You might also like
- IB PPT 11 SL Data PDFDocument38 pagesIB PPT 11 SL Data PDFzarna nirmal rawalNo ratings yet
- Loop TuningDocument5 pagesLoop Tuningurs5No ratings yet
- IE380 Unit 9Document50 pagesIE380 Unit 9ayçaNo ratings yet
- AQL Training MaterialDocument50 pagesAQL Training MaterialadeNo ratings yet
- SPC11Document40 pagesSPC11shalom.chen0602No ratings yet
- MEC101 CHAPTER 4 Engineering Estimation Approximation 2020Document47 pagesMEC101 CHAPTER 4 Engineering Estimation Approximation 2020MUHAMMAD AQIM MOHD SUHAIMINo ratings yet
- Statistics 11Document21 pagesStatistics 11Alejandro José Poveda GuevaraNo ratings yet
- Class 13 Optimizing The Training ProcessDocument20 pagesClass 13 Optimizing The Training ProcessSumana BasuNo ratings yet
- Big Data and Statistical Process ControlDocument9 pagesBig Data and Statistical Process Controlhazwan2283No ratings yet
- ASQ MSA An Alternative Method For Estimating Percentage Tolerance 20120418Document78 pagesASQ MSA An Alternative Method For Estimating Percentage Tolerance 20120418solmaz MOVAFAGHINo ratings yet
- EDB3711 Lec 4 Performance Evaluation Fundamentals 3Document16 pagesEDB3711 Lec 4 Performance Evaluation Fundamentals 3alex changNo ratings yet
- Experiments, Measurements & ErrorsDocument8 pagesExperiments, Measurements & ErrorscisnarFNo ratings yet
- Modeling and Simulation: ME 635/IPD 611 Kishore PochirajuDocument48 pagesModeling and Simulation: ME 635/IPD 611 Kishore PochirajuFredNo ratings yet
- LeanDocument18 pagesLeansunjjoy guptaNo ratings yet
- Chapter 9: Managing Flow Variability: Process Control and CapabilityDocument6 pagesChapter 9: Managing Flow Variability: Process Control and CapabilitygalileaaddisonNo ratings yet
- Total Marks: 22 Marks (Convert Into 100% and Enter On Moodle Grade Book)Document5 pagesTotal Marks: 22 Marks (Convert Into 100% and Enter On Moodle Grade Book)GustianNo ratings yet
- MEP04 Process Variability & Process CapabilityDocument24 pagesMEP04 Process Variability & Process CapabilityRik PtlNo ratings yet
- PHY110 Chapter 1 Error AnalysisDocument35 pagesPHY110 Chapter 1 Error AnalysisFarra RadziNo ratings yet
- 1.5 Measurement (Gage R&R)Document19 pages1.5 Measurement (Gage R&R)rollickingdeol100% (1)
- Control Design by Pole Placement 0Document28 pagesControl Design by Pole Placement 0KhethanNo ratings yet
- Pogil - Basic Skills Supplement - Converting Units With Dimensional AnalysisDocument4 pagesPogil - Basic Skills Supplement - Converting Units With Dimensional Analysisapi-293306937No ratings yet
- Gate Study MaterialDocument89 pagesGate Study MaterialMansoor CompanywalaNo ratings yet
- General Notes: Heruntergeladen Durch Petre Weinberger (Extern - Weinberger@tum - De)Document6 pagesGeneral Notes: Heruntergeladen Durch Petre Weinberger (Extern - Weinberger@tum - De)Akshay KumbarwarNo ratings yet
- Ziegler-Nichols Closed-Loop Tuning Method - Control Notes PDFDocument5 pagesZiegler-Nichols Closed-Loop Tuning Method - Control Notes PDFDraganNo ratings yet
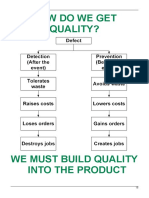
- How Do We Get Quality?Document14 pagesHow Do We Get Quality?Furkan SaralNo ratings yet
- Ivar J. Halvorsen and Sigurd SkogestadDocument19 pagesIvar J. Halvorsen and Sigurd SkogestadCHANADASNo ratings yet
- MEC 100 CHAPTER 4 (Engineering Estimation & Approximation)Document50 pagesMEC 100 CHAPTER 4 (Engineering Estimation & Approximation)HaFiy HaZimNo ratings yet
- Ie 212 Final Project Case StudyDocument6 pagesIe 212 Final Project Case StudyPatrick Joel PalcoNo ratings yet
- Quality Control Note by Farid A GhaniDocument7 pagesQuality Control Note by Farid A GhaniFarid A GhaniNo ratings yet
- Chapter 1 - Introduction To Electrical MeasurementDocument38 pagesChapter 1 - Introduction To Electrical MeasurementAdli IkramNo ratings yet
- W1 - Introduction To Mathematical ModellingDocument36 pagesW1 - Introduction To Mathematical ModellingadammarthenNo ratings yet
- 5224 Measure Phase 2Document41 pages5224 Measure Phase 2Gark LopNo ratings yet
- 7303 - KETIDAKPASTIAN PENGUKURAN Dan Perambatan RalatDocument63 pages7303 - KETIDAKPASTIAN PENGUKURAN Dan Perambatan Ralatsaifi MuhammadNo ratings yet
- Statistical Process Control: by H.S.PundleDocument31 pagesStatistical Process Control: by H.S.PundlePALLAVI BHISENo ratings yet
- NN Lecture NotesDocument45 pagesNN Lecture NotesfindinngclosureNo ratings yet
- The Objectives Are ToDocument14 pagesThe Objectives Are ToTryxiaa Ö Althea JennNo ratings yet
- Practical Design of Experiments: DoE Made EasyFrom EverandPractical Design of Experiments: DoE Made EasyRating: 4.5 out of 5 stars4.5/5 (7)
- SecondPartial 2018-01-10 A SolutionsDocument5 pagesSecondPartial 2018-01-10 A SolutionsfabriNo ratings yet
- Tutorial - How To Obtain Relative Accurate Results From Stress Analysis in Autodesk Inventor - GrabCAD PDFDocument8 pagesTutorial - How To Obtain Relative Accurate Results From Stress Analysis in Autodesk Inventor - GrabCAD PDFtonyjajaNo ratings yet
- Complexity Analysis 4,5,6Document22 pagesComplexity Analysis 4,5,6Gaurav SharmaNo ratings yet
- PID Control System Design, Simulation, and Implementation (II)Document23 pagesPID Control System Design, Simulation, and Implementation (II)USMANNo ratings yet
- Keys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberDocument10 pagesKeys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberMiguel ChNo ratings yet
- Lec 5Document34 pagesLec 5Surajit SahaNo ratings yet
- Final Exam SP '18Document6 pagesFinal Exam SP '18Jen ChangNo ratings yet
- 11.1 Uncertainty and ErrorDocument43 pages11.1 Uncertainty and ErrorMirai KurooNo ratings yet
- OM - Session 24 Quality Control Lean MFGDocument70 pagesOM - Session 24 Quality Control Lean MFGSiddhant Singh100% (1)
- Statistical Process Control-ChartDocument38 pagesStatistical Process Control-ChartRishik ReddyNo ratings yet
- Measurement and Uncertianty 2Document34 pagesMeasurement and Uncertianty 2Passent ElewaNo ratings yet
- Process CapabilityDocument19 pagesProcess CapabilityRohit AroraNo ratings yet
- Statistical Process ControlDocument39 pagesStatistical Process ControlRishik ReddyNo ratings yet
- Lesson 5 Model SelectionDocument41 pagesLesson 5 Model SelectionmaartenwildersNo ratings yet
- How To Control Processes With Large Dead TimesDocument3 pagesHow To Control Processes With Large Dead TimesmineralmadnessNo ratings yet
- Time Studies TrainingDocument28 pagesTime Studies TrainingAhmed AliNo ratings yet
- 2160 - Mock Exam Sol - Tri 1 22Document6 pages2160 - Mock Exam Sol - Tri 1 22Gaung PradanaNo ratings yet
- Lec10 PDFDocument23 pagesLec10 PDFahmad albabNo ratings yet
- System Analysis: Itce470: Control Sysytem Experiment No. 3Document7 pagesSystem Analysis: Itce470: Control Sysytem Experiment No. 3HALIMANo ratings yet
- Tips For TitrationsDocument4 pagesTips For Titrationsmtayyab zahidNo ratings yet
- Control Charts For Attributes 1Document75 pagesControl Charts For Attributes 1وسام توفيقNo ratings yet
- Fundamental of ML Week 3Document16 pagesFundamental of ML Week 3Raj PhysioNo ratings yet
- SplicingDocument6 pagesSplicingisrar khanNo ratings yet
- IE380 Unit 8Document10 pagesIE380 Unit 8ayçaNo ratings yet
- IE380 Unit 11Document38 pagesIE380 Unit 11ayçaNo ratings yet
- IE380 Unit 10Document33 pagesIE380 Unit 10ayçaNo ratings yet
- Homework 2Document3 pagesHomework 2ayçaNo ratings yet
- Homework 1Document2 pagesHomework 1ayçaNo ratings yet
- Kindergarten DLL Week 4Document6 pagesKindergarten DLL Week 4Precious MamuyacNo ratings yet
- ABACUS Features USDocument2 pagesABACUS Features USSuzanne StewartNo ratings yet
- Kelm 3Document14 pagesKelm 3Aman ChaurasiaNo ratings yet
- ProblemsDocument18 pagesProblemsBrahmanand SinghNo ratings yet
- NAPLAN 2008 Final Test Numeracy Year 7 Non Calculator PDFDocument12 pagesNAPLAN 2008 Final Test Numeracy Year 7 Non Calculator PDFVia RabeNo ratings yet
- Ece198 Exam1 NotesDocument7 pagesEce198 Exam1 NotesTRISHA ISOBELLE ARBOLEDANo ratings yet
- Binomial DistributionDocument15 pagesBinomial DistributionNelsonMoseMNo ratings yet
- Test On Chapter 1.4 Non-Experimental Research: Qualitative ResearchDocument3 pagesTest On Chapter 1.4 Non-Experimental Research: Qualitative ResearchTariq MehmoodNo ratings yet
- Time, Temporal Geometry, and CosmologyDocument28 pagesTime, Temporal Geometry, and CosmologyclonejksNo ratings yet
- Flanagan Industrial TestsDocument1 pageFlanagan Industrial TestsIsrael Alvarez100% (2)
- Module 7 Assignment PMC (Sana Dk910)Document14 pagesModule 7 Assignment PMC (Sana Dk910)Fatima Faizan & Ayesha Faizan100% (1)
- Practice Paper: I. Candidates Are Informed That Answer Sheet Comprises TwoDocument19 pagesPractice Paper: I. Candidates Are Informed That Answer Sheet Comprises TwoRashid Ibn AkbarNo ratings yet
- Individual Household Electric Power ConsumptionDocument29 pagesIndividual Household Electric Power ConsumptionVISHAL SHARMANo ratings yet
- ECE 531: Detection and Estimation Theory: Natasha Devroye Devroye@ece - Uic.edu Spring 2011Document15 pagesECE 531: Detection and Estimation Theory: Natasha Devroye Devroye@ece - Uic.edu Spring 2011prasanthiNo ratings yet
- 2 of A Kind: Trick Courtesy Of: Mike (Mike)Document27 pages2 of A Kind: Trick Courtesy Of: Mike (Mike)Jeppo X. JulianNo ratings yet
- Iso 4287-1997 PDFDocument21 pagesIso 4287-1997 PDFmikadoturkNo ratings yet
- Dataforth Elit PDFDocument310 pagesDataforth Elit PDFDougie ChanNo ratings yet
- Math21-1 Assignment 2 (A2)Document2 pagesMath21-1 Assignment 2 (A2)patNo ratings yet
- Wyschnegradsky EssayDocument6 pagesWyschnegradsky EssayJonathan KeelerNo ratings yet
- CGCR502 - P1Document35 pagesCGCR502 - P1Academic HubNo ratings yet
- Colegio de San Gabriel Arcangel of Caloocan, Inc. Escuela San Gabriel de Arcangel FoundationDocument8 pagesColegio de San Gabriel Arcangel of Caloocan, Inc. Escuela San Gabriel de Arcangel FoundationJasmine BalbinNo ratings yet
- Tut2 PDFDocument3 pagesTut2 PDFanshuljain226No ratings yet
- Origin of Negative Thermal Expansion Phenomenon in Solids (2011)Document4 pagesOrigin of Negative Thermal Expansion Phenomenon in Solids (2011)vls_2012No ratings yet
- Final Examination: 1 Rules (Requires Student Signature!)Document9 pagesFinal Examination: 1 Rules (Requires Student Signature!)Hernan Kennedy Ricaldi PorrasNo ratings yet
- VelestDocument31 pagesVelestTanaya WahengbamNo ratings yet
- 3D Graphics With OpenGLDocument31 pages3D Graphics With OpenGLMusariri TalentNo ratings yet
- Advanced Scheduling TechniquesDocument27 pagesAdvanced Scheduling TechniquesUjang BOP EngineerNo ratings yet
- How To Estimate Formworks of Columns, Beams, and GirdersDocument9 pagesHow To Estimate Formworks of Columns, Beams, and GirdersTinTinNo ratings yet
- Ckfëtf Epsf Jolqmx? SF) CLWSF/ DJGWL DXF +WL PJ+:J) Lr5S K - F) 6F) SN @) )Document14 pagesCkfëtf Epsf Jolqmx? SF) CLWSF/ DJGWL DXF +WL PJ+:J) Lr5S K - F) 6F) SN @) )Krishna ThapaNo ratings yet
- DocxDocument16 pagesDocxDeepika PadukoneNo ratings yet