You might also like
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument22 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument20 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument30 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- NOC Pressure Instrument SpecificationDocument26 pagesNOC Pressure Instrument SpecificationRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument16 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Project No. P12513 Feed For New Flow Suction Tank On Bu Hasa CdsDocument6 pagesProject No. P12513 Feed For New Flow Suction Tank On Bu Hasa CdssarathNo ratings yet
- Two-Phase Ethyl Chloride Process NotesDocument2 pagesTwo-Phase Ethyl Chloride Process NotesAgravante JakeNo ratings yet
- Random Packing: From Competitive Products To Advanced SolutionsDocument16 pagesRandom Packing: From Competitive Products To Advanced SolutionsiazcuzcNo ratings yet
- Process Courses and Seminars March 21Document1 pageProcess Courses and Seminars March 21svnaik14No ratings yet
- Surge Vessel Testing: (Update As of 30th April 2015)Document2 pagesSurge Vessel Testing: (Update As of 30th April 2015)Syed AliNo ratings yet
- 202366-VP10-DWG-002 - Rev.1 Detail Drawing For Inlet Compressor Filter Separator F-1011Document6 pages202366-VP10-DWG-002 - Rev.1 Detail Drawing For Inlet Compressor Filter Separator F-1011Pham LanphuongNo ratings yet
- Ips-mbd18002-In-517 Rev. A - Ls Top MountedDocument8 pagesIps-mbd18002-In-517 Rev. A - Ls Top MountedNikhil KarkeraNo ratings yet
- Guideline For Preparing IPDS - Instrument Process Data SheetDocument3 pagesGuideline For Preparing IPDS - Instrument Process Data Sheetbalaji krishnanNo ratings yet
- C 3031 Ih 8-F TSP002 Att00Document21 pagesC 3031 Ih 8-F TSP002 Att00Joseph Samir Eshak100% (1)
- PDS For Prewash Flash Column - R0Document8 pagesPDS For Prewash Flash Column - R0idilfitriNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- EP-300 Operating Manual E1Document343 pagesEP-300 Operating Manual E1leman quliyevaNo ratings yet
- Line List: Bandar Abbas Gas Condensate Refinery ProjectDocument31 pagesLine List: Bandar Abbas Gas Condensate Refinery Projectmb_sirousNo ratings yet
- IPS MBD21907 in 522 Datasheet of Emergency Relief Valve ADocument3 pagesIPS MBD21907 in 522 Datasheet of Emergency Relief Valve ANikhil KarkeraNo ratings yet
- 510 C 013 (Absorber II)Document2 pages510 C 013 (Absorber II)idilfitriNo ratings yet
- Example Shutdown Key PDFDocument1 pageExample Shutdown Key PDFsvnaik14No ratings yet
- Plano de SaturadorDocument6 pagesPlano de SaturadorRodrigo Andres CeledonNo ratings yet
- Column & HE Sizing - PresentationDocument76 pagesColumn & HE Sizing - PresentationRaihan FuadNo ratings yet
- Engineering Units ConverterDocument19 pagesEngineering Units Convertertitou_d8638No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument33 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Ips e in 100Document87 pagesIps e in 100charleselitb92No ratings yet
- Ario Damar - Sriwijaya Oil & Gas Development: Document No. CT-F17795-TE2-31-E-002-001Document5 pagesArio Damar - Sriwijaya Oil & Gas Development: Document No. CT-F17795-TE2-31-E-002-001idilfitriNo ratings yet
- Painampuram, Muthukurmandal, S.P.S.R. Nellore District, A.PDocument22 pagesPainampuram, Muthukurmandal, S.P.S.R. Nellore District, A.Pkkumar_717405No ratings yet
- Syn CompressorDocument23 pagesSyn CompressorManish GautamNo ratings yet
- ACFrOgALH7tI4bGAHoY RBTNzPHzMIyHy7FK3 - NLfBCnaIFG6 NJq3Ec8m HIQzGzsRrhL - EaKBKBfiHbz8J4GJN6MjbtxKXVhWqDR 2HbQRcF HAQ5 - xgrqTpvP2io PDFDocument6 pagesACFrOgALH7tI4bGAHoY RBTNzPHzMIyHy7FK3 - NLfBCnaIFG6 NJq3Ec8m HIQzGzsRrhL - EaKBKBfiHbz8J4GJN6MjbtxKXVhWqDR 2HbQRcF HAQ5 - xgrqTpvP2io PDFMurali MuthuNo ratings yet
- N-0900-P-01-01 - Tailing Tower (C-0902)Document11 pagesN-0900-P-01-01 - Tailing Tower (C-0902)Darrel Espino AranasNo ratings yet
- General Notes: FAC1-P-611003A /B FAC1-PM-611003A/BDocument1 pageGeneral Notes: FAC1-P-611003A /B FAC1-PM-611003A/Bsecret soldierNo ratings yet
- Stack Gas Specification: Project Name Client Location GeneralDocument6 pagesStack Gas Specification: Project Name Client Location Generalbudi utomoNo ratings yet
- PDH Online Course M371Document32 pagesPDH Online Course M371Andres WhiteNo ratings yet
- 2093-FE-7903 Rev. CDocument34 pages2093-FE-7903 Rev. CAyush ChoudharyNo ratings yet
- 6700-EQS-2800-EC-0004 - EC 2802 - Flash Cooler Condenser - R01Document9 pages6700-EQS-2800-EC-0004 - EC 2802 - Flash Cooler Condenser - R01balajiNo ratings yet
- S-03710 M54161-2-Rev. 1-As F 8506-Steam Drum DetailsDocument1 pageS-03710 M54161-2-Rev. 1-As F 8506-Steam Drum Detailswylie01No ratings yet
- Safety Chart Process ControlsDocument2 pagesSafety Chart Process ControlsBraulioOtavaloNo ratings yet
- 20G12-MF-0010 - RA Heat & Mass Balance Diagram-2 PDFDocument7 pages20G12-MF-0010 - RA Heat & Mass Balance Diagram-2 PDFahmedNo ratings yet
- Epcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitDocument7 pagesEpcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitKunalNo ratings yet
- Specifications for Welding of VII Solubilizer VesselDocument115 pagesSpecifications for Welding of VII Solubilizer Vesselazam RazzaqNo ratings yet
- Enquiry Specification of OxidizerDocument28 pagesEnquiry Specification of OxidizerNikhileshkumarMishraNo ratings yet
- S.no Description Data For ApprovalDocument2 pagesS.no Description Data For ApprovalVenkatNo ratings yet
- Mds HPH 1 - Skoda PowerDocument3 pagesMds HPH 1 - Skoda PoweridilfitriNo ratings yet
- 16 B 06 HDocument20 pages16 B 06 HVaibhav Bhoir0% (1)
- DcrerweDocument1 pageDcrerwesri9987No ratings yet
- Pipi G Material Specificatio: Ref. Proce. O. Issue Umber Revision O. Revision Date ODS/SOP/008 To 015 2 1 1/8/2006Document78 pagesPipi G Material Specificatio: Ref. Proce. O. Issue Umber Revision O. Revision Date ODS/SOP/008 To 015 2 1 1/8/2006Aravind VickyNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- SEO-optimized title for Lurgi process data sheetDocument12 pagesSEO-optimized title for Lurgi process data sheetidilfitriNo ratings yet
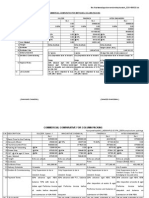
- Commercial Comparative For Methanol Column Packing: File:///var/www/apps/conversion/tmp/scratch - 5/261406929Document3 pagesCommercial Comparative For Methanol Column Packing: File:///var/www/apps/conversion/tmp/scratch - 5/261406929sushant_jhawerNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- IPS-MBD21907-In-529 - Datasheet of PH Transmitter - ADocument3 pagesIPS-MBD21907-In-529 - Datasheet of PH Transmitter - ANikhil KarkeraNo ratings yet
- IPS-MBD21907-In-516B-Data Sheet of On Off Valve-Flush Bottom (Y Type) - ADocument3 pagesIPS-MBD21907-In-516B-Data Sheet of On Off Valve-Flush Bottom (Y Type) - ANikhil KarkeraNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument25 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation Rotary Compressor SpecificationDocument23 pagesNational Oil Corporation Rotary Compressor SpecificationRochdi SahliNo ratings yet
- National Oil Corporation Packaged Reciprocating Compressor SpecificationDocument26 pagesNational Oil Corporation Packaged Reciprocating Compressor SpecificationYousab JacobNo ratings yet
- Oil Company Gear Unit SpecificationDocument13 pagesOil Company Gear Unit SpecificationRochdi SahliNo ratings yet
- Cement Lined Piping SpecificationDocument24 pagesCement Lined Piping SpecificationYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument25 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation Concrete Structures SpecificationDocument24 pagesNational Oil Corporation Concrete Structures SpecificationYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation Steel Piping SpecificationDocument34 pagesNational Oil Corporation Steel Piping SpecificationRochdi SahliNo ratings yet
- National Oil Corporation Roads & Paving SpecificationDocument24 pagesNational Oil Corporation Roads & Paving SpecificationYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument24 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Piping Class B2Document5 pagesPiping Class B2Yousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument24 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument33 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument25 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Piping SpecDocument89 pagesNational Oil Piping SpecYousab JacobNo ratings yet
- National Oil Plastic and Glass Fibre Piping SpecificationDocument23 pagesNational Oil Plastic and Glass Fibre Piping SpecificationRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument38 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument21 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument34 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation's API 613 Gear Unit SpecificationDocument14 pagesNational Oil Corporation's API 613 Gear Unit SpecificationRochdi SahliNo ratings yet
- Oil Company Gear Unit SpecificationDocument13 pagesOil Company Gear Unit SpecificationRochdi SahliNo ratings yet
- National Oil DC Supply Units SpecDocument29 pagesNational Oil DC Supply Units SpecYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument20 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument22 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument48 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Relay 736: Technical DataDocument3 pagesRelay 736: Technical DataachuthkumarNo ratings yet
- Alternate Fuel Emulsified EthanolDocument15 pagesAlternate Fuel Emulsified EthanolgdskumarNo ratings yet
- in 30 MinutesDocument5 pagesin 30 MinutesCésar DiazNo ratings yet
- DME Billing Services OverviewDocument6 pagesDME Billing Services OverviewINF HealthcareNo ratings yet
- ARM8020 Users' Manual H (V6.0.13)Document12 pagesARM8020 Users' Manual H (V6.0.13)João Francisco MontanhaniNo ratings yet
- CSTUPDocument8 pagesCSTUPsaurabh singhNo ratings yet
- Bookmap Installation Guide - EnglishDocument8 pagesBookmap Installation Guide - EnglishThe Trading PitNo ratings yet
- Caterpillar 988 Wheel Loader Operators Manual SN 87aDocument6 pagesCaterpillar 988 Wheel Loader Operators Manual SN 87aCarlos Cetina100% (1)
- Hologic - DST Plan - AW-01801 - 001 - 01Document6 pagesHologic - DST Plan - AW-01801 - 001 - 01NGUYEN TAN KHUONGNo ratings yet
- How To Tune LPG Car Engine For Best PerformanceDocument2 pagesHow To Tune LPG Car Engine For Best Performancearmaanmaan100% (2)
- UntitledDocument254 pagesUntitledAllesteir AlfrediNo ratings yet
- Additional Reading 2 (Chap 3)Document8 pagesAdditional Reading 2 (Chap 3)vuthuyduong311204No ratings yet
- Lab Activity 3Document3 pagesLab Activity 3Fabian SebastianNo ratings yet
- Revitalizing Islamabad's Mass TransitDocument172 pagesRevitalizing Islamabad's Mass Transitm saadullah khanNo ratings yet
- SRS Document Sandra LucyDocument24 pagesSRS Document Sandra LucysunNo ratings yet
- Understanding The Internet of Things: Definition, Potentials, and Societal Role of A Fast Evolving ParadigmDocument23 pagesUnderstanding The Internet of Things: Definition, Potentials, and Societal Role of A Fast Evolving ParadigmAzmiNo ratings yet
- 05 GPRS SystemDocument6 pages05 GPRS SystempraveenhgNo ratings yet
- SAFe AgilistDocument18 pagesSAFe AgilistAlexNo ratings yet
- Q1900G4 Mini Motherboard ManualDocument8 pagesQ1900G4 Mini Motherboard Manualbaluvee0% (1)
- Outbound CT-e: Prerequisites Object For SAP Note 3324837Document3 pagesOutbound CT-e: Prerequisites Object For SAP Note 3324837Davi EliasNo ratings yet
- Guowang Miao - Jens Zander - Ki Won Sung - Slimane Ben Slimane - Fundamentals of Mobile Data Networks-Cambridge University Press (2016)Document323 pagesGuowang Miao - Jens Zander - Ki Won Sung - Slimane Ben Slimane - Fundamentals of Mobile Data Networks-Cambridge University Press (2016)belial belial100% (1)
- AMS Connection - PROFIBUS PA Via DP - PA Coupler - TopWorx Engineering WikiDocument10 pagesAMS Connection - PROFIBUS PA Via DP - PA Coupler - TopWorx Engineering Wikishafi ullaNo ratings yet
- Transformer Inrush Current and Related Challenges: International Journal of Emerging Technology and Advanced EngineeringDocument3 pagesTransformer Inrush Current and Related Challenges: International Journal of Emerging Technology and Advanced EngineeringHukmran HussainNo ratings yet
- QSG0009 PS Selection Guide For AC BackupDocument8 pagesQSG0009 PS Selection Guide For AC BackupRoberto MontoyaNo ratings yet
- Project ProposalDocument4 pagesProject ProposalNahom Dagne100% (1)
- JBVNL Physical Inventory Process GuideDocument12 pagesJBVNL Physical Inventory Process GuideFuad InsanNo ratings yet
- JD TSA Manager CampusDocument4 pagesJD TSA Manager CampusMunish RanaNo ratings yet
- Activity Tracker User Guide 1.2Document19 pagesActivity Tracker User Guide 1.2ENo ratings yet
- Attention: U140E, U140F & U241E Installation GuideDocument2 pagesAttention: U140E, U140F & U241E Installation GuideDerek Cisneros LeonNo ratings yet
- Blood Donation Management SystemDocument55 pagesBlood Donation Management SystemGidey Gebrehiwot100% (1)