You might also like
- 2 劃時代快速打樣與單紗整經應用 PDFDocument27 pages2 劃時代快速打樣與單紗整經應用 PDF闕立凱No ratings yet
- FDA PR#Document3 pagesFDA PR#murtajizhussain595No ratings yet
- (muchong com) 化学纤维工艺学(电子书)Document182 pages(muchong com) 化学纤维工艺学(电子书)Shiau Feng WuNo ratings yet
- 圓編針織物之理想紗線 渦流紡紗Document10 pages圓編針織物之理想紗線 渦流紡紗黃文健No ratings yet
- 涂布设备的发展与展望 曹邦威Document3 pages涂布设备的发展与展望 曹邦威zhanwei liuNo ratings yet
- 经编鞋面织物的曲面展开与排版算法研究 吴妙缘Document73 pages经编鞋面织物的曲面展开与排版算法研究 吴妙缘a979839915No ratings yet
- 基于物理的织物多相流体污染效果模拟 郑屹Document10 pages基于物理的织物多相流体污染效果模拟 郑屹Flynn HawkNo ratings yet
- 基于EDEM的带式输送机工作过程仿真分析Document3 pages基于EDEM的带式输送机工作过程仿真分析董芳儒No ratings yet
- 奥蒂尔梳毛机Autefa Solutions OCTIR ChDocument12 pages奥蒂尔梳毛机Autefa Solutions OCTIR ChliuNo ratings yet
- 改变运输带启动顺序实现节能减排 李斌Document2 pages改变运输带启动顺序实现节能减排 李斌yellowish123No ratings yet
- 湛江港散粮码头装卸工艺系统设计Document3 pages湛江港散粮码头装卸工艺系统设计yellowish123No ratings yet
- FB 201020182613Document70 pagesFB 201020182613黃文健No ratings yet
- 在线不分离式多相流量计技术现状Document5 pages在线不分离式多相流量计技术现状qiqi wangNo ratings yet
- R880剑杆织机Document8 pagesR880剑杆织机du dellNo ratings yet
- 双螺杆压缩机CFD分析新方法的研究与应用Document9 pages双螺杆压缩机CFD分析新方法的研究与应用Francis LinNo ratings yet
- 基于电脑横机的防水导湿鞋面制备与性能研究 曹洪花Document83 pages基于电脑横机的防水导湿鞋面制备与性能研究 曹洪花a979839915No ratings yet
- 高速公路沥青路面施工中路面智能压实监控系统的运用 刘伟Document2 pages高速公路沥青路面施工中路面智能压实监控系统的运用 刘伟zhizhang5591No ratings yet
- DL Random BeamformingDocument142 pagesDL Random BeamformingjinghawNo ratings yet
- 一种汽车空调鼓风电机的装配工艺规划Document4 pages一种汽车空调鼓风电机的装配工艺规划jianfeng wangNo ratings yet
- 3 6交通分配模型0420Document32 pages3 6交通分配模型0420kun huangNo ratings yet
- 《2023CCFA零售业供应链最佳实践案例集》Document62 pages《2023CCFA零售业供应链最佳实践案例集》Julien kaNo ratings yet
- 石油钻井工具的检测与应用Document2 pages石油钻井工具的检测与应用xiong hanNo ratings yet
- CN110616474A-廢聚酯 醇解製作低熔點紗Document13 pagesCN110616474A-廢聚酯 醇解製作低熔點紗knnnnNo ratings yet
- T5 RPT 设计与工艺Document5 pagesT5 RPT 设计与工艺Sang PeiNo ratings yet
- RPT - RBT Tahun 5Document5 pagesRPT - RBT Tahun 5江芷羚No ratings yet
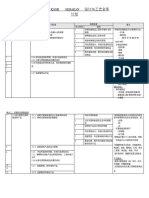
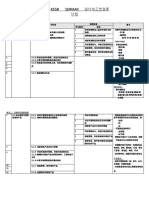
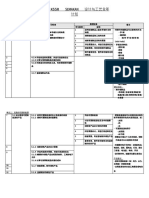
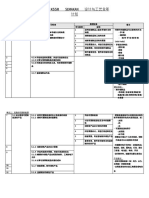
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划HuichinGohNo ratings yet
- 基于JKSimMet仿真数据的破碎机和半自磨机破碎粒度分布研究 马连铭Document6 pages基于JKSimMet仿真数据的破碎机和半自磨机破碎粒度分布研究 马连铭W ZuoNo ratings yet
- 看图学服装纸样设计(双色版).PDF (看图学服装纸样设计(双色版) PDFDocument209 pages看图学服装纸样设计(双色版).PDF (看图学服装纸样设计(双色版) PDFJoe GongNo ratings yet
- 搜术网soosci.com 便携式尘埃粒子发生装置的研制Document4 pages搜术网soosci.com 便携式尘埃粒子发生装置的研制ankai wangNo ratings yet
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划滔谦No ratings yet
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划Emina KeohNo ratings yet
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划Zack TanNo ratings yet
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划PY LeeNo ratings yet
- T5 RPT RBTDocument5 pagesT5 RPT RBTFangyi TangNo ratings yet
- 现场总线PROFINETDocument228 pages现场总线PROFINETback1949No ratings yet
- Application of Membrane Separ Ation Technology in Pur IficationDocument3 pagesApplication of Membrane Separ Ation Technology in Pur IficationDavood IranshahiNo ratings yet
- BS EN 12350- (6) - 2000(密度)Document8 pagesBS EN 12350- (6) - 2000(密度)Abeiku Naanye Bondziedu ImpraimNo ratings yet
- 蘇裕昌 - 201271110185914 4 1 磨漿的基本理論及低強度磨漿技術 蘇裕昌Document19 pages蘇裕昌 - 201271110185914 4 1 磨漿的基本理論及低強度磨漿技術 蘇裕昌Minmin HsuNo ratings yet
- 20150518立法院內政委員會審查會議記錄Document42 pages20150518立法院內政委員會審查會議記錄環境資訊中心公共檔案區No ratings yet
- LMD-400/400G/600/600G Automatic High Speed Paper Bag Making MachineDocument51 pagesLMD-400/400G/600/600G Automatic High Speed Paper Bag Making MachineKhouzam BobahNo ratings yet
- 91521026Document104 pages91521026nekuNo ratings yet
- Rpt 5年级 Rbt 全年教学计划 2022Document5 pagesRpt 5年级 Rbt 全年教学计划 2022StephenTanNo ratings yet
- 生产线节拍精益优化的方法研究Document3 pages生产线节拍精益优化的方法研究Chang LiuNo ratings yet
- 高速泥浆脉冲数据传输技术综述 贾梦之Document11 pages高速泥浆脉冲数据传输技术综述 贾梦之libra mingNo ratings yet
- GB 1103-XXXX: Ics 59.060.10 CCSB32Document21 pagesGB 1103-XXXX: Ics 59.060.10 CCSB32huyentran19.10.2003No ratings yet
- 基于深度强化学习的滤波器剪枝方案Document6 pages基于深度强化学习的滤波器剪枝方案zyoung378No ratings yet
- GB/T 17632-1998 土工布及其有关产品 抗酸、碱液性能的试验方法 PDFDocument5 pagesGB/T 17632-1998 土工布及其有关产品 抗酸、碱液性能的试验方法 PDFGang WangNo ratings yet
- 四向穿梭车系统配置与路径优化 吴涛Document79 pages四向穿梭车系统配置与路径优化 吴涛liug2269No ratings yet
- Y5 RBTDocument5 pagesY5 RBTWong AlphaneNo ratings yet
- 智能化管控技术在滁天高速路面施工中的应用 肖利君Document3 pages智能化管控技术在滁天高速路面施工中的应用 肖利君zhizhang5591No ratings yet
- 生料均化技术(1)Document14 pages生料均化技术(1)tonyNo ratings yet
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划WONG WEI WEINo ratings yet
- 智能化压实在沥青路面施工中的应用 周建伟Document3 pages智能化压实在沥青路面施工中的应用 周建伟zhizhang5591No ratings yet
- 基于ADAMS的甘蔗柔性体模型建模研究Document3 pages基于ADAMS的甘蔗柔性体模型建模研究DENNIS songNo ratings yet
- Eetop - CN - Sentaurus Process ÖÐÎÄ éÉÜ °Ê ÓÃDocument15 pagesEetop - CN - Sentaurus Process ÖÐÎÄ éÉÜ °Ê ÓÃbikash routNo ratings yet
- 123 Acdc FDDDocument8 pages123 Acdc FDD林宇宣No ratings yet
- 2021年五年级设计与工艺全年计划Document5 pages2021年五年级设计与工艺全年计划Weshane LeeNo ratings yet
- 梳棉机Document91 pages梳棉机郭哲宏100% (1)
- 第08章Document34 pages第08章张浩象No ratings yet
- 台電併聯問題Q ADocument4 pages台電併聯問題Q A馮文信No ratings yet
- 2024年02月信用卡账单 副本Document4 pages2024年02月信用卡账单 副本303355851No ratings yet
- 白矮星:交易员的心理与交易体系 (独立作者)Document67 pages白矮星:交易员的心理与交易体系 (独立作者)ehuamei12No ratings yet
- E1100708078金樂客Document1 pageE1100708078金樂客劉中堯No ratings yet
- 浅谈乾隆通宝大样钱版式Document2 pages浅谈乾隆通宝大样钱版式brhuNo ratings yet