You might also like
- MPS ITP Bare Pipe - PT Sari Dumai Oleo (Signed SAP)Document30 pagesMPS ITP Bare Pipe - PT Sari Dumai Oleo (Signed SAP)Alfian ImaduddinNo ratings yet
- Manufacturing Technology for Aerospace Structural MaterialsFrom EverandManufacturing Technology for Aerospace Structural MaterialsRating: 5 out of 5 stars5/5 (2)
- MOS of Fabrication and Welding of F27B01 Stainless Steel LateralsDocument8 pagesMOS of Fabrication and Welding of F27B01 Stainless Steel LateralstinzarmoeNo ratings yet
- Irs-T - 19-2020Document57 pagesIrs-T - 19-2020ssepway yprNo ratings yet
- 26071-100-GPP-GCX-00056-001 Concrete Repair ProcedureDocument25 pages26071-100-GPP-GCX-00056-001 Concrete Repair ProcedureAsril Sang Lentera Senja100% (1)
- Coil Spring For Fiat BogieDocument99 pagesCoil Spring For Fiat BogieBhabasankar SamantaNo ratings yet
- 26071-100-V28A-PX02-00005-001-Manufacturing Specification Procedure (MPS) For Cement Lined Pipe PDFDocument11 pages26071-100-V28A-PX02-00005-001-Manufacturing Specification Procedure (MPS) For Cement Lined Pipe PDFNaza Gavaputri100% (1)
- Tender Doc CPI7203P22Document540 pagesTender Doc CPI7203P22bytestefNo ratings yet
- Piping Fabrication ProcedureDocument19 pagesPiping Fabrication ProcedureLeonardo ManurungNo ratings yet
- 560 000 GC P 009Document36 pages560 000 GC P 009wesqui100% (1)
- Koc MS 002Document30 pagesKoc MS 002Ravi MahetoNo ratings yet
- TS-MES-3203-CGC - Fittings - 13.03.2023Document321 pagesTS-MES-3203-CGC - Fittings - 13.03.2023energy8001No ratings yet
- 무어링 스파이랄 스트란드Document29 pages무어링 스파이랄 스트란드J.G.PaikNo ratings yet
- COE 0350-01-15 en TechRpt 0006 Nitrogen Plant Vessel Nozzle Load Assessments - RevA0Document80 pagesCOE 0350-01-15 en TechRpt 0006 Nitrogen Plant Vessel Nozzle Load Assessments - RevA0SbuZikalalaNo ratings yet
- Vtv-3281-Lit-9511-Pp-Doc-019 R6Document9 pagesVtv-3281-Lit-9511-Pp-Doc-019 R6VIVEK TIWARINo ratings yet
- National Oil Corporation Steel Piping SpecificationDocument34 pagesNational Oil Corporation Steel Piping SpecificationRochdi SahliNo ratings yet
- ITP For Pipeline Welding ProcedureDocument15 pagesITP For Pipeline Welding ProcedureNYO100% (2)
- 003-INT-INSP-CPF1-PP1-BUFFER VESSEL (XX76) - AUG-2022 (REV0.0) - SignedDocument11 pages003-INT-INSP-CPF1-PP1-BUFFER VESSEL (XX76) - AUG-2022 (REV0.0) - SignedVignesh PanchabakesanNo ratings yet
- BK91-1310-CPF-999-PIP-SPC-0007_B_Specification for Piping Materials Line Class Summary_c1Document178 pagesBK91-1310-CPF-999-PIP-SPC-0007_B_Specification for Piping Materials Line Class Summary_c1Panneer SelvamNo ratings yet
- Rev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidDocument14 pagesRev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidThinh NguyenNo ratings yet
- Technical - Specification 2021 10 26 10 - 03 - 02Document30 pagesTechnical - Specification 2021 10 26 10 - 03 - 02adigupt2003No ratings yet
- T-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight GlassDocument3 pagesT-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight Glassvinoj chandranNo ratings yet
- Majnoon Sour Gas Treatment Facility Project: MGP1-GP2-CPC-LA-7880-1501 003Document32 pagesMajnoon Sour Gas Treatment Facility Project: MGP1-GP2-CPC-LA-7880-1501 003mohammedNo ratings yet
- Technical Spec. HRC Procurement API 5L Gr. L450MO PSL 2 Rev. 0Document9 pagesTechnical Spec. HRC Procurement API 5L Gr. L450MO PSL 2 Rev. 0FerryNo ratings yet
- 18105-Abg-99-Cs-Cal-001 Rev-0 Foundation Design Calculation For Pipe Rack 01PR-01Document31 pages18105-Abg-99-Cs-Cal-001 Rev-0 Foundation Design Calculation For Pipe Rack 01PR-01Retaj AzizNo ratings yet
- INSTALLING PIPESDocument17 pagesINSTALLING PIPESAhmed Imran100% (2)
- Fabrication Procedure SA-4200-70621Document24 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriNo ratings yet
- Fabrication Procedure SA-4200-70621Document8 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriNo ratings yet
- MIP17-MS-1022 Method of Statement For Steel Structure - ErectionDocument12 pagesMIP17-MS-1022 Method of Statement For Steel Structure - ErectionAmeerHamzaWarraichNo ratings yet
- 100 GPP GCX 00074 001 - Method Statement For Painting WorksDocument90 pages100 GPP GCX 00074 001 - Method Statement For Painting WorksEko Prastyo96No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument29 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- 90 Qd60 F 205 - 0 Welding Control ProcedureDocument43 pages90 Qd60 F 205 - 0 Welding Control ProcedureErkan Horasan100% (1)
- Re F RefDocument67 pagesRe F Refprab100% (1)
- QC10-H-049 M09 Steel Tanks-Rev6 PDFDocument14 pagesQC10-H-049 M09 Steel Tanks-Rev6 PDFMohammed HilalNo ratings yet
- 10481-BCL-AKSX-ST-SPC-0003 - 0 - IFR - Specification For PilingDocument16 pages10481-BCL-AKSX-ST-SPC-0003 - 0 - IFR - Specification For Pilingchukudi oguneNo ratings yet
- 12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksDocument12 pages12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksIonut FloricaNo ratings yet
- C44. SMEP-2900-QA-6180-0031 - MPI Procedure As Per ASME V - Piping (Cristar) - Rev 01C - ApprovedDocument27 pagesC44. SMEP-2900-QA-6180-0031 - MPI Procedure As Per ASME V - Piping (Cristar) - Rev 01C - Approvedfikril shaharudinNo ratings yet
- Cilacap Resid Fluid Catalytic Cracking R PDFDocument12 pagesCilacap Resid Fluid Catalytic Cracking R PDFCepi Sindang KamulanNo ratings yet
- 26071-100-GQI-GCQ-00011-003 ITP For AG Piping Fabrication & InstallationDocument27 pages26071-100-GQI-GCQ-00011-003 ITP For AG Piping Fabrication & InstallationLothar MatheusNo ratings yet
- 2304-300-47-RD-S-001 - C - Valve Pit Analysis and Design ReportDocument30 pages2304-300-47-RD-S-001 - C - Valve Pit Analysis and Design Reportchukudi oguneNo ratings yet
- Vol VII - PG B0 1 - Mechanical EquipmentDocument121 pagesVol VII - PG B0 1 - Mechanical EquipmentSameer khanNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- Welding Procedure B69AWDocument2 pagesWelding Procedure B69AWMastram HatheshNo ratings yet
- NCS 232 7Document55 pagesNCS 232 7tekno foniNo ratings yet
- Piping Material Specification for KG-DWN-98/2 PRE-FEEDDocument58 pagesPiping Material Specification for KG-DWN-98/2 PRE-FEEDsumit kumarNo ratings yet
- Datasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFDocument4 pagesDatasheet, Drawings & QAP For Pressure Relief Valve DN400 PN16-LBC - 180920 PDFYogesh GawadeNo ratings yet
- BS 0417 Part 2Document24 pagesBS 0417 Part 2عمر عمرNo ratings yet
- Datasheet for Saisanket Pressure Relief ValveDocument4 pagesDatasheet for Saisanket Pressure Relief ValveYogesh GawadeNo ratings yet
- Bolted Flange and Gasket Joints Assembly ProcedureDocument9 pagesBolted Flange and Gasket Joints Assembly ProceduremohdNo ratings yet
- RT 02A 13B 21 23709 00 (Material Selection Report)Document44 pagesRT 02A 13B 21 23709 00 (Material Selection Report)gharsallah mouna100% (1)
- A Qac Pro 000 38951Document30 pagesA Qac Pro 000 38951Amin GNo ratings yet
- BS en Iso 00001-2002Document28 pagesBS en Iso 00001-2002NACK100No ratings yet
- Comments For Material SubmittalDocument3 pagesComments For Material SubmittalAnonymous NR3qZ30No ratings yet
- EPCC Service For Light Oil Transportation Through Pipeline CorridorDocument14 pagesEPCC Service For Light Oil Transportation Through Pipeline Corridormustafa nasihNo ratings yet
- West African Gas Pipeline Company Line Sizing ReportDocument7 pagesWest African Gas Pipeline Company Line Sizing ReportPaul OhiorNo ratings yet
- CPOC-GS-PI-0001 Rev 0Document34 pagesCPOC-GS-PI-0001 Rev 0PCHAN@TOMNo ratings yet
- Process Piping Golden Joint ProcedureDocument10 pagesProcess Piping Golden Joint ProcedureNauval Labiby Noor MohammadNo ratings yet
- BST Gen Cns Mos Aip 10003 10002 00 Pin BrazingDocument67 pagesBST Gen Cns Mos Aip 10003 10002 00 Pin BrazingRao DharmaNo ratings yet
- 006-KPI-MPS-EXC-II-2022 - IFC - Rev.0 - Manufacturing Procedure Specification (MPS) For Concrete Weight Coating - AFC - SignedDocument21 pages006-KPI-MPS-EXC-II-2022 - IFC - Rev.0 - Manufacturing Procedure Specification (MPS) For Concrete Weight Coating - AFC - SignedAlfian ImaduddinNo ratings yet
- Purchase Order To Work Order - Planning ProductionDocument10 pagesPurchase Order To Work Order - Planning ProductionAlfian ImaduddinNo ratings yet
- MPS Anode Installation Belida - KPI R0 - Signed TIMASDocument19 pagesMPS Anode Installation Belida - KPI R0 - Signed TIMASAlfian ImaduddinNo ratings yet
- MPS Itp Api 5CT K55 PSL 1 - Khi R0Document22 pagesMPS Itp Api 5CT K55 PSL 1 - Khi R0Alfian ImaduddinNo ratings yet
- Hose Reels CatalogueDocument44 pagesHose Reels CatalogueAlfian ImaduddinNo ratings yet
- Work order for painting 96 pipesDocument1 pageWork order for painting 96 pipesAlfian ImaduddinNo ratings yet
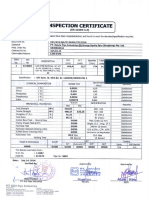
- 3.4 Inspection CertificateDocument1 page3.4 Inspection CertificateAlfian ImaduddinNo ratings yet
- Trico Catalog 2015Document122 pagesTrico Catalog 2015Ricardo Acraine100% (1)
- CLK Airless SystemDocument8 pagesCLK Airless SystemAlfian ImaduddinNo ratings yet
- C871Document5 pagesC871dinhtung2210No ratings yet
- Impact of Micro Silica Fume On Engineering Properties of Expansive SoilDocument6 pagesImpact of Micro Silica Fume On Engineering Properties of Expansive SoilIJSTENo ratings yet
- CAR 66 Module 5.10 Fibre OpticDocument25 pagesCAR 66 Module 5.10 Fibre OpticpontooNo ratings yet
- API 570 – DAY 3 BOOKDocument106 pagesAPI 570 – DAY 3 BOOKmelvinNo ratings yet
- Short Notes 2Document8 pagesShort Notes 2Sharon RamaiahNo ratings yet
- Thermodymnamics Basic TermsDocument6 pagesThermodymnamics Basic TermsJoseCastilhoNo ratings yet
- M SC - Chemistry PDFDocument237 pagesM SC - Chemistry PDFflo werNo ratings yet
- Paper 2 Nov 1999 PhysicsDocument20 pagesPaper 2 Nov 1999 PhysicssolarixeNo ratings yet
- Concentration of SolutionsDocument15 pagesConcentration of Solutionsriska raharjoNo ratings yet
- Economic Competitiveness of Compact Steam Methane Reforming Technology For On-Site Hydrogen Supply A Foshan Case StudyDocument13 pagesEconomic Competitiveness of Compact Steam Methane Reforming Technology For On-Site Hydrogen Supply A Foshan Case Study吳浩宇No ratings yet
- MSDS - PS-200 PVC Pipe AdhesiveDocument4 pagesMSDS - PS-200 PVC Pipe AdhesivesatriaNo ratings yet
- Hazchem Codes: StorageDocument3 pagesHazchem Codes: StoragePleaase Annd DontNo ratings yet
- Understanding Gases and the Kinetic Molecular TheoryDocument6 pagesUnderstanding Gases and the Kinetic Molecular TheoryHans Webster LabordoNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Boyle's Law Experiment ReportDocument33 pagesBoyle's Law Experiment ReportZafirah ZaidiNo ratings yet
- Cambridge O Level Physics 5054 - Classification of TopicsDocument1 pageCambridge O Level Physics 5054 - Classification of TopicsRaufoon Shafiq57% (7)
- Application Note: Choosing A Silicone Primer/Adhesive SystemDocument8 pagesApplication Note: Choosing A Silicone Primer/Adhesive SystemMaximiliano Taube100% (1)
- ASTM Specifications - American Galvanizers AssociationDocument9 pagesASTM Specifications - American Galvanizers Associationwinarnob100% (1)
- Goodyear Lake Water QualityDocument17 pagesGoodyear Lake Water Qualityapi-140528149No ratings yet
- DP001 IncroMold S Improved Output and Cost SavingDocument2 pagesDP001 IncroMold S Improved Output and Cost SavingKeith TamuraNo ratings yet
- HhahaaDocument14 pagesHhahaaMonica NicolasNo ratings yet
- SHR2400 Liquid Ring Pump Datasheet - SHR2400895Document2 pagesSHR2400 Liquid Ring Pump Datasheet - SHR2400895manuel_lopescasa9273No ratings yet
- Acrylamide Formation in Plantain (Musa Paradisiaca) ChipsDocument8 pagesAcrylamide Formation in Plantain (Musa Paradisiaca) ChipsLuisaGordonNo ratings yet
- 管径计算表Document11 pages管径计算表Ascend032No ratings yet
- ECM 206 CHAPTER 2 Fresh ConcreteDocument4 pagesECM 206 CHAPTER 2 Fresh ConcreteAZUAN BIN AHMAD FAUZINo ratings yet
- Aesculap EsterilizacionDocument8 pagesAesculap EsterilizacionMarcelo PirizNo ratings yet
- (Draft) Guideline For Handling, Storage and Transport of EquipmentDocument5 pages(Draft) Guideline For Handling, Storage and Transport of EquipmentAnonymous QqPWzcopI100% (2)
- SKIN CLEANSING PRODUCTSDocument6 pagesSKIN CLEANSING PRODUCTSAmber LugtuNo ratings yet
- Oxygen CompatibiltyDocument2 pagesOxygen CompatibiltymattuiffNo ratings yet
- Orbitals PDFDocument1 pageOrbitals PDFJulian InLack EchNo ratings yet