You might also like
- Concrete Creep and Shrinkage EffectsDocument22 pagesConcrete Creep and Shrinkage EffectsNathanniel Pogado GonzalesNo ratings yet
- BRE Digest 361, Why Do Buildings CrackDocument12 pagesBRE Digest 361, Why Do Buildings CrackAbd100% (4)
- Repair of Concrete CracksDocument7 pagesRepair of Concrete CracksYolanda Leah Urbano100% (2)
- Handout Concrete Cracking (IEM Tam)Document20 pagesHandout Concrete Cracking (IEM Tam)jcpchin2No ratings yet
- Concrete Cracking and Damage AssessmentDocument22 pagesConcrete Cracking and Damage AssessmentAshish SinghNo ratings yet
- Accessible Gangways and Landside ConnectionsDocument14 pagesAccessible Gangways and Landside Connectionssimonorr17No ratings yet
- 4 Joints in BuildingsDocument18 pages4 Joints in BuildingsDipeshNo ratings yet
- Evaluating Cracking in ConcreteDocument7 pagesEvaluating Cracking in ConcreteEvello MercanoNo ratings yet
- PW-3 Part Design For Ultrasonic Welding (Single PGS) HRDocument8 pagesPW-3 Part Design For Ultrasonic Welding (Single PGS) HRHugoAlvarez100% (1)
- Abrasion Resistance of MaterialsDocument212 pagesAbrasion Resistance of MaterialsJosé Ramírez100% (1)
- Cracking in Concrete LR R14 PDFDocument10 pagesCracking in Concrete LR R14 PDFValentin VrabieNo ratings yet
- Design Loading Conditions: Markus Balz, Mike DencherDocument14 pagesDesign Loading Conditions: Markus Balz, Mike DencherMicaelCostaNo ratings yet
- Climaveneta For DatacenterDocument28 pagesClimaveneta For DatacenterTr3mbl30% (1)
- Creep, Shrinkage & ElasticityDocument24 pagesCreep, Shrinkage & ElasticityMia HussainNo ratings yet
- Rehabilitation of RCC StructuresDocument21 pagesRehabilitation of RCC Structuresanz jabNo ratings yet
- CVEN 444 - Homework 5 - Concrete beam and slab design problemsDocument9 pagesCVEN 444 - Homework 5 - Concrete beam and slab design problemsOmar Calisaya RamosNo ratings yet
- Multi Phase Flow BookDocument153 pagesMulti Phase Flow Bookagnotts09100% (2)
- Concrete Strength Testing ExplainedDocument16 pagesConcrete Strength Testing ExplainedSara Vera100% (2)
- Piping and Fittings For German ProjectDocument2 pagesPiping and Fittings For German ProjectshyamamolNo ratings yet
- CESM 543 Assignment Sem 1 2021 2022 Q1Document2 pagesCESM 543 Assignment Sem 1 2021 2022 Q1Ho Chee SiangNo ratings yet
- 364.5T-10 Importance of Modulus of Elasticity in Surface Repair Materials (TechNote)Document3 pages364.5T-10 Importance of Modulus of Elasticity in Surface Repair Materials (TechNote)YaserNo ratings yet
- Influence of Fibers On Drying Shrinkage in Restrained ConcreteDocument13 pagesInfluence of Fibers On Drying Shrinkage in Restrained ConcreteBenharzallah KrobbaNo ratings yet
- REINFORCED CONCRETE STRENGTHDocument6 pagesREINFORCED CONCRETE STRENGTHKrizza Joy Lintag CaspeNo ratings yet
- The Effect of Coarse Aggregate Content and Size On The Age at Cracking PDFDocument10 pagesThe Effect of Coarse Aggregate Content and Size On The Age at Cracking PDFAhmad FawazNo ratings yet
- Influence of Fibers On Drying Shrinkage in Restrained ConcreteDocument3 pagesInfluence of Fibers On Drying Shrinkage in Restrained ConcreteIcha FarisaNo ratings yet
- Long Term Losses in Pre-Stressed Concrete Member As Per IS 1343:2012 and IS 1343:1980Document16 pagesLong Term Losses in Pre-Stressed Concrete Member As Per IS 1343:2012 and IS 1343:1980HemanthNo ratings yet
- Effects of Shrinkage On Concrete: I. Scope of ProjectDocument15 pagesEffects of Shrinkage On Concrete: I. Scope of ProjectSyed Arsalan AliNo ratings yet
- Evaluation of Resistance To Cracking of Concrete Repair Materials - PDDocument12 pagesEvaluation of Resistance To Cracking of Concrete Repair Materials - PDahmadNo ratings yet
- Lecture 5Document19 pagesLecture 5ewaqasak2013No ratings yet
- Hardened ConcreteDocument22 pagesHardened ConcretePRATIBHA AGRAWALNo ratings yet
- Drying Shrinkage Stresses in Concrete Patch Repair SystemsDocument11 pagesDrying Shrinkage Stresses in Concrete Patch Repair SystemsahmadNo ratings yet
- Coating Selection and Important Properties of Coatings For ConcreteDocument5 pagesCoating Selection and Important Properties of Coatings For Concretevinothini100% (1)
- Effects of Bonding Ajent and Surface PreperationDocument9 pagesEffects of Bonding Ajent and Surface PreperationPremasiri KarunarathnaNo ratings yet
- Dimensional Stability (#7 David)Document6 pagesDimensional Stability (#7 David)Allysa Nicole DavidNo ratings yet
- Short Term Mechanical Properties of High Performance ConcreteDocument38 pagesShort Term Mechanical Properties of High Performance ConcretesakolkongNo ratings yet
- Lecture 2A Fresh ConcreteDocument13 pagesLecture 2A Fresh ConcreteNarte, Angelo C.No ratings yet
- Short Term Mechanical Properties: S H AhmadDocument38 pagesShort Term Mechanical Properties: S H AhmadThắng LưuNo ratings yet
- Trouble With Coating Structural Concrete: Part IIDocument13 pagesTrouble With Coating Structural Concrete: Part IIHector Aldair Valle Rivera100% (1)
- Applied SciencesDocument20 pagesApplied SciencesDiego AriasNo ratings yet
- Fracture: 2. Racture of EtalsDocument11 pagesFracture: 2. Racture of Etalsdinosaur x-drakeNo ratings yet
- Cracks in Fresh and Hardened ConcreteDocument12 pagesCracks in Fresh and Hardened ConcreterajendhirenNo ratings yet
- Rep025 001Document11 pagesRep025 001Ilhame HarNo ratings yet
- Tafila Technical UniversityDocument5 pagesTafila Technical Universityعبد الرحمن أبوخاطر, أبو رزقNo ratings yet
- Bond Performance of Concrete Repair Mortar Improved with Carbon FibreDocument14 pagesBond Performance of Concrete Repair Mortar Improved with Carbon FibreJulio Cesar Gonzalez FelixNo ratings yet
- Effect of Concrete Mixture Components, Proportioning, and Compressive Strength On Fracture ParametersDocument14 pagesEffect of Concrete Mixture Components, Proportioning, and Compressive Strength On Fracture ParametersLương Chiến ThắngNo ratings yet
- Study of Cracks in Buildings and Factors Causing ThemDocument15 pagesStudy of Cracks in Buildings and Factors Causing ThemPham SyNo ratings yet
- The Assessment of Novel Materials and Processes For The Impact 2003Document11 pagesThe Assessment of Novel Materials and Processes For The Impact 2003seelan15No ratings yet
- Aci Materials Journal - Technical PaperDocument10 pagesAci Materials Journal - Technical PaperAimerickVincentNo ratings yet
- Self-Compacting Concrete: A Challenge for Designers and ResearchersDocument8 pagesSelf-Compacting Concrete: A Challenge for Designers and ResearchersGidion TurualloNo ratings yet
- Studies On Prevention of Creep in Concrete: © FEB 2019 - IRE Journals - Volume 2 Issue 8 - ISSN: 2456-8880Document2 pagesStudies On Prevention of Creep in Concrete: © FEB 2019 - IRE Journals - Volume 2 Issue 8 - ISSN: 2456-8880SomeenNo ratings yet
- A Model For Textile Reinforced Concrete Under Imposed Uniaxial DeformationsDocument8 pagesA Model For Textile Reinforced Concrete Under Imposed Uniaxial DeformationsSutharshananNo ratings yet
- Study cracks in buildings and their causesDocument15 pagesStudy cracks in buildings and their causesZEC LIMITEDNo ratings yet
- Christopherson An Investigation On The Effect of A Small Mass Impact On Sandwich Composite PlatesDocument8 pagesChristopherson An Investigation On The Effect of A Small Mass Impact On Sandwich Composite PlatesAnonymous zXVPi2PlyNo ratings yet
- Influence of Key Parameters On Drying Shrinkage of Cementitious MaterialsDocument8 pagesInfluence of Key Parameters On Drying Shrinkage of Cementitious Materialsjaysern7No ratings yet
- Reinforced Concrete: TOLENTINO, Paul Diony S. CE133P/E01 Homework No. 1Document6 pagesReinforced Concrete: TOLENTINO, Paul Diony S. CE133P/E01 Homework No. 1Paul Diony TolentinoNo ratings yet
- Final Report Group From Intro PDF CompressDocument87 pagesFinal Report Group From Intro PDF CompressAbhi ChavanNo ratings yet
- agarozbek2013Document11 pagesagarozbek20131703191015No ratings yet
- Construction and Building Materials: Yan-Ru Zhao, Lei Wang, Zhen-Kun Lei, Xiao-Feng Han, Yong-Ming XingDocument9 pagesConstruction and Building Materials: Yan-Ru Zhao, Lei Wang, Zhen-Kun Lei, Xiao-Feng Han, Yong-Ming XingEmanuel CarvalhoNo ratings yet
- Fiber Reinforced ConcreteDocument29 pagesFiber Reinforced ConcreteGHERFI ABDELHAFIDNo ratings yet
- Banthia - Fibre-Reinforced ConcreteDocument29 pagesBanthia - Fibre-Reinforced ConcretesthakshyNo ratings yet
- Study of Cracks in Buildings: January 2009Document15 pagesStudy of Cracks in Buildings: January 2009sharathr22No ratings yet
- Strength of ConcreteDocument45 pagesStrength of ConcreteSrivvass ReddyNo ratings yet
- Tensile StrengthDocument2 pagesTensile StrengthLau YongLiangNo ratings yet
- sun2021Document11 pagessun2021vanessadorette2002No ratings yet
- Mini Project in Concrete Technology SpecDocument29 pagesMini Project in Concrete Technology SpecOmer ElbalalNo ratings yet
- Design of ConcreteDocument3 pagesDesign of Concretesachin balyanNo ratings yet
- PIDS screen installation detailsDocument1 pagePIDS screen installation detailsmohamed ghazyNo ratings yet
- Brochure Hot Water Storage Tanks Heat Exchangersr en PDFDocument36 pagesBrochure Hot Water Storage Tanks Heat Exchangersr en PDFPaddy Nji KilyNo ratings yet
- Literature Casestudy - UDDocument27 pagesLiterature Casestudy - UDharishNo ratings yet
- BrochureDocument40 pagesBrochureveloz33No ratings yet
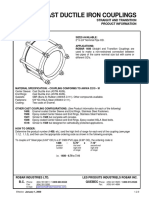
- P Robar 1408 Cast Ductile Iron CouplingsDocument1 pageP Robar 1408 Cast Ductile Iron CouplingsBrandon HoltenNo ratings yet
- Composite GREEN BUILDING CASE STUDYDocument7 pagesComposite GREEN BUILDING CASE STUDYPooja PrakashNo ratings yet
- Electrical Schedule and WiringDocument1 pageElectrical Schedule and WiringJeremy BuelbaNo ratings yet
- Hps-7000 Schadensbegutachtung PosterDocument1 pageHps-7000 Schadensbegutachtung PosterForum PompieriiNo ratings yet
- Staircase Design and Load DistributionDocument9 pagesStaircase Design and Load DistributionRuzengulalebih ZEta's-ListikNo ratings yet
- Exxon 6101Document2 pagesExxon 6101M. Kürşad ArslanNo ratings yet
- Roof detail dimensions and notesDocument10 pagesRoof detail dimensions and notesardabiliNo ratings yet
- 3.1 Overview of Flat Plate Collectors: PrintDocument3 pages3.1 Overview of Flat Plate Collectors: Printsuseendran sNo ratings yet
- FlyashndplasticstripsDocument11 pagesFlyashndplasticstripsAraبs UnofficialNo ratings yet
- VAroughneck EnglishDocument8 pagesVAroughneck Englishguitar_flyNo ratings yet
- OVIVO EWT TracVac Sludge CollectorDocument4 pagesOVIVO EWT TracVac Sludge Collectormiguel_vera6592No ratings yet
- Integra II SSA - Compressed (Review 03-07-2022)Document4 pagesIntegra II SSA - Compressed (Review 03-07-2022)Yulfikaenis MachroniNo ratings yet
- Convection Heat Transfer in a Square Copper RodDocument20 pagesConvection Heat Transfer in a Square Copper RodAashutosh GargNo ratings yet
- Ergonomic Height-Adjustable Medical SinksDocument4 pagesErgonomic Height-Adjustable Medical SinksShaikh Emran HossainNo ratings yet
- HRSG & BOP Foundations TrainingDocument82 pagesHRSG & BOP Foundations Trainingsreenivasulu chenchugariNo ratings yet
- CIVE 1160 IndeterminateTorsion ExamplesDocument17 pagesCIVE 1160 IndeterminateTorsion ExamplesAnonymous ee5dOjNo ratings yet
- Part 5 Manufacturing 2023Document94 pagesPart 5 Manufacturing 2023Ilham AyuningNo ratings yet
- Catalogue PDFDocument33 pagesCatalogue PDFAndyNo ratings yet
- CaseDocument5 pagesCaseRedcLumsNo ratings yet