You might also like
- BTM2133-Chapter 4 Measuring InstrumentsDocument61 pagesBTM2133-Chapter 4 Measuring InstrumentsAswaja3130% (1)
- Metrology and Quality AssuranceDocument8 pagesMetrology and Quality Assurancehammad ghaffarNo ratings yet
- Vernier CaliperDocument8 pagesVernier CaliperMohammad Azhar Asgar0% (1)
- Measurement & MetrologyDocument106 pagesMeasurement & MetrologyMURSELIM ALINo ratings yet
- Module 1 Introduction To Metrology PDFDocument10 pagesModule 1 Introduction To Metrology PDFhegdemachaNo ratings yet
- Outcomes: UnderstandDocument18 pagesOutcomes: UnderstandHundaol FekaduNo ratings yet
- Basic Principles of Engineering MetrologyDocument25 pagesBasic Principles of Engineering MetrologyRay DebashishNo ratings yet
- PHYSICS - Experiment 1Document6 pagesPHYSICS - Experiment 1Nikka Reyes100% (1)
- Progressivism in EducationDocument30 pagesProgressivism in Educationmarivic amorNo ratings yet
- Why Leaders FailDocument6 pagesWhy Leaders FailJackline Fabian DaudiNo ratings yet
- Experiment 1: Errors, Uncertainties, and Measurements Laboratory ReportDocument8 pagesExperiment 1: Errors, Uncertainties, and Measurements Laboratory ReportMan Dejelo100% (2)
- Formal Report Physics Expt1Document5 pagesFormal Report Physics Expt1Ferguie SolisNo ratings yet
- Metrology-and-Measurements-Notes MCQDocument10 pagesMetrology-and-Measurements-Notes MCQUjjwal kecNo ratings yet
- Lab Report 1Document5 pagesLab Report 1mamoona noreenNo ratings yet
- EIM PPT 1Document17 pagesEIM PPT 1rahul0% (1)
- M&M LabDocument39 pagesM&M LabSUSHIL SUSHILNo ratings yet
- Metrology and Quality Assurance Lab: Department of Mechanical EngineeringDocument7 pagesMetrology and Quality Assurance Lab: Department of Mechanical EngineeringAliNo ratings yet
- 01measurements and ErrorsDocument8 pages01measurements and ErrorsEarl Clyde BañezNo ratings yet
- Week 4Document33 pagesWeek 4anthony.sisonNo ratings yet
- ME 6504 Metrology & Measurement All Unit NotesDocument91 pagesME 6504 Metrology & Measurement All Unit NotesKannan KamalNo ratings yet
- Metrology Course 2-1441-1442 Part 2Document54 pagesMetrology Course 2-1441-1442 Part 2OSAMA ALRIFAINo ratings yet
- Chapter 3 Measurement ErrorsDocument15 pagesChapter 3 Measurement ErrorsMuhd WazifNo ratings yet
- Technological University of The Philippines College of Engineering Mechanical Engineering DepartmentDocument13 pagesTechnological University of The Philippines College of Engineering Mechanical Engineering DepartmentJeshua LloreraNo ratings yet
- History of Vernier CaliperDocument5 pagesHistory of Vernier CaliperShaiPenaverde0% (1)
- 1 Vernier CalliperDocument6 pages1 Vernier CalliperJonathan PereiraNo ratings yet
- 1.4 Measurements and ErrorDocument48 pages1.4 Measurements and ErrorgamahimeNo ratings yet
- Metrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringDocument22 pagesMetrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringKptt LogeswaranNo ratings yet
- 00-Basic Concepts of Measurement-1Document8 pages00-Basic Concepts of Measurement-1Jaya BayuNo ratings yet
- AIE 217 - MetrologyDocument11 pagesAIE 217 - MetrologyRokib Hasan SagarNo ratings yet
- Measuring Tools: Steel RulerDocument4 pagesMeasuring Tools: Steel RulerAnonymous TXTpRqiNo ratings yet
- Lecture 2Document4 pagesLecture 2Sherif SaidNo ratings yet
- SameerDocument5 pagesSameerKhushi SalgaonkarNo ratings yet
- Unit 1: Generalized Measurement SystemDocument51 pagesUnit 1: Generalized Measurement Systemanadinath sharmaNo ratings yet
- Me3301 Manufacturing Technology: DR - Sivasrinivasu Devadula Dr.N.Arunachalam Batch-ADocument56 pagesMe3301 Manufacturing Technology: DR - Sivasrinivasu Devadula Dr.N.Arunachalam Batch-AHemantNo ratings yet
- Introduction To MetrologyDocument54 pagesIntroduction To MetrologydspNo ratings yet
- RevisionDocument6 pagesRevisionSaleh AlgdaryNo ratings yet
- Me TrologyDocument33 pagesMe TrologySnekaNo ratings yet
- Metrology Lab Manual - BrijeshDocument23 pagesMetrology Lab Manual - BrijeshRohitGuptaNo ratings yet
- Lec 2 IntroDocument35 pagesLec 2 IntroSara AfzalNo ratings yet
- MMM - Module 1ADocument50 pagesMMM - Module 1APreethamNo ratings yet
- Metrology Solved ProblemsDocument63 pagesMetrology Solved ProblemsKo Qurban Ahmedli :/No ratings yet
- Objectives of Today's Lecture: - Define Quantities, Units, andDocument24 pagesObjectives of Today's Lecture: - Define Quantities, Units, andSohail SaleemNo ratings yet
- Vernier Calipers & MicrometrsDocument14 pagesVernier Calipers & Micrometrsفتى الجحيمNo ratings yet
- Module-I Concept of MeasurementDocument27 pagesModule-I Concept of MeasurementSumanth ChintuNo ratings yet
- MLR Institute of Technology - Lab Manual Engineering MetrologyDocument25 pagesMLR Institute of Technology - Lab Manual Engineering MetrologyVallik TadNo ratings yet
- 2.3 Error UncertaintyDocument30 pages2.3 Error Uncertaintyengkuhakimi9No ratings yet
- Measurement and Calibration - Error and Uncertainty AnalysisDocument27 pagesMeasurement and Calibration - Error and Uncertainty AnalysisYosof KhaledNo ratings yet
- Notes Form4Document132 pagesNotes Form4Maliki MohammadNo ratings yet
- Inherent Error Due To Scale Calibration of Measuring InstrumentDocument22 pagesInherent Error Due To Scale Calibration of Measuring Instrumentimma coverNo ratings yet
- Functions and Characteristics of InstrumentsDocument29 pagesFunctions and Characteristics of InstrumentsMarion AlyssaNo ratings yet
- Lab MetrologyDocument5 pagesLab MetrologyMuhammad AfnanNo ratings yet
- Measurements PDFDocument14 pagesMeasurements PDFAkash BiradarNo ratings yet
- Chapter 1Document22 pagesChapter 1Rahat BhuiyanNo ratings yet
- ME 362: Instrumentation and Measurement Sessional: Lecture 1: The Process of MeasurementDocument14 pagesME 362: Instrumentation and Measurement Sessional: Lecture 1: The Process of Measurementদুর্জয় দুর্বারNo ratings yet
- MMM Lab ManualDocument13 pagesMMM Lab ManualSangam PatilNo ratings yet
- Metrology and MeasurementsDocument14 pagesMetrology and MeasurementsCrazy VibesNo ratings yet
- T.E. (Mechanical) - 2012 Course Metrology and Quality Control (302044)Document42 pagesT.E. (Mechanical) - 2012 Course Metrology and Quality Control (302044)Mahesh JawaleNo ratings yet
- Experiment 1 Physics FinalDocument8 pagesExperiment 1 Physics FinalBenjo DimaculanganNo ratings yet
- 1 Measuring Instruments and GaugesDocument59 pages1 Measuring Instruments and GaugesWbamlak AshebrNo ratings yet
- Unit 1Document23 pagesUnit 1Udayakumar MohanNo ratings yet
- Lesson 2Document37 pagesLesson 2Brian TejaresNo ratings yet
- Identifying and Prioritizing The Disabled Needs To Design and Plan Suitable Services in Public LibrariesDocument35 pagesIdentifying and Prioritizing The Disabled Needs To Design and Plan Suitable Services in Public LibrariesPariya ramezaniNo ratings yet
- Unit Ii Lesson 4 Concepts and Constructs Introduction To Concepts and Constructs Variables Nature and Levels of MeasurementDocument10 pagesUnit Ii Lesson 4 Concepts and Constructs Introduction To Concepts and Constructs Variables Nature and Levels of MeasurementsamNo ratings yet
- Evaluasi Program Posyandu Lansia Di Wilayah Kerja Puskesmas Harapan Raya Kec. Bukit Raya Kota Pekanbaru Tahun 2019Document9 pagesEvaluasi Program Posyandu Lansia Di Wilayah Kerja Puskesmas Harapan Raya Kec. Bukit Raya Kota Pekanbaru Tahun 2019Hasan BasriNo ratings yet
- Integrative Review FinalDocument20 pagesIntegrative Review Finalapi-652071746No ratings yet
- PlanImplementActivities15592520482311-200122-141156 Worksheet Shantell Word1Document3 pagesPlanImplementActivities15592520482311-200122-141156 Worksheet Shantell Word1Shantell ThompsonNo ratings yet
- Performance Investigation of Two-Stage Detection Techniques Using Traffic Light Detection DatasetDocument11 pagesPerformance Investigation of Two-Stage Detection Techniques Using Traffic Light Detection DatasetIAES IJAINo ratings yet
- Chapter 16 - Problem Solving and Decision Making ProcessDocument20 pagesChapter 16 - Problem Solving and Decision Making ProcessAnanda RiskiNo ratings yet
- Meaning and Types of Motivation - Module 19Document15 pagesMeaning and Types of Motivation - Module 19Chandrikka Mande100% (1)
- Module 5-6Document9 pagesModule 5-6Eleazar De TorresNo ratings yet
- IC Course Outline 2022-2023 (Giao Tiếp Liên Văn Hóa)Document14 pagesIC Course Outline 2022-2023 (Giao Tiếp Liên Văn Hóa)hieudan306No ratings yet
- Domination, Authority and LawDocument3 pagesDomination, Authority and LawPRARTHANANo ratings yet
- Research On Language and Social Interaction On Experimental and Laboratory Approaches To Conversation AnalysisDocument4 pagesResearch On Language and Social Interaction On Experimental and Laboratory Approaches To Conversation Analysismichael lumboyNo ratings yet
- Historical FoundationDocument13 pagesHistorical Foundationᜃᜒᜈ᜔ᜎᜒ ᜇᜒᜋᜈ᜔ᜇᜒᜋᜈ᜔No ratings yet
- Reflection of One's Practice During LacDocument3 pagesReflection of One's Practice During LacVive RoaNo ratings yet
- Impact of Occupational Stress On Self-Efficacy of University TeachersDocument8 pagesImpact of Occupational Stress On Self-Efficacy of University TeachersSaeed KhanNo ratings yet
- Queens Curriculum Design HandbookDocument37 pagesQueens Curriculum Design HandbookMahwash BalochNo ratings yet
- Answer For Prof Ed 2Document3 pagesAnswer For Prof Ed 2John Paul GalillagaNo ratings yet
- MAXQDADocument11 pagesMAXQDAAbubakar Umar DisoNo ratings yet
- Analisis Sentimen Aplikasi Ruang Guru DI Twitter Menggunakan Algoritma KlasifikasiDocument9 pagesAnalisis Sentimen Aplikasi Ruang Guru DI Twitter Menggunakan Algoritma Klasifikasieki nugrahaNo ratings yet
- Neighbourhood ConceptDocument5 pagesNeighbourhood ConceptSooraj RNo ratings yet
- PR 2 Group 2 1Document54 pagesPR 2 Group 2 1Adrian Villar SalduaNo ratings yet
- PA 241 - Module 6 Other NotesDocument6 pagesPA 241 - Module 6 Other NotesMarga LeraNo ratings yet
- Speech On Viewing SkillsDocument1 pageSpeech On Viewing SkillsMera Largosa ManlaweNo ratings yet
- Lesson 2 STSDocument28 pagesLesson 2 STSKayeAnne Mesina BibonNo ratings yet
- Quali Research Format - Graduate SchoolDocument51 pagesQuali Research Format - Graduate SchoolkhimNo ratings yet
- Aston University - Competence Skills Wheel (NEW)Document14 pagesAston University - Competence Skills Wheel (NEW)hetalraj1194No ratings yet
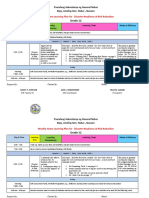
- Grade 12: Weekly Home Learning Plan For Disaster Readiness & Risk ReductionDocument4 pagesGrade 12: Weekly Home Learning Plan For Disaster Readiness & Risk ReductionNancy AtentarNo ratings yet
- The Impact of Distance Learning Modality To The Academic Performance of Students in Danao National High SchoolDocument18 pagesThe Impact of Distance Learning Modality To The Academic Performance of Students in Danao National High SchoolRommel GersaliaNo ratings yet