You might also like
- Iqi Duplex Wire Type BSEN462-5 PDFDocument11 pagesIqi Duplex Wire Type BSEN462-5 PDFThe Normal HeartNo ratings yet
- Heat Treatment Procedure (PWHT)Document10 pagesHeat Treatment Procedure (PWHT)Rahul DubeyNo ratings yet
- NDT For Roller CoasterDocument5 pagesNDT For Roller Coasterluqman syakirNo ratings yet
- Difference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyDocument18 pagesDifference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyRahul DubeyNo ratings yet
- Question & Answer of Quantum MechanicsDocument31 pagesQuestion & Answer of Quantum MechanicsSai Printers83% (18)
- Magnetic Flux Leakage Procedure (Floor-Map VS2 System)Document16 pagesMagnetic Flux Leakage Procedure (Floor-Map VS2 System)Rahul DubeyNo ratings yet
- Magnetic Flux Leakage Procedure (Floor-Map VS2 System)Document16 pagesMagnetic Flux Leakage Procedure (Floor-Map VS2 System)Rahul DubeyNo ratings yet
- VT-1 CH 8 SafetyDocument15 pagesVT-1 CH 8 SafetyMirza Safeer AhmadNo ratings yet
- Manual UT 1Document129 pagesManual UT 1Mahmoud Gaber100% (1)
- Chapter 4bDocument33 pagesChapter 4bAhmed shabanNo ratings yet
- Basic 1st Vol1Document254 pagesBasic 1st Vol1Ahmed shabanNo ratings yet
- Industrial Radiografi OverviewDocument50 pagesIndustrial Radiografi OverviewЕвгений ПолещукNo ratings yet
- Government Gazette Staatskoerant: Republic of South Africa Republiek Van Suid-AfrikaDocument28 pagesGovernment Gazette Staatskoerant: Republic of South Africa Republiek Van Suid-AfrikagNo ratings yet
- International Organizations: Research On Radiation Effects Research On Radiation SafetyDocument11 pagesInternational Organizations: Research On Radiation Effects Research On Radiation SafetyAhmed shabanNo ratings yet
- D-p5-Bv-pd-011 - Iris, Issue 01, Rev 00 - Internal Rotary Inspection SystemDocument11 pagesD-p5-Bv-pd-011 - Iris, Issue 01, Rev 00 - Internal Rotary Inspection SystemThinh NguyenNo ratings yet
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Document14 pagesIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinNo ratings yet
- Corrosion Mapping Solutions EddyfiDocument4 pagesCorrosion Mapping Solutions EddyfiTHIRU.SNo ratings yet
- Refinery General InfoDocument23 pagesRefinery General InfoRahul Dubey100% (1)
- 67229-BS 6072-1981 Method For Magnetic Particle Flaw DetectionDocument35 pages67229-BS 6072-1981 Method For Magnetic Particle Flaw DetectionANNADURAINo ratings yet
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 pagesD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenNo ratings yet
- Vibration Analysis Ebook MaterialDocument8 pagesVibration Analysis Ebook MaterialMohamed KhaledNo ratings yet
- D-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationDocument101 pagesD-p5-Bv-pd-001 - RT, Issue 01, Rev 00 - Radiographic ExaminationThinh NguyenNo ratings yet
- Vaccum Box ProcedureDocument4 pagesVaccum Box ProcedureRahul DubeyNo ratings yet
- Vaccum Box ProcedureDocument4 pagesVaccum Box ProcedureRahul DubeyNo ratings yet
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- ISO - TC 135 - SC 3 - Ultrasonic TestingDocument2 pagesISO - TC 135 - SC 3 - Ultrasonic TestingNilesh MistryNo ratings yet
- DefectsDocument36 pagesDefectsMaverikbjNo ratings yet
- L4-UAE-046E (Rev 4) Densitometer Calibration ProcedureDocument4 pagesL4-UAE-046E (Rev 4) Densitometer Calibration ProcedureRahul DubeyNo ratings yet
- L4-UAE-046E (Rev 4) Densitometer Calibration ProcedureDocument4 pagesL4-UAE-046E (Rev 4) Densitometer Calibration ProcedureRahul DubeyNo ratings yet
- C.V Utekar Assistant Manager ASNT Level IIIDocument4 pagesC.V Utekar Assistant Manager ASNT Level IIIShrikant UtekarNo ratings yet
- Examination of Tube and BundleDocument8 pagesExamination of Tube and BundleiraprobotNo ratings yet
- PTDocument217 pagesPTkhaled saadnehNo ratings yet
- Lrut Special AplicationDocument20 pagesLrut Special AplicationAbdur Rahim100% (1)
- Visual TestingDocument48 pagesVisual TestingLeon Heart FCNo ratings yet
- Comparison Between ICRP Recommendations and Domestic Laws and RegulationsDocument4 pagesComparison Between ICRP Recommendations and Domestic Laws and RegulationsAhmed shabanNo ratings yet
- X-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersDocument34 pagesX-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersRahul DubeyNo ratings yet
- Tube Probe Selection OlympusDocument12 pagesTube Probe Selection OlympusTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- NDT Inspectors Monitoring and Technical Performance EvaluationDocument8 pagesNDT Inspectors Monitoring and Technical Performance Evaluationilya bordonosovNo ratings yet
- CA-40-19-TOFD-UT Procedure-AWS D1.1Document27 pagesCA-40-19-TOFD-UT Procedure-AWS D1.1Luong Ho VuNo ratings yet
- RT Agfa FilmDocument28 pagesRT Agfa FilmRavindira C DevNo ratings yet
- Astron: MFL Testing Procedure For Tank FloorDocument16 pagesAstron: MFL Testing Procedure For Tank FloorleonciomavarezNo ratings yet
- 30081-cm-01 - Ref ISO 9712 PDFDocument40 pages30081-cm-01 - Ref ISO 9712 PDFKewell LimNo ratings yet
- Doosan NDE CastingDocument20 pagesDoosan NDE CastingvsnaiduqcNo ratings yet
- SNT-TC-1A / CP-189 Employer-Based Certification Audit ProgramDocument12 pagesSNT-TC-1A / CP-189 Employer-Based Certification Audit ProgramMohammed Abdul SayeedNo ratings yet
- Code Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)Document81 pagesCode Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)庄查理100% (1)
- CNG Conversion Workshop Personnel Qualification Validation & TrainingDocument7 pagesCNG Conversion Workshop Personnel Qualification Validation & TrainingRahul Dubey100% (1)
- DURR NDT CR Workshop ISO 17636-2Document22 pagesDURR NDT CR Workshop ISO 17636-2Bilge AyanNo ratings yet
- Form PAUTDocument2 pagesForm PAUTLuong Ho Vu100% (1)
- Magnetic Particle InspectionDocument6 pagesMagnetic Particle InspectioncstirumuruganNo ratings yet
- ISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance LevelsDocument8 pagesISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance Levels_PiperCub_No ratings yet
- NDT PSCDocument31 pagesNDT PSCPRAKASA SPECTRO CASTNo ratings yet
- Shaft Inspection Using Phased-Array Compared To Other Techniques CINDEDocument21 pagesShaft Inspection Using Phased-Array Compared To Other Techniques CINDEIvanRomanovićNo ratings yet
- Iso 12715:2014-06 (E)Document1 pageIso 12715:2014-06 (E)thejusNo ratings yet
- Attenuation MeasurementDocument8 pagesAttenuation MeasurementDinesh GuptaNo ratings yet
- Code No. 8603: Osmania University Faculty of EngineeringDocument2 pagesCode No. 8603: Osmania University Faculty of EngineeringSuresh ReddyNo ratings yet
- Iso 23279 (En1713)Document24 pagesIso 23279 (En1713)SuNo ratings yet
- High Temperature Ultrasonic ThicknessDocument77 pagesHigh Temperature Ultrasonic ThicknessAshfaq AnwerNo ratings yet
- BS 4069-1982Document14 pagesBS 4069-1982Jithu KareemNo ratings yet
- Basic 1st 04 02 SlidesDocument4 pagesBasic 1st 04 02 SlidesAhmed shabanNo ratings yet
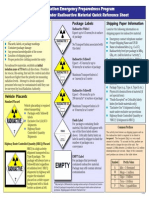
- Emergency Responder Fact Sheet - TransportationDocument2 pagesEmergency Responder Fact Sheet - TransportationS Pushya Mitra100% (1)
- SRP Lesson Plan 3 Everyday ItemsDocument3 pagesSRP Lesson Plan 3 Everyday ItemsAhmed shabanNo ratings yet
- N F: NFT S C: EAR Ield Tandard Alibration TubeDocument1 pageN F: NFT S C: EAR Ield Tandard Alibration TubeMahmood KhanNo ratings yet
- Ge Semiconductor Detector Nai (Ti) Food Monitor Whole Body CounterDocument18 pagesGe Semiconductor Detector Nai (Ti) Food Monitor Whole Body CounterAhmed shabanNo ratings yet
- Training Library Sarsrev1Document18 pagesTraining Library Sarsrev1Ahmed shabanNo ratings yet
- BIGPROBE-Ultrasonic Transducer Catalog20200214Document16 pagesBIGPROBE-Ultrasonic Transducer Catalog20200214Muhamed MahmoudNo ratings yet
- Installing Multiview 6.1R0 On Windows 10Document1 pageInstalling Multiview 6.1R0 On Windows 10walter091011No ratings yet
- Ultrasonic Testing of Tube To Tube SheetDocument6 pagesUltrasonic Testing of Tube To Tube SheetDARSHIL RAJPURANo ratings yet
- RT Film Classification - C1 To C6Document31 pagesRT Film Classification - C1 To C6Ravindira C DevNo ratings yet
- PT 1Document11 pagesPT 1Rahul DubeyNo ratings yet
- Hitachi OESDocument2 pagesHitachi OESRahul DubeyNo ratings yet
- Anderson Adventist High School Online Timetable HoursDocument6 pagesAnderson Adventist High School Online Timetable Hourstino dobaNo ratings yet
- Analisa Kesalahan Pemasangan Grounding Pada KWH Meter PrabayarDocument12 pagesAnalisa Kesalahan Pemasangan Grounding Pada KWH Meter Prabayarmamai nebeNo ratings yet
- CHROMOTHERAPYDocument11 pagesCHROMOTHERAPYAmmara100% (1)
- Periodical ExamDocument13 pagesPeriodical ExamTherese GBNo ratings yet
- Human Factors in Engineering DesignDocument37 pagesHuman Factors in Engineering DesignERICK MARTINEZ AGUIRRENo ratings yet
- Lecture19 Part 4 Lenzs LawDocument7 pagesLecture19 Part 4 Lenzs LawNoor SultanNo ratings yet
- Question Bank Basic Electrical & Electronics Engineering ElectricalDocument9 pagesQuestion Bank Basic Electrical & Electronics Engineering Electricalcsvtu notesNo ratings yet
- Microstructure and Mechanical Properties of A Novel Beta Titanium Metallic Composite by SLM ProcessDocument9 pagesMicrostructure and Mechanical Properties of A Novel Beta Titanium Metallic Composite by SLM ProcessANIGANI SUDARSHAN REDDYNo ratings yet
- FrolkovivDocument10 pagesFrolkovivALEJANDRO GANCEDO TORALNo ratings yet
- Electronic ConfigurationDocument19 pagesElectronic ConfigurationSheilavee Gatan TaguinodNo ratings yet
- Roy 3.2 Instruction Manual Rev 1.0Document23 pagesRoy 3.2 Instruction Manual Rev 1.0sandeepbhallaNo ratings yet
- Mitsubishi FGC18 (AF81B-53446)Document935 pagesMitsubishi FGC18 (AF81B-53446)Vinicius NevesNo ratings yet
- Current and Voltage Transformers: Network Protection & Automation GuideDocument22 pagesCurrent and Voltage Transformers: Network Protection & Automation GuideShailesh ChettyNo ratings yet
- Mechanical Design For Sieve Plate ColumnDocument14 pagesMechanical Design For Sieve Plate ColumnIan Zuhair II100% (1)
- M14.ca Blackfeather® "RS" Engineering and Design Considerations of The M14.CA Tension Adjustable Op Rod GuideDocument8 pagesM14.ca Blackfeather® "RS" Engineering and Design Considerations of The M14.CA Tension Adjustable Op Rod GuideCarlos Alberto RuizNo ratings yet
- Astm E72 15Document6 pagesAstm E72 15AieNo ratings yet
- Research DevelopmentDocument5 pagesResearch DevelopmentHanuma ReddyNo ratings yet
- Halliday/Resnick/Walker Fundamentals of Physics 8 Edition: Classroom Response System QuestionsDocument57 pagesHalliday/Resnick/Walker Fundamentals of Physics 8 Edition: Classroom Response System QuestionsJames AguilarNo ratings yet
- D25899-D25941-Typ1 GB XeDocument16 pagesD25899-D25941-Typ1 GB XeFerNo ratings yet
- CHE S402 Chapter9 Deactivation Part2Document9 pagesCHE S402 Chapter9 Deactivation Part2Sonu SinghNo ratings yet
- EEET2197 Tute3Document2 pagesEEET2197 Tute3Collin lcwNo ratings yet
- Chapter 15 and 16 Revision: (104 Marks)Document26 pagesChapter 15 and 16 Revision: (104 Marks)aurennosNo ratings yet
- Instructions: E0102 Alarm PanelDocument3 pagesInstructions: E0102 Alarm PanelnzmrsNo ratings yet
- Summer Internship ReportDocument28 pagesSummer Internship ReportNischay Arora100% (1)
- Conic SectionsDocument15 pagesConic SectionsParth KaushalNo ratings yet
- 1.fattah Lec 01 EEE317 3june2023Document20 pages1.fattah Lec 01 EEE317 3june2023Progna Dipto SahaNo ratings yet
- Complete Past QuestionsDocument52 pagesComplete Past QuestionsGodwin OjoNo ratings yet
- MOM Chapter 01 New-EditedDocument19 pagesMOM Chapter 01 New-EditedMohamad AhmadNo ratings yet
- Cutler-Hammer Series C Time-Current Curves For J-Frame Circuit BreakersDocument3 pagesCutler-Hammer Series C Time-Current Curves For J-Frame Circuit Breakersfu yuNo ratings yet