohe 52 (10 84) Interlocks For Ac Traction SwitchgearsDocument8 pagesEti Ohe 52 (10 84) Interlocks For Ac Traction SwitchgearspradeeepgargNo ratings yet
- Rediographic Examination ProcedureDocument6 pagesRediographic Examination ProcedureAbank RoonyNo ratings yet
- Everlight Itr20001 T f316 SBDocument51 pagesEverlight Itr20001 T f316 SBmatwan29No ratings yet
- P-005 Liquid Penetant Testing ProcedureDocument13 pagesP-005 Liquid Penetant Testing ProcedureSaheb YadavNo ratings yet
- Sop Magnesium Anode Installation - ThiessDocument10 pagesSop Magnesium Anode Installation - ThiessbonnicoNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Searchlights On Motor Lifeboats: Standard Specification ForDocument3 pagesSearchlights On Motor Lifeboats: Standard Specification ForRománBarciaVazquezNo ratings yet
- Anode Spec. SampleDocument10 pagesAnode Spec. Samplezaidi562No ratings yet
- The Significance of IPC ENIG Specification 4552 Revision BDocument3 pagesThe Significance of IPC ENIG Specification 4552 Revision BJonathan SanchezNo ratings yet
- Is 7182Document29 pagesIs 7182jaimurugeshNo ratings yet
- Sulphur Removal UnitDocument73 pagesSulphur Removal UnitClaudio AmoreseNo ratings yet
- Ebs1 Aaaa00 Saqa Prqa 0016Document7 pagesEbs1 Aaaa00 Saqa Prqa 0016SERT-QA/QC- BUZNo ratings yet
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- Field Applied Pipeline CoatingDocument10 pagesField Applied Pipeline CoatingNono_geotecNo ratings yet
- Annexure To SOW 3 STD Specification For Welding and NDT PipingDocument15 pagesAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDENo ratings yet
- NDT ProcedureDocument29 pagesNDT Procedureisukuru80% (5)
- Fuji Finepix s5200 s5600Document121 pagesFuji Finepix s5200 s5600zilikonNo ratings yet
- Solderability of Metallic-Coated Products: Standard Test Method ForDocument3 pagesSolderability of Metallic-Coated Products: Standard Test Method Forr.hangaiNo ratings yet
- Cathodic Protection Today:: Part A: Standard Practice (NACE SP0169) Part B: Real Life On Pipelines and FacilitiesDocument19 pagesCathodic Protection Today:: Part A: Standard Practice (NACE SP0169) Part B: Real Life On Pipelines and FacilitiesArenadoIndustrialEyjmaincoIloNo ratings yet
- 23145879Document5 pages23145879Ali Ben AmorNo ratings yet
- Cexhib PDFDocument5 pagesCexhib PDFAli Ben AmorNo ratings yet
- Disc IsulatorDocument11 pagesDisc IsulatorganeshNo ratings yet
- Case Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelDocument8 pagesCase Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelJoel JacoboNo ratings yet
- 20 Mvar Capacitor BankDocument9 pages20 Mvar Capacitor BankFarah Diba Pos-PosNo ratings yet
- Acabado Tuberia SanitariaDocument21 pagesAcabado Tuberia SanitariaAndresNo ratings yet
- 15 Saip 51Document5 pages15 Saip 51malika_00No ratings yet
- Sac 305 Lead Free No CleanDocument2 pagesSac 305 Lead Free No CleanBenjamin HQNo ratings yet
- Polycab HT XlpeDocument36 pagesPolycab HT XlpePravin NarkhedeNo ratings yet
- 01 Saip 06Document7 pages01 Saip 06malika_00No ratings yet
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- PBT and Kyzen Presentation-Flux-Residue-CleaningDocument71 pagesPBT and Kyzen Presentation-Flux-Residue-Cleaningapi-342937727No ratings yet
- Astm b912 - 00 Passivation of Stainless Steels Using Electropolishing PDFDocument4 pagesAstm b912 - 00 Passivation of Stainless Steels Using Electropolishing PDFcaballerolangNo ratings yet
- Tank InspectionDocument6 pagesTank Inspectionangel onofre castelanNo ratings yet
- DRM PTH F PDFDocument16 pagesDRM PTH F PDFWandyy GonçalvesNo ratings yet
- Storage Tank (API 650) - Home Welding & InspectionDocument34 pagesStorage Tank (API 650) - Home Welding & InspectionHussain AliNo ratings yet
- NORSOK U CR 006r1 - Subsea Production Control UmbilicalDocument14 pagesNORSOK U CR 006r1 - Subsea Production Control UmbilicalNils Antoine FreundNo ratings yet
- 6.2.2.section - 2 - Standard - Spe: Tender SpecificationDocument8 pages6.2.2.section - 2 - Standard - Spe: Tender SpecificationMangesh KoliNo ratings yet
- Work Instruction (Used Drill Pipe Coating) - NOVDocument17 pagesWork Instruction (Used Drill Pipe Coating) - NOVYadi Kusmayadi100% (1)
- 2 TS Maintenance Free Earthpit R1Document5 pages2 TS Maintenance Free Earthpit R1sandeepbhallaNo ratings yet
- Inspection and Test Procedure FR1672A - ApprvdDocument10 pagesInspection and Test Procedure FR1672A - ApprvdSavvas KatemliadisNo ratings yet
- Welder Qualification GUIDLINES1Document33 pagesWelder Qualification GUIDLINES1CPFormanNo ratings yet
- Norsok Standard M-501: Rev. 5, June 2004Document24 pagesNorsok Standard M-501: Rev. 5, June 2004Nelson Matos100% (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- PG Series - Pressure Gauge: Product FeaturesDocument1 pagePG Series - Pressure Gauge: Product Features彭以和No ratings yet
- Solder Test Nicolloy Battery TermDocument5 pagesSolder Test Nicolloy Battery Term彭以和No ratings yet
- Mil STD 883kDocument765 pagesMil STD 883kTom DruryNo ratings yet
- Rhesca: About SAT-5100Document48 pagesRhesca: About SAT-5100彭以和No ratings yet
- SPECIFICATIONS For Constant Temperature and Humidity ChamberDocument5 pagesSPECIFICATIONS For Constant Temperature and Humidity Chamber彭以和No ratings yet
- Aim m8 Solder Paste Rev 8Document4 pagesAim m8 Solder Paste Rev 8彭以和No ratings yet
- Agilent-4339b ManualDocument286 pagesAgilent-4339b Manual彭以和No ratings yet
- Edec Standard: CoretronicDocument14 pagesEdec Standard: Coretronic彭以和No ratings yet
- Agilent 4339B/4349B High Resistance Meters: Technical OverviewDocument8 pagesAgilent 4339B/4349B High Resistance Meters: Technical Overview彭以和No ratings yet
- Data Sheet: Agilent 10-Element Bar Graph ArrayDocument7 pagesData Sheet: Agilent 10-Element Bar Graph Array彭以和No ratings yet
- En 50155 (2017)Document110 pagesEn 50155 (2017)彭以和100% (1)
- Mil STD 202hDocument305 pagesMil STD 202hfunson123100% (1)
- Jedec Standard: CoretronicDocument12 pagesJedec Standard: Coretronic彭以和No ratings yet
- Jedec Standard: CoretronicDocument12 pagesJedec Standard: Coretronic彭以和No ratings yet
- Edec Standard: CoretronicDocument14 pagesEdec Standard: Coretronic彭以和No ratings yet
- Temperature POD 050504Document4 pagesTemperature POD 050504彭以和No ratings yet
- M10 94400 1 PDFDocument271 pagesM10 94400 1 PDFdiegomilitojNo ratings yet
- Diamantina Shire BrochureDocument13 pagesDiamantina Shire BrochurefionaNo ratings yet
- Afa 7&8Document11 pagesAfa 7&8APMNo ratings yet
- Skills Development PlanDocument1 pageSkills Development PlanJES MARIES MENDEZNo ratings yet
- INCOMPATIBILITIESDocument27 pagesINCOMPATIBILITIESArk Olfato Parojinog100% (1)
- Design of Deep Supported Excavations: Comparison Between Numerical and Empirical MethodsDocument7 pagesDesign of Deep Supported Excavations: Comparison Between Numerical and Empirical MethodsNajihaNo ratings yet
- Session Nos. 26 - 31: Cities of Mandaluyong and PasigDocument25 pagesSession Nos. 26 - 31: Cities of Mandaluyong and PasigLego AlbertNo ratings yet
- 6480 49 35800 2 10 20230801Document12 pages6480 49 35800 2 10 20230801samsidar nidarNo ratings yet
- Akshay Urja Full PDFDocument56 pagesAkshay Urja Full PDFNeelam Shrivastava100% (2)
- (IMP) Ancient Indian JurisprudenceDocument28 pages(IMP) Ancient Indian JurisprudenceSuraj AgarwalNo ratings yet
- Iefem English Guide Reported Speech 3Document6 pagesIefem English Guide Reported Speech 3Laury Yocely Perea MenaNo ratings yet
- SM52 PDFDocument28 pagesSM52 PDFtaqigata75% (4)
- Timetable 12 Jan 2022Document54 pagesTimetable 12 Jan 2022abcNo ratings yet
- Thousand Suns Starships - Chapter 3 Cheat SheetDocument16 pagesThousand Suns Starships - Chapter 3 Cheat SheetRogue GamesNo ratings yet
- Admission Notification 2024-2025Document12 pagesAdmission Notification 2024-2025jsbska88No ratings yet
- English Solved SP3Document6 pagesEnglish Solved SP3Prem PatelNo ratings yet
- Mai 4.9 Discrete DistributionsDocument16 pagesMai 4.9 Discrete DistributionsAvatNo ratings yet
- Unit 5Document3 pagesUnit 5api-665951284No ratings yet
- Strategic Plan Executive SummaryDocument1 pageStrategic Plan Executive Summaryapi-532125110No ratings yet
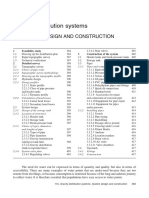
- Gravity Distribution Systems: A System Design and ConstructionDocument40 pagesGravity Distribution Systems: A System Design and ConstructionTooma DavidNo ratings yet
- Strategic Management Text and Cases 7th Edition Dess Solutions ManualDocument25 pagesStrategic Management Text and Cases 7th Edition Dess Solutions ManualNataliePowelljdmb100% (32)
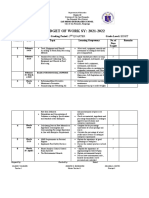
- BUDGET OF WORK SY: 2021-2022: Subject: Tle 8 Grading Period: 3Document2 pagesBUDGET OF WORK SY: 2021-2022: Subject: Tle 8 Grading Period: 3michelle dayritNo ratings yet
- AaaaaDocument3 pagesAaaaaAnonymous C3BD7OdNo ratings yet
- Simulation LAB (CAE) M.Tech I-I Sem Mechanical Engineering Machine DesignDocument24 pagesSimulation LAB (CAE) M.Tech I-I Sem Mechanical Engineering Machine Designjeevan scplNo ratings yet
- HG - Grade 12 - Module 3 - October 14Document19 pagesHG - Grade 12 - Module 3 - October 14RhasmineKyle BeltranNo ratings yet
- AE 2018-19 Syll PDFDocument118 pagesAE 2018-19 Syll PDFHARI KRISHNA SNo ratings yet
- Review Iftekher 2013Document11 pagesReview Iftekher 2013RezaNo ratings yet
- Soil PHDocument19 pagesSoil PHElly Paul Andres TomasNo ratings yet
- Humanistic TheoryDocument28 pagesHumanistic TheoryNano KaNo ratings yet
- "Why Us?" Essay Research Chart 2.0 Instructions:: Sample Chart (Copy and Paste Chart Below Into Your GoogleDocument4 pages"Why Us?" Essay Research Chart 2.0 Instructions:: Sample Chart (Copy and Paste Chart Below Into Your GoogleManuela GarayNo ratings yet
- Thermodynamics JAM 2021 1Document42 pagesThermodynamics JAM 2021 1krishna prasad ghanta100% (2)