You might also like
- 11kV Line - WorkDocument4 pages11kV Line - Worksbpathi50% (2)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- ALSTOM CT Calculation GuideDocument2 pagesALSTOM CT Calculation GuideYogesh Patil100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Lightnin Otection SystemDocument6 pagesLightnin Otection Systemsajeevi piumikaNo ratings yet
- L s9 Specification For LightningDocument19 pagesL s9 Specification For Lightningsuges85100% (1)
- Electrical BOQ Plot C LPSDocument5 pagesElectrical BOQ Plot C LPSAgrawal PrajaktaNo ratings yet
- Guía 2 - Referencias y DiagramasDocument8 pagesGuía 2 - Referencias y DiagramasSantiago UrrutiaNo ratings yet
- Table 300.50 Minimum Cover Requirements PDFDocument1 pageTable 300.50 Minimum Cover Requirements PDFgilbertomjcNo ratings yet
- DG RoofingDocument12 pagesDG RoofingChung Yiung YungNo ratings yet
- Cable TraysDocument6 pagesCable TrayssallammohamedNo ratings yet
- Earthing InstallationDocument24 pagesEarthing InstallationTuhin SheikhNo ratings yet
- Classification of Electrical ConduitsDocument12 pagesClassification of Electrical ConduitsIan MarianoNo ratings yet
- Prestressing Section 1800Document13 pagesPrestressing Section 1800aalignup arc & const. pvt ltdNo ratings yet
- Earthing PDFDocument25 pagesEarthing PDFrealiserNo ratings yet
- WS-STM-1207-1172-00002 - Power Plant SpecificatoinDocument20 pagesWS-STM-1207-1172-00002 - Power Plant SpecificatoinAsdin AmroeNo ratings yet
- Section-8A-Hardware ACSR BisonDocument9 pagesSection-8A-Hardware ACSR BisonSaroj ShresthaNo ratings yet
- Fewa Earthing SystemDocument7 pagesFewa Earthing SystemPaul HastieNo ratings yet
- Dutile IronDocument9 pagesDutile IronSaravanan ManiNo ratings yet
- Pec Chapter 3 3Document32 pagesPec Chapter 3 3c1.2dummyNo ratings yet
- Cable LayingDocument6 pagesCable LayingPramod B.WankhadeNo ratings yet
- Sec-09 Electrical Works and InstallationDocument6 pagesSec-09 Electrical Works and InstallationOmer HayatNo ratings yet
- Oman Electricty Standard For 132 KV LinesDocument72 pagesOman Electricty Standard For 132 KV LinesiaessackjeeNo ratings yet
- Stringing Manual - Rev2Document70 pagesStringing Manual - Rev2Upekshaka RandeniNo ratings yet
- Technical Information PDFDocument24 pagesTechnical Information PDFsouheil boussaidNo ratings yet
- SECTION 26 41 00 Facility Lightning ProtectionDocument6 pagesSECTION 26 41 00 Facility Lightning ProtectionDenyNo ratings yet
- Laying of Underground CablesDocument17 pagesLaying of Underground CablesMohammed K. HayderNo ratings yet
- 11 KV Drop Out Fuse Cut OutsDocument15 pages11 KV Drop Out Fuse Cut OutsSandip AhireNo ratings yet
- Rail WeldingDocument5 pagesRail Weldingahmedzizo_2No ratings yet
- Technical Specifications of Kit Kat FuseDocument10 pagesTechnical Specifications of Kit Kat FuseYagnesh ParmarNo ratings yet
- Kobelco Welding Handbook 2009-Saw Defects 345Document1 pageKobelco Welding Handbook 2009-Saw Defects 345Engr. Imran Hasan PathanNo ratings yet
- ACSR Some Equal Standards-Indian StandardDocument20 pagesACSR Some Equal Standards-Indian StandardHabib EmamiNo ratings yet
- Part - Vii: Power Cables 7.1 Scope of WorkDocument21 pagesPart - Vii: Power Cables 7.1 Scope of WorkSri RamNo ratings yet
- Core 1Document78 pagesCore 1Robert BanagaNo ratings yet
- Laying of Underground CablesDocument14 pagesLaying of Underground CablesjibooryNo ratings yet
- Tipos Conectores HubbellDocument24 pagesTipos Conectores HubbellGERMAN ROJASNo ratings yet
- S2 - Lightning Protection SystemDocument2 pagesS2 - Lightning Protection SystemAzleenNo ratings yet
- Earthing SystemDocument6 pagesEarthing SystemsallammohamedNo ratings yet
- Earthing Protection SpecificationDocument5 pagesEarthing Protection SpecificationNi ReNo ratings yet
- Rdso SPN 197-2008, Earthing and Bonding SystemDocument10 pagesRdso SPN 197-2008, Earthing and Bonding SystemdipenkhandhediyaNo ratings yet
- Install at in CablesDocument20 pagesInstall at in Cableshashimkolan100% (2)
- Gi Conduit LayingDocument5 pagesGi Conduit LayingPrasad PanchatsaramNo ratings yet
- Conductor Puesta A TierraDocument1 pageConductor Puesta A TierraKevin MontoyaNo ratings yet
- Portable Earthing, Line End Clamps, Earth End Clamps PB WeirDocument40 pagesPortable Earthing, Line End Clamps, Earth End Clamps PB WeirrocketvtNo ratings yet
- Magnesium JoiningDocument4 pagesMagnesium Joiningst_anbu9650No ratings yet
- 08 WiringDocument7 pages08 WiringVijay PatelNo ratings yet
- Electrical Metallic Tubing (EMT)Document36 pagesElectrical Metallic Tubing (EMT)Jama CasayNo ratings yet
- Marth 1800 PrestressingDocument17 pagesMarth 1800 PrestressingRamesh100% (4)
- Dhofar Power Company Saog: Mott MacdonaldDocument1 pageDhofar Power Company Saog: Mott Macdonald54045114No ratings yet
- DO Fuse TSDocument7 pagesDO Fuse TSanirban 007No ratings yet
- Raceway Boxes SpecsDocument2 pagesRaceway Boxes SpecsSaad AkramNo ratings yet
- Submerged Arc WeldingDocument11 pagesSubmerged Arc Weldingmiteshpatel191No ratings yet
- Cable Tray BS 4678 Part 1 BS 50085 Part 1 2Document2 pagesCable Tray BS 4678 Part 1 BS 50085 Part 1 2Deepak SwainNo ratings yet
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsFrom EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- A Guide to Some of the Equations used in Constructing a Suspension BridgeFrom EverandA Guide to Some of the Equations used in Constructing a Suspension BridgeNo ratings yet
- Pages From BS7430-2011-A1-2015Document2 pagesPages From BS7430-2011-A1-2015Nouh RaslanNo ratings yet
- Aspect: Euro Modular FrontplatesDocument1 pageAspect: Euro Modular FrontplatesNouh RaslanNo ratings yet
- Aspect: Euro Modular Frontplates Accessory ModulDocument1 pageAspect: Euro Modular Frontplates Accessory ModulNouh RaslanNo ratings yet
- Aspect: Euro Modular FrontplatesDocument1 pageAspect: Euro Modular FrontplatesNouh RaslanNo ratings yet
- Testing and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Document1 pageTesting and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Nouh RaslanNo ratings yet
- Aspect: Euro Modular FrontplatesDocument1 pageAspect: Euro Modular FrontplatesNouh RaslanNo ratings yet
- Testing and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Document1 pageTesting and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Nouh RaslanNo ratings yet
- Testing and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Document1 pageTesting and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Nouh RaslanNo ratings yet
- Aspect: Euro Modular Frontplates Accessory ModuleDocument1 pageAspect: Euro Modular Frontplates Accessory ModuleNouh RaslanNo ratings yet
- Testing and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Document1 pageTesting and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Nouh RaslanNo ratings yet
- Earthing PDFDocument1 pageEarthing PDFNouh RaslanNo ratings yet
- Testing and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Document1 pageTesting and Commissioning Progress Chart For Low Voltage Cubicle Switchboard Installation (Rev.)Nouh RaslanNo ratings yet
- Earthing Systems Configurations PDFDocument1 pageEarthing Systems Configurations PDFNouh RaslanNo ratings yet
- Datasheet Z41 Lite EN Ed7 PDFDocument2 pagesDatasheet Z41 Lite EN Ed7 PDFNouh RaslanNo ratings yet
- Aspect: Euro Modular Frontplates Accessory ModulesDocument1 pageAspect: Euro Modular Frontplates Accessory ModulesNouh RaslanNo ratings yet
- Z41 Lite: Capacitive Color Touch Panel Zvi-Z41Lit Technical Documentation FeaturesDocument2 pagesZ41 Lite: Capacitive Color Touch Panel Zvi-Z41Lit Technical Documentation FeaturesNouh RaslanNo ratings yet
- Lec 18 Low PowerDocument24 pagesLec 18 Low PowerRahul PanwarNo ratings yet
- MicroZed v35 CatalogDocument32 pagesMicroZed v35 CataloghabibullaNo ratings yet
- Fuji Faldic-W User ManualDocument357 pagesFuji Faldic-W User ManualThidYaYaNo ratings yet
- Wa0061Document24 pagesWa0061sathishgorakapudiNo ratings yet
- Common Mode Choke: 1812canbusDocument2 pagesCommon Mode Choke: 1812canbussanthosha rkNo ratings yet
- A Modified Sepic Converter For High-Power-FactorDocument23 pagesA Modified Sepic Converter For High-Power-FactorSana YasmeenNo ratings yet
- XXPP65-19-TVV: Polarisation Gain HBW Elec Downtilt Frequency Cross Polarised Single Band Quad Pole Antenna Xpol +45 - 45Document1 pageXXPP65-19-TVV: Polarisation Gain HBW Elec Downtilt Frequency Cross Polarised Single Band Quad Pole Antenna Xpol +45 - 45АлександрNo ratings yet
- R1500 G4 User GuideDocument21 pagesR1500 G4 User GuideBalasubramanian ReguramanNo ratings yet
- Contcator 25.01.2022Document80 pagesContcator 25.01.2022Neetu RaiNo ratings yet
- IOM Smart Link Wired Controller 38RM - 15.02.2021Document23 pagesIOM Smart Link Wired Controller 38RM - 15.02.2021khaled salahNo ratings yet
- B1 Ece2002 50030 50290 50369Document4 pagesB1 Ece2002 50030 50290 50369NanduNo ratings yet
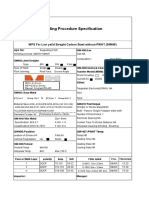
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Lipika GayenNo ratings yet
- 24Oct-AM-GS-04-Ann Moore - Asset Optimization-KLDocument44 pages24Oct-AM-GS-04-Ann Moore - Asset Optimization-KLMuslim NasirNo ratings yet
- Machines Tutorial Sheet #6 (2024) Answer KeysDocument3 pagesMachines Tutorial Sheet #6 (2024) Answer KeysmechanicsstudentNo ratings yet
- Catalog Io LinkDocument132 pagesCatalog Io LinkLong Hứa XuânNo ratings yet
- White Paper Modular Engineering in Controlpanelbuilding enDocument11 pagesWhite Paper Modular Engineering in Controlpanelbuilding enDejanStarčevićNo ratings yet
- Unit III Question BankDocument5 pagesUnit III Question Bankjames RNo ratings yet
- JBL Duet NC (ANC Off)Document1 pageJBL Duet NC (ANC Off)MaRoNIXChannelNo ratings yet
- Comparison of Earthing SystemsDocument4 pagesComparison of Earthing SystemsSiddesh RaneNo ratings yet
- School of Engineering and Architecture Holy Angel UniversityDocument23 pagesSchool of Engineering and Architecture Holy Angel UniversityRaym MirandaNo ratings yet
- Technical PIMDocument10 pagesTechnical PIMviveknarula295382No ratings yet
- AC Machines - AlternatorsDocument16 pagesAC Machines - AlternatorsJohn Benedict OrbeNo ratings yet
- .Underground Cable Fault Detection Using ArduinoDocument4 pages.Underground Cable Fault Detection Using ArduinoHarshal PatilNo ratings yet
- Voltage Current Resistance and Ohms LawDocument62 pagesVoltage Current Resistance and Ohms LawAllysa Nicole AldaNo ratings yet
- A-70 eDocument4 pagesA-70 eTudor Gabriel GavrilescuNo ratings yet
- Sms-03 Acb Summary ReportDocument6 pagesSms-03 Acb Summary ReportAnonymous 83aaPQxNo ratings yet
- Altivar 71 - ATV71HD37N4Document5 pagesAltivar 71 - ATV71HD37N4Antonio ValenzuelaNo ratings yet
- TNEB FUSE OF CALL Contact CoimbatoreDocument10 pagesTNEB FUSE OF CALL Contact CoimbatoreiddrxNo ratings yet
- Group 4 Ohm's Law DraftDocument42 pagesGroup 4 Ohm's Law DraftRinante Casiquin Jr.No ratings yet