You might also like
- Structural Steel, Sheet and Strip, Carbon, Hot-Rolled: Standard Specification ForDocument3 pagesStructural Steel, Sheet and Strip, Carbon, Hot-Rolled: Standard Specification ForRoland CepedaNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 9.7 PaintingDocument62 pages9.7 PaintingAnbu AlagupandianNo ratings yet
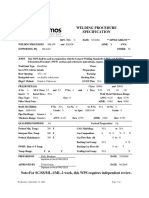
- Weld Procedure Specification - PR - 0XXDocument7 pagesWeld Procedure Specification - PR - 0XXRAMAKRISHNANo ratings yet
- QC10-H-061 M21 Painting of Piping, Equipment and Structural Steelwork PDFDocument13 pagesQC10-H-061 M21 Painting of Piping, Equipment and Structural Steelwork PDFMohamedOmar83No ratings yet
- Hardness Test ProcedureDocument5 pagesHardness Test Proceduremanojballa100% (1)
- Calibration Certification Procedure Ultra Pro 80 Ultracentrifuge - 2008341445 - 100729 - 4Document3 pagesCalibration Certification Procedure Ultra Pro 80 Ultracentrifuge - 2008341445 - 100729 - 4luroguitaNo ratings yet
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Inspection Test PlanDocument141 pagesInspection Test PlanKoya ThangalNo ratings yet
- Valvulas Solenoides PDFDocument300 pagesValvulas Solenoides PDFcmatoseNo ratings yet
- Mep AssumptionsDocument12 pagesMep Assumptionssachinsaklani23No ratings yet
- Pickling Passivation ProcedureDocument5 pagesPickling Passivation ProcedureKoya Thangal100% (1)
- Visual Inspection ReportDocument5 pagesVisual Inspection ReportHanuman RaoNo ratings yet
- Pressure Vessel Shop Fabrication & InspectionDocument80 pagesPressure Vessel Shop Fabrication & InspectionKoya Thangal100% (1)
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDocument1 pageWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiNo ratings yet
- MMA Electrode ClassificationDocument5 pagesMMA Electrode ClassificationRama Krishna Reddy DonthireddyNo ratings yet
- WPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)Document1 pageWPQP 6g Smaw A135 Gr.a Od2inch 5.54mm (Approved)ufomskiNo ratings yet
- Inspection and Test Plan For Water Tube BoilerDocument13 pagesInspection and Test Plan For Water Tube BoilerVinh Do Thanh100% (1)
- Aashto T 176-17Document13 pagesAashto T 176-17RICARDO NOEL LEZAMA CHAVEZNo ratings yet
- ZAU 256 MS 2105 00003 0001 A01 Datasheet For Produced Water Storage Vessel (V 8421)Document6 pagesZAU 256 MS 2105 00003 0001 A01 Datasheet For Produced Water Storage Vessel (V 8421)Vijayaraj KumarNo ratings yet
- QC10-H-049 M09 Steel Tanks-Rev6 PDFDocument14 pagesQC10-H-049 M09 Steel Tanks-Rev6 PDFMohammed HilalNo ratings yet
- Test Pack Clearance FormatDocument2 pagesTest Pack Clearance FormatKarthikNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345No ratings yet
- Procedure For Post Weld Heat Treatment (PWHT PROCEDURE)Document10 pagesProcedure For Post Weld Heat Treatment (PWHT PROCEDURE)Senthil Kumaran100% (2)
- Welding Electrodes ClassificationDocument10 pagesWelding Electrodes ClassificationazeezsadiqNo ratings yet
- Flash Report-2016-2-21Document3 pagesFlash Report-2016-2-21sujinlongNo ratings yet
- Jacking Procedure PDFDocument14 pagesJacking Procedure PDFmanish pathrabeNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Project Execution Plan For Offshore Maintenance Coating OperationDocument13 pagesProject Execution Plan For Offshore Maintenance Coating OperationMitchellgrany100% (3)
- QA Programme Rev.3, TERFDocument46 pagesQA Programme Rev.3, TERFUmesh Mishra100% (1)
- Wps Model 2 PDFDocument17 pagesWps Model 2 PDFbeyNo ratings yet
- Technofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIDocument9 pagesTechnofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIElankumaran PeriakaruppanNo ratings yet
- 17-020-Ms-002 Welding For Fuel Gas r2Document53 pages17-020-Ms-002 Welding For Fuel Gas r2Alaa M. GhazalahNo ratings yet
- ITP-1612-F01 Rev. 2Document19 pagesITP-1612-F01 Rev. 2Erin JohnsonNo ratings yet
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDocument1 pageLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNo ratings yet
- Q.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteDocument5 pagesQ.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteAws Mohamed100% (1)
- Design Manual PDFDocument867 pagesDesign Manual PDFsurendra sharmaNo ratings yet
- Cswip 3.1 Practice QuestionDocument22 pagesCswip 3.1 Practice QuestionKoya ThangalNo ratings yet
- Painting Procedure Rev.ADocument12 pagesPainting Procedure Rev.Aคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Daily Program Dec-2011Document21 pagesDaily Program Dec-2011Mahibul HasanNo ratings yet
- Method Statement For General ExcavationDocument7 pagesMethod Statement For General Excavationjing aytonaNo ratings yet
- 03EPDocument38 pages03EPAndhie OsloNo ratings yet
- 7704 Quot PDFDocument4 pages7704 Quot PDFdineshmithiaNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- FOR Construction: Specifications For Identification of Piping MaterialDocument12 pagesFOR Construction: Specifications For Identification of Piping MaterialajmainNo ratings yet
- 2037-PL-PL-0058-IR-T-015 Dated 18.12.19-IRN IR PDFDocument22 pages2037-PL-PL-0058-IR-T-015 Dated 18.12.19-IRN IR PDFDadaso Baburao JamdarNo ratings yet
- Reliance Industries Limited Line History Sheet For Low Alloy Steel PipingDocument2 pagesReliance Industries Limited Line History Sheet For Low Alloy Steel PipingRavi ShankarNo ratings yet
- IBM Product Master 12.0 Functional OverviewDocument26 pagesIBM Product Master 12.0 Functional OverviewmahithaNo ratings yet
- Weld Repairs:: 1) Production Repairs 2) In-Service RepairsDocument4 pagesWeld Repairs:: 1) Production Repairs 2) In-Service RepairsEhsan KhanNo ratings yet
- Oriental Manufacturers: Title: Purchase Order Specification For Carbon Steel PlatesDocument18 pagesOriental Manufacturers: Title: Purchase Order Specification For Carbon Steel PlatesTejas ShahNo ratings yet
- IONE-AA00-PE-QA-0021 UT Procedure - Rev - 0Document29 pagesIONE-AA00-PE-QA-0021 UT Procedure - Rev - 0Firas AlbaweiNo ratings yet
- QA10-G-5058 G03 Project Execution Rev.0Document26 pagesQA10-G-5058 G03 Project Execution Rev.0Koya ThangalNo ratings yet
- Economics of WeldingDocument52 pagesEconomics of Weldingfws farhanNo ratings yet
- NRP QapDocument10 pagesNRP QapKevin Mathew100% (1)
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- WPS AMC-0195 Rev 01Document3 pagesWPS AMC-0195 Rev 01umer.shariff87No ratings yet
- Qualification RangeDocument1 pageQualification RangeSARSAN NDTNo ratings yet
- Curriculum Vitae: Total Experience 18.1 YearsDocument7 pagesCurriculum Vitae: Total Experience 18.1 Yearskbpatel123No ratings yet
- Welding Log DW-CWDocument12 pagesWelding Log DW-CWhasan shahriarNo ratings yet
- Pressure Test Execution Plan Mar 24 Rev.cDocument12 pagesPressure Test Execution Plan Mar 24 Rev.cAbdullah Al JubayerNo ratings yet
- WPS TemplateDocument3 pagesWPS TemplateAldin MemidzanNo ratings yet
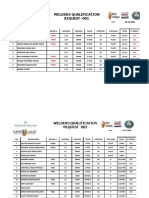
- Welders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJDocument3 pagesWelders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJel_sharkawy2011No ratings yet
- ITP Fuel Fillter (J-1001) Rev10+Document9 pagesITP Fuel Fillter (J-1001) Rev10+DjokoNo ratings yet
- WPS14-1 A106 B SmawDocument4 pagesWPS14-1 A106 B SmawRahul MoottolikandyNo ratings yet
- Welding Electrode-Wire SpecificationDocument3 pagesWelding Electrode-Wire SpecificationRajan SteeveNo ratings yet
- WPS RB GM 01Document12 pagesWPS RB GM 01hetpinNo ratings yet
- Audit NDT Basics PDFDocument41 pagesAudit NDT Basics PDFJindarat KasemsooksakulNo ratings yet
- Std-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersDocument16 pagesStd-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersAlexandru AsmarandeiNo ratings yet
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 pagesProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNo ratings yet
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocument2 pagesElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifNo ratings yet
- Sor BPCL KochiDocument79 pagesSor BPCL KochiPrafulla PatilNo ratings yet
- Shahjee Collegiate: Xi English With SKH Multiple Choice Questions (Test 01)Document46 pagesShahjee Collegiate: Xi English With SKH Multiple Choice Questions (Test 01)SohaibNo ratings yet
- Proposed Welding Procedure Specification (PWPS) : REV:A3Document1 pageProposed Welding Procedure Specification (PWPS) : REV:A3Shanawas Abdul RazakNo ratings yet
- Green Constro Infra PVT LTD Quality Assurance Plan (Qap) : Manufacture At: Qap No.:& DetailsDocument1 pageGreen Constro Infra PVT LTD Quality Assurance Plan (Qap) : Manufacture At: Qap No.:& DetailsNAGARJUNANo ratings yet
- V-2158-103-A-851 - 4 ITP For PumpDocument4 pagesV-2158-103-A-851 - 4 ITP For PumpMessaoud GoutasNo ratings yet
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- TWI CSWIP Training Plan - Dynaquest Energy LimitedDocument2 pagesTWI CSWIP Training Plan - Dynaquest Energy LimitedAdeniyi100% (1)
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarNo ratings yet
- Vol IVDocument2 pagesVol IVKoya ThangalNo ratings yet
- Astm F606MDocument16 pagesAstm F606MKoya ThangalNo ratings yet
- Cswip Qa 3 2Document8 pagesCswip Qa 3 2Koya ThangalNo ratings yet
- Mechanical Engineering Drawing WorkshopDocument158 pagesMechanical Engineering Drawing Workshopjeswin johnsonNo ratings yet
- Sehll DevelopmentDocument1 pageSehll DevelopmentKoya ThangalNo ratings yet
- Cost of Poor QualityDocument19 pagesCost of Poor QualityAbu Adeeb AhamedNo ratings yet
- By RTCC: 3D-ViewDocument1 pageBy RTCC: 3D-ViewKoya ThangalNo ratings yet
- Stainless Steel Cast FittingsDocument7 pagesStainless Steel Cast FittingsKoya ThangalNo ratings yet
- Valve Basic Interview Questions & AnswersDocument6 pagesValve Basic Interview Questions & AnswersKoya Thangal100% (1)
- Asme CodesDocument14 pagesAsme CodesSaidFerdjallahNo ratings yet
- Editable List of Industrial ReportDocument3 pagesEditable List of Industrial ReportKoya ThangalNo ratings yet
- PWHT Report FormDocument2 pagesPWHT Report FormKoya ThangalNo ratings yet
- Editable List of Procedure+Document5 pagesEditable List of Procedure+Koya ThangalNo ratings yet
- Fitup Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejDocument2 pagesFitup Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejKoya ThangalNo ratings yet
- Project Weld Status Report - (Rev.01) : Saudi Aramco Test ReportDocument1 pageProject Weld Status Report - (Rev.01) : Saudi Aramco Test ReportKoya ThangalNo ratings yet
- MEM201 L5 Fa0809 SpDimensions RCDocument21 pagesMEM201 L5 Fa0809 SpDimensions RCideaamulNo ratings yet
- FAT - 59 Fixed Asset Transfer - Construction For WO# 2038-121Document1 pageFAT - 59 Fixed Asset Transfer - Construction For WO# 2038-121Koya ThangalNo ratings yet
- 3.TANK 01 Bottom SumpDocument2 pages3.TANK 01 Bottom SumpKoya ThangalNo ratings yet
- CS2301-Software Engineering 2 MarksDocument17 pagesCS2301-Software Engineering 2 MarksDhanusha Chandrasegar SabarinathNo ratings yet
- 2013 AASHTO Specs SRPE PresentationDocument53 pages2013 AASHTO Specs SRPE PresentationNazar Abdul KareemNo ratings yet
- Sankar ResumeDocument4 pagesSankar ResumeSa RaNo ratings yet
- Method Statement ProcedureDocument4 pagesMethod Statement ProcedureVictor Thembinkosi MakhubeleNo ratings yet
- Surface Vehicle Standard: Hydraulic Backhoe Lift CapacityDocument8 pagesSurface Vehicle Standard: Hydraulic Backhoe Lift CapacityMarcelo PiresNo ratings yet
- MORPHOLINEDocument2 pagesMORPHOLINEChang Woo JongNo ratings yet
- Mumbai Metro Line 3Document34 pagesMumbai Metro Line 3sanjaig100% (1)
- Rdso SPN 147-2005, UfsbiDocument29 pagesRdso SPN 147-2005, Ufsbima_purwoadiNo ratings yet
- SPM Chapter12Document28 pagesSPM Chapter12KidusNo ratings yet
- Astm-A521 - 03Document9 pagesAstm-A521 - 03claudiaNo ratings yet
- Kochi Metro Rail Limited (KMRL) : Tender No. Kae-04Document4 pagesKochi Metro Rail Limited (KMRL) : Tender No. Kae-04amit mitraNo ratings yet
- Geomega™ Structures With Concrete Facing Panels: Reinforced EarthDocument34 pagesGeomega™ Structures With Concrete Facing Panels: Reinforced Earthdannychacon27No ratings yet
- Standard Specifications-Steel LayingDocument1,213 pagesStandard Specifications-Steel Layingashish.mathur1No ratings yet
- IIT Mandi RFP For CampusDocument35 pagesIIT Mandi RFP For CampusParichoy GuptaNo ratings yet
- Srs TemplateDocument4 pagesSrs Templatelal593No ratings yet
- Rv1a2aj - Instruction Manual (Robot Arm Setup & Maintenanc)Document84 pagesRv1a2aj - Instruction Manual (Robot Arm Setup & Maintenanc)Nur ZaidanNo ratings yet
- AUTOSAR CP EXP CDDDesignAndIntegrationGuidelineDocument24 pagesAUTOSAR CP EXP CDDDesignAndIntegrationGuidelineChaos XiaNo ratings yet
- Building and Construction Materials: SUBMITTED BY: Alliah Nicky Puno Submitted To: Ar. Aristeo GarciaDocument21 pagesBuilding and Construction Materials: SUBMITTED BY: Alliah Nicky Puno Submitted To: Ar. Aristeo GarciaAlliah Nicky PunoNo ratings yet
- 072019072057ITT Rock BoltDocument46 pages072019072057ITT Rock BoltMayank SinghaniaNo ratings yet