You might also like
- A Critical Review On Application of Alkali Activat - 2019 - Case Studies in ConsDocument13 pagesA Critical Review On Application of Alkali Activat - 2019 - Case Studies in Consjahremade jahremadeNo ratings yet
- Department of Civil Engineering M.Tech Seminar Report 2021Document21 pagesDepartment of Civil Engineering M.Tech Seminar Report 2021Classic PrintersNo ratings yet
- Fabrication and Engineering Properties of Concretes Based On Geopolymers Alkali-Activated Binders A ReviewDocument64 pagesFabrication and Engineering Properties of Concretes Based On Geopolymers Alkali-Activated Binders A ReviewGuilherme HoffmanNo ratings yet
- Pozzolanic Reaction Enhances Strength of Alkali-Activated Fly AshDocument10 pagesPozzolanic Reaction Enhances Strength of Alkali-Activated Fly AshMiguelNo ratings yet
- A Literature Review On Fiber Reinforced Geopolymer ConcreteDocument5 pagesA Literature Review On Fiber Reinforced Geopolymer ConcreteChris BothaNo ratings yet
- A ReviewDocument14 pagesA ReviewSuraj Kumar DhalNo ratings yet
- Effect of Calcium Hydroxide On Fresh State Behavior of Sodium Carbonate Activated Blast Furnace Slag PastesDocument13 pagesEffect of Calcium Hydroxide On Fresh State Behavior of Sodium Carbonate Activated Blast Furnace Slag PastesrobertacivilNo ratings yet
- Tayeh, Basam (Zotero)Document17 pagesTayeh, Basam (Zotero)ROHIT RANJANNo ratings yet
- An Overview of Geo Polymer Concrete Including Recycled AggregateDocument8 pagesAn Overview of Geo Polymer Concrete Including Recycled AggregateMøhămmĕd F M AbûghăliNo ratings yet
- Geopolymer Concrete at Ambient and Elevated Temperatures: Recent Developments and ChallengesDocument19 pagesGeopolymer Concrete at Ambient and Elevated Temperatures: Recent Developments and ChallengesDaiane BoscardinNo ratings yet
- June 2016 Review Annexure - DDocument5 pagesJune 2016 Review Annexure - DPrak BaNo ratings yet
- An Overview of Geo Polymer Concrete Including Recycled AggregateDocument8 pagesAn Overview of Geo Polymer Concrete Including Recycled AggregateZrar IsqeliNo ratings yet
- A Short Review of Alkali-Activated Binders and Geopolymer BindersDocument9 pagesA Short Review of Alkali-Activated Binders and Geopolymer Bindersزھرة ٱلبيلسآنNo ratings yet
- Geopolymer Concrete Literature ReviewDocument14 pagesGeopolymer Concrete Literature ReviewJohn Paul RazeNo ratings yet
- Geopolymers and Other Alkali Activated Materials: Why, How, and What?Document15 pagesGeopolymers and Other Alkali Activated Materials: Why, How, and What?Mohammed Ben AliNo ratings yet
- SlagCarbonationReview AuthorreprintsDocument27 pagesSlagCarbonationReview AuthorreprintsK Suresh AkkihebbalNo ratings yet
- Corrosion Evaluation of Geopolymer Concrete Made With Fly Ash and Bottom AshDocument16 pagesCorrosion Evaluation of Geopolymer Concrete Made With Fly Ash and Bottom Ashaboodalshouha1998No ratings yet
- Geopolymer Concrete Literature ReviewDocument9 pagesGeopolymer Concrete Literature Reviewea428adh100% (1)
- Synth and Prop of Novel Structural BinderDocument10 pagesSynth and Prop of Novel Structural BinderMaximiliano ZarateNo ratings yet
- VanDeventer Provis DuxsonBrice WasteBiomassValorization Vol1no1 2010 pp145-155Document12 pagesVanDeventer Provis DuxsonBrice WasteBiomassValorization Vol1no1 2010 pp145-155زھرة ٱلبيلسآنNo ratings yet
- Evaluating the Applicability of Durability Tests to Alkali-Activated MaterialsDocument8 pagesEvaluating the Applicability of Durability Tests to Alkali-Activated MaterialsHumbert Day-LewisNo ratings yet
- Flyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarDocument12 pagesFlyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarWalter Jimmy Flores AlcocerNo ratings yet
- 2016 Wang TsaiDocument6 pages2016 Wang Tsaineetika tiwariNo ratings yet
- Al-Kutti - Hybrid Binders Containing Date Palm AshDocument11 pagesAl-Kutti - Hybrid Binders Containing Date Palm AshFerisma RatugiriNo ratings yet
- Construction and Building Materials: Guohao Fang, Wing Kei Ho, Wenlin Tu, Mingzhong ZhangDocument12 pagesConstruction and Building Materials: Guohao Fang, Wing Kei Ho, Wenlin Tu, Mingzhong ZhangvikasNo ratings yet
- Acid Resistance of Geopolymer Concrete - LiteraturDocument9 pagesAcid Resistance of Geopolymer Concrete - LiteraturNachiket KadlagNo ratings yet
- Literature Review Steel SlagDocument8 pagesLiterature Review Steel Slagc5qvf1q1100% (2)
- Preparation of A New AAC-Concrete Sandwich Block and Its Compressive Behavior at Quasi-Static LoadingDocument19 pagesPreparation of A New AAC-Concrete Sandwich Block and Its Compressive Behavior at Quasi-Static Loadingshubham sharmaNo ratings yet
- Hustavova 2019 IOP Conf. Ser. Mater. Sci. Eng. 549 012027Document9 pagesHustavova 2019 IOP Conf. Ser. Mater. Sci. Eng. 549 012027Dr. M.V.Krishna RaoNo ratings yet
- Cement & Concrete CompositesDocument11 pagesCement & Concrete Compositestaramalik07No ratings yet
- Construction and Building MaterialsDocument15 pagesConstruction and Building MaterialsGnneth Milln RamrezNo ratings yet
- Materials: Environmental and Geotechnical Assessment of The Steel Slags As A Material For Road StructureDocument19 pagesMaterials: Environmental and Geotechnical Assessment of The Steel Slags As A Material For Road StructurealistuguiNo ratings yet
- Construction and Building Materials: Ahmed F. Abdalqader, Fei Jin, Abir Al-TabbaaDocument8 pagesConstruction and Building Materials: Ahmed F. Abdalqader, Fei Jin, Abir Al-TabbaaMarden Rengifo RuizNo ratings yet
- Hatice et al. - DoneDocument15 pagesHatice et al. - DoneAyesha Ferdous MitaNo ratings yet
- Construction and Building MaterialsDocument13 pagesConstruction and Building MaterialsAshfaq AhmedNo ratings yet
- V - Cutler Grant ProposalDocument8 pagesV - Cutler Grant Proposaltg924hw4jxNo ratings yet
- 1 s2.0 S0950061819330260 MainDocument13 pages1 s2.0 S0950061819330260 MainZaid Al SaffarNo ratings yet
- 1 s2.0 S2352710222001176 MainDocument26 pages1 s2.0 S2352710222001176 MainjedaNo ratings yet
- Hielo - Deshielo - 300ciclos AglutinanteDocument9 pagesHielo - Deshielo - 300ciclos AglutinanteDiego RochaNo ratings yet
- Gupta 2019Document11 pagesGupta 2019Shubham Sharma 664No ratings yet
- 1 s2.0 S0950061822038533 MainDocument10 pages1 s2.0 S0950061822038533 MainSofia Ximenes LopesNo ratings yet
- Alkali 5Document5 pagesAlkali 5cyapNo ratings yet
- Effect of Materials and Additives on Properties of Fly Ash and Slag Geopolymer MortarDocument32 pagesEffect of Materials and Additives on Properties of Fly Ash and Slag Geopolymer Mortarfs friedaNo ratings yet
- OntheDevelopmentofFlyAsh basedGeopolymerConcreteDocument7 pagesOntheDevelopmentofFlyAsh basedGeopolymerConcreteBidang Tata Ruang Dinas PUPR Minahasa UtaraNo ratings yet
- Using Industrial Wastes in ConcreteDocument30 pagesUsing Industrial Wastes in ConcreteAsghar Hussain Shah S/o Zubair Shah MS Engg. Management (Swat Campus)No ratings yet
- Firdous Et Al-2022-Journal of Materials ScienceDocument15 pagesFirdous Et Al-2022-Journal of Materials ScienceHemin ZZNo ratings yet
- Djwantoro Hardjito (2004)Document6 pagesDjwantoro Hardjito (2004)Andrew PiNo ratings yet
- Literature Survey On Geopolymer Concretes and A Research Plan in Indian ContextDocument13 pagesLiterature Survey On Geopolymer Concretes and A Research Plan in Indian ContextVikas BiradarNo ratings yet
- 1-s2.0-S221450952400281X-mainDocument39 pages1-s2.0-S221450952400281X-mainanunciano GuterresNo ratings yet
- Optimal Design of Ferronickel Slag Alkali Activated Material 2ugo93amDocument24 pagesOptimal Design of Ferronickel Slag Alkali Activated Material 2ugo93amHerlina Pebriani 5No ratings yet
- Nodehi 2021Document32 pagesNodehi 2021Luciana Boaventura PalharesNo ratings yet
- A Review On Durability of Alkali Activated Fly Ash/ Slag Systems: Advances, Issues and PerspectivesDocument41 pagesA Review On Durability of Alkali Activated Fly Ash/ Slag Systems: Advances, Issues and PerspectivesJHON WILMAR CARDENAS PULIDONo ratings yet
- Construction and Building Materials: Alaa M. RashadDocument27 pagesConstruction and Building Materials: Alaa M. RashadMadihah Wan RazaliNo ratings yet
- A.M. Said Et Al. (2012)Document7 pagesA.M. Said Et Al. (2012)arorathevipulNo ratings yet
- Materials and Design: Alaa M. RashadDocument21 pagesMaterials and Design: Alaa M. RashadLenia LuciaNo ratings yet
- Hwang & Shahsavari J Am Cer Soc 2018Document15 pagesHwang & Shahsavari J Am Cer Soc 2018robertacivilNo ratings yet
- Effect of Delayed Oven Dried Curing On Compressive Strength of Geopolymer ConcreteDocument5 pagesEffect of Delayed Oven Dried Curing On Compressive Strength of Geopolymer ConcreteHilary WatsonNo ratings yet
- Long-Term Durability Properties of Geopolymer Concrete An in Depth ReviewDocument26 pagesLong-Term Durability Properties of Geopolymer Concrete An in Depth ReviewHazen MasrafatNo ratings yet
- Abstrac 1Document5 pagesAbstrac 1aldousstack235No ratings yet
- Drawings 11Document1 pageDrawings 11Amin ZuraiqiNo ratings yet
- Drawings 10Document1 pageDrawings 10Amin ZuraiqiNo ratings yet
- Drawings 8Document1 pageDrawings 8Amin ZuraiqiNo ratings yet
- (LECT 17,18) Prestressed Concrete Pipes and TanksDocument40 pages(LECT 17,18) Prestressed Concrete Pipes and TanksSushil Mundel50% (4)
- Drawings 9Document1 pageDrawings 9Amin ZuraiqiNo ratings yet
- Falsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetDocument6 pagesFalsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetAmin ZuraiqiNo ratings yet
- Estimating Works Step-by-StepDocument136 pagesEstimating Works Step-by-SteputurkbeygmailcomNo ratings yet
- Six SigmaDocument41 pagesSix SigmaAmin ZuraiqiNo ratings yet
- Drawings 7Document1 pageDrawings 7Amin ZuraiqiNo ratings yet
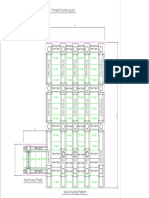
- Precast Concrete LayoutDocument1 pagePrecast Concrete LayoutAmin ZuraiqiNo ratings yet
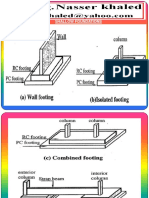
- Design Example of Strip and Isolated FootingsDocument23 pagesDesign Example of Strip and Isolated FootingsAmin ZuraiqiNo ratings yet
- Speed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectDocument12 pagesSpeed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectAmin ZuraiqiNo ratings yet
- Pile Muff Detail-1Document1 pagePile Muff Detail-1Amin ZuraiqiNo ratings yet
- Book List With PriceDocument1 pageBook List With PriceAmin ZuraiqiNo ratings yet
- Analysis of Statically Indeterminate Structures Clasical Methods Port SaidDocument112 pagesAnalysis of Statically Indeterminate Structures Clasical Methods Port SaidAmin ZuraiqiNo ratings yet
- 2-Seismic Load, ChecksDocument60 pages2-Seismic Load, ChecksAmin ZuraiqiNo ratings yet
- Dam & Its Construction (Civil Concepts)Document23 pagesDam & Its Construction (Civil Concepts)Amin ZuraiqiNo ratings yet
- Learning Green Building's Lessons for Health and WellnessDocument3 pagesLearning Green Building's Lessons for Health and WellnessAmin ZuraiqiNo ratings yet
- Precast Beam Detail-2Document1 pagePrecast Beam Detail-2Amin ZuraiqiNo ratings yet
- Designing A Slab On GradeDocument4 pagesDesigning A Slab On GradeAmin ZuraiqiNo ratings yet
- Precast Slab DetailDocument1 pagePrecast Slab DetailAmin ZuraiqiNo ratings yet
- Thermal Power StationDocument35 pagesThermal Power StationAmin ZuraiqiNo ratings yet
- Beam Detail Drawing Sections DimensionsDocument1 pageBeam Detail Drawing Sections DimensionsAmin ZuraiqiNo ratings yet
- Civil Engineer Hashem Al-Karaki ProfileDocument1 pageCivil Engineer Hashem Al-Karaki ProfileAmin ZuraiqiNo ratings yet
- Funding StudyDocument106 pagesFunding StudyAmin Zuraiqi100% (1)
- Building For Well BeingDocument4 pagesBuilding For Well BeingAmin ZuraiqiNo ratings yet
- Tilt Up Construction GuideDocument24 pagesTilt Up Construction GuideAmin ZuraiqiNo ratings yet
- Problem Solving SkillsDocument41 pagesProblem Solving SkillsAmin ZuraiqiNo ratings yet
- Innovative Tower Crane Foundation Designs by Katlkodikara: June 2013Document5 pagesInnovative Tower Crane Foundation Designs by Katlkodikara: June 2013mmrahman93No ratings yet
- 10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyDocument3 pages10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyAmin ZuraiqiNo ratings yet
- Momentum: 1 - Praveen AlwisDocument7 pagesMomentum: 1 - Praveen Alwispraveen alwisNo ratings yet
- FCM Ec2-25Document51 pagesFCM Ec2-25Coil98No ratings yet
- Source: "Sears and Zemansky's University Physics With: Fig. 1. The Work Done On A Baseball Moving inDocument8 pagesSource: "Sears and Zemansky's University Physics With: Fig. 1. The Work Done On A Baseball Moving inMaria Diane DizonNo ratings yet
- 13 - Landfill RemediationDocument7 pages13 - Landfill RemediationAteba MveNo ratings yet
- Furnace design and operation: Choosing fuelsDocument23 pagesFurnace design and operation: Choosing fuelskINGNo ratings yet
- Ultrasensitive Photodetectors Based On Monolayer MDocument6 pagesUltrasensitive Photodetectors Based On Monolayer MNicholas MilsonNo ratings yet
- C01 14SDocument49 pagesC01 14STiffany LiuNo ratings yet
- Lecture 7 Portland CementDocument13 pagesLecture 7 Portland Cementsalil dubeyNo ratings yet
- Cec 207 Groundwater ExplorationDocument44 pagesCec 207 Groundwater ExplorationMariam SalamiNo ratings yet
- GLM-Monthly Service Parts Stock Report (January-2023)Document2 pagesGLM-Monthly Service Parts Stock Report (January-2023)AshleyNo ratings yet
- Energy Transformations in Photosynthesis and RespirationDocument8 pagesEnergy Transformations in Photosynthesis and RespirationLyka Mae BenitoNo ratings yet
- Identification of Alcohols and PhenolsDocument15 pagesIdentification of Alcohols and PhenolsSALIFU91% (23)
- Selective Desoldering Separation of Tin Lead Alloy For Dismantling of Electronic Components From Printed Circuit BoardsDocument6 pagesSelective Desoldering Separation of Tin Lead Alloy For Dismantling of Electronic Components From Printed Circuit BoardsSALAH NETNo ratings yet
- Pre-Purchased Fuel Oil Tank and Pump Set Shop Drawing (RWC)Document16 pagesPre-Purchased Fuel Oil Tank and Pump Set Shop Drawing (RWC)Arm WarriorNo ratings yet
- GLOSSARY: KEY TERMS ON POPULATION AND ENVIRONMENTDocument2 pagesGLOSSARY: KEY TERMS ON POPULATION AND ENVIRONMENTntbkgm0% (1)
- Consequences of Zeeman Degeneracy For The Van Der Waals Blockade Between Rydberg Atoms PDFDocument18 pagesConsequences of Zeeman Degeneracy For The Van Der Waals Blockade Between Rydberg Atoms PDFnavpreet bhullarNo ratings yet
- Polyurethane AdhesivesDocument4 pagesPolyurethane AdhesivesWatthana Klairutsamee100% (1)
- Chap 05BDocument13 pagesChap 05BAbhishek DasNo ratings yet
- Worksheet 4 - Gas Laws and Ideal Gas EquationDocument1 pageWorksheet 4 - Gas Laws and Ideal Gas EquationannmarieNo ratings yet
- Improved Nuclear Matter Calculations From Chiral Low-Momentum InteractionsDocument6 pagesImproved Nuclear Matter Calculations From Chiral Low-Momentum InteractionsKristian MalauNo ratings yet
- Bending Moments and Shearing ForcesDocument3 pagesBending Moments and Shearing ForcesThinnai TheniNo ratings yet
- Zhang 2004 DattaDocument28 pagesZhang 2004 Dattaabdellaoui.mabrouka abdellaoui.mabroukaNo ratings yet
- Erosion-Corrosion of Various Oil-Refining Materials in Naphthenic AcidDocument12 pagesErosion-Corrosion of Various Oil-Refining Materials in Naphthenic AcidrodrigofacearNo ratings yet
- Physics 0625 Paper 4 MSDocument21 pagesPhysics 0625 Paper 4 MSDylan DsouzaNo ratings yet
- Homework AnswersDocument2 pagesHomework AnswersMariam SturgessNo ratings yet
- 1 Mass Transfer PDFDocument97 pages1 Mass Transfer PDFtanveer arshadNo ratings yet
- Ce6021-Repair and Rehabilitation StructuresDocument46 pagesCe6021-Repair and Rehabilitation StructuresChandan Kumar100% (1)
- Landauer Buttiker Formalism PDFDocument15 pagesLandauer Buttiker Formalism PDFJacobNo ratings yet
- EOCQ - Ans - 17 2Document1 pageEOCQ - Ans - 17 2Куаныш ЖанадилNo ratings yet
- GMW15665 - 2014 12 01Document14 pagesGMW15665 - 2014 12 01Ricardo Vitoriano100% (1)