You might also like
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Automation and Robotics Week 07 Theory Notes 20ME51IDocument12 pagesAutomation and Robotics Week 07 Theory Notes 20ME51IThanmay JSNo ratings yet
- Automation and Robotics Week 06 Theory Notes 20ME51IDocument9 pagesAutomation and Robotics Week 06 Theory Notes 20ME51IThanmay JSNo ratings yet
- Automation and Robotics Week 02 Theory Notes 20ME51IDocument27 pagesAutomation and Robotics Week 02 Theory Notes 20ME51IThanmay JSNo ratings yet
- Elements of Industrial Automation Week 09 NotesDocument3 pagesElements of Industrial Automation Week 09 NotesThanmay JSNo ratings yet
- Elements of Industrial Automation Week 06 NotesDocument9 pagesElements of Industrial Automation Week 06 NotesThanmay JSNo ratings yet
- Elements of Industrial Automation Week 08 NotesDocument6 pagesElements of Industrial Automation Week 08 NotesThanmay JSNo ratings yet
- Automation and Robotics Week 03 Theory Notes 20ME51IDocument23 pagesAutomation and Robotics Week 03 Theory Notes 20ME51IThanmay JSNo ratings yet
- Elements of Industrial Automation Week 03 NotesDocument7 pagesElements of Industrial Automation Week 03 NotesThanmay JSNo ratings yet
- Elements of Industrial Automation 20ME43P C-20 Lab ManualDocument17 pagesElements of Industrial Automation 20ME43P C-20 Lab ManualThanmay JSNo ratings yet
- Automation and Robotics Week 01 Theory Notes 20ME51IDocument28 pagesAutomation and Robotics Week 01 Theory Notes 20ME51IThanmay JSNo ratings yet
- Automation and Robotics Week 08 Theory Notes 20ME51IDocument18 pagesAutomation and Robotics Week 08 Theory Notes 20ME51IThanmay JSNo ratings yet
- Elements of Industrial Automation Week 04 NotesDocument3 pagesElements of Industrial Automation Week 04 NotesThanmay JSNo ratings yet
- Fundamentals of Automation Technology 20EE43P C-20 Lab ManualDocument26 pagesFundamentals of Automation Technology 20EE43P C-20 Lab ManualThanmay JSNo ratings yet
- Elements of Industrial Automation Week 01 NotesDocument14 pagesElements of Industrial Automation Week 01 NotesThanmay JSNo ratings yet
- Timers - Counters in 8051Document16 pagesTimers - Counters in 8051rajesh koneNo ratings yet
- Asynchronous Data TransferDocument19 pagesAsynchronous Data TransferNavin Kumar SharmaNo ratings yet
- Moore and Mealy MachinesDocument4 pagesMoore and Mealy MachinessgdgpNo ratings yet
- Elements of Industrial Automation Week 07 NotesDocument7 pagesElements of Industrial Automation Week 07 NotesThanmay JSNo ratings yet
- Design Lab ReportDocument8 pagesDesign Lab ReportHimanshu BansalNo ratings yet
- Non-Interacting System TemplateDocument8 pagesNon-Interacting System TemplateHimanshu JatNo ratings yet
- Two Tank Non-Interacting Liquid Level SystemDocument9 pagesTwo Tank Non-Interacting Liquid Level SystemHimanshu JatNo ratings yet
- PLC Basicsand Ladder Programming-2Document86 pagesPLC Basicsand Ladder Programming-2Ifradmanorama Papabeta2611No ratings yet
- Control Theory MaterialDocument18 pagesControl Theory MaterialalwaysharshNo ratings yet
- Conveyor Belt ControllerDocument8 pagesConveyor Belt Controllersd_projectmakerNo ratings yet
- Faculty of Engineering Department of Aerospace Engineering: Lab InstructorDocument24 pagesFaculty of Engineering Department of Aerospace Engineering: Lab InstructorhishamwahidinNo ratings yet
- Lab 05 (Servo)Document4 pagesLab 05 (Servo)hitesh89No ratings yet
- Lab10b - SERVO TRAINER 2 Response Calculating and MeasurementsDocument8 pagesLab10b - SERVO TRAINER 2 Response Calculating and MeasurementssairafiNo ratings yet
- Microcontroller Based Low Cost Controlled Rectifiers Training Module For Power Electronics LaboratoryDocument4 pagesMicrocontroller Based Low Cost Controlled Rectifiers Training Module For Power Electronics LaboratoryJubari FikriNo ratings yet
- Labsheet Servo Motor System BDocument26 pagesLabsheet Servo Motor System BAmin RamliNo ratings yet
- Electrical Machines II Lab ManualDocument28 pagesElectrical Machines II Lab ManualAnith Krishnan83% (6)
- Ps Lab ManualDocument132 pagesPs Lab ManualRamkrishnaNo ratings yet
- Analog and Digital Electronics Lab Manual (17CSL37) : Department of Computer Science and EngineeringDocument61 pagesAnalog and Digital Electronics Lab Manual (17CSL37) : Department of Computer Science and Engineeringvadla77No ratings yet
- 10 Pacet em II LT 1-PH IMDocument6 pages10 Pacet em II LT 1-PH IMPrakash PeriyasamyNo ratings yet
- Mochammad Ilham K - 240110150003Document15 pagesMochammad Ilham K - 240110150003Lambok SinagaNo ratings yet
- N30O Service Manual Rev.eDocument61 pagesN30O Service Manual Rev.eAlphaNo ratings yet
- Mech 371 Manual v2010Document38 pagesMech 371 Manual v2010Joe E.No ratings yet
- PSCAD IntroductionDocument72 pagesPSCAD IntroductionksbwingsNo ratings yet
- Exp-7 3-Ph Vsi Fed PWM InvDocument5 pagesExp-7 3-Ph Vsi Fed PWM Invaman srivastavaNo ratings yet
- Lab PE1Document7 pagesLab PE1Yuci IcuyNo ratings yet
- Project Control RubricDocument29 pagesProject Control RubricBrekhna JanNo ratings yet
- Exp3 PLC 2020Document6 pagesExp3 PLC 2020Shahidan KirkukyNo ratings yet
- Experiment No: 1 Speed Control of DC Motor: Experimental Setup Containing The Following UnitsDocument6 pagesExperiment No: 1 Speed Control of DC Motor: Experimental Setup Containing The Following UnitsdeepakNo ratings yet
- Assignment 1: EE 668Document2 pagesAssignment 1: EE 668Chiquita WhiteNo ratings yet
- Control Exp 2 Student ManualDocument5 pagesControl Exp 2 Student ManualMohammad Bony IsrailNo ratings yet
- Spectra Tank Weighing SystemDocument3 pagesSpectra Tank Weighing SystemSpectra Instrumentation & Automation TechnologiesNo ratings yet
- AssgnimentDocument3 pagesAssgnimentNaho Senay IINo ratings yet
- Test Universe Meter Module Application Note Example of Use El Mech ENUDocument24 pagesTest Universe Meter Module Application Note Example of Use El Mech ENUzinab90No ratings yet
- CTH Write UpDocument42 pagesCTH Write UpmitparmarNo ratings yet
- QNET Exp1 Speed StudentDocument18 pagesQNET Exp1 Speed StudentMatheus MaterazziNo ratings yet
- CTRL Sys Lab ManualDocument46 pagesCTRL Sys Lab Manualabixek100% (2)
- Engineering Lab 5 Machine Lab Lab 1 ReportDocument9 pagesEngineering Lab 5 Machine Lab Lab 1 Reportram010No ratings yet
- 20-ME-9 Uzair Akram FM Lab 14Document12 pages20-ME-9 Uzair Akram FM Lab 14uzair akramNo ratings yet
- Industrial Instrumentation LabDocument34 pagesIndustrial Instrumentation LabVaibhav GuptaNo ratings yet
- ME306 - Lab 3Document12 pagesME306 - Lab 3Himanshu BansalNo ratings yet
- Mechatronics CEP 2 Designing Control System For Suspension SystemDocument12 pagesMechatronics CEP 2 Designing Control System For Suspension SystemFaizan SamdaniNo ratings yet
- Lab Exercise 8 - PLC CountersDocument12 pagesLab Exercise 8 - PLC CountersMuhammad Saqlain AroonNo ratings yet
- Electrical Machine & InstrumentationDocument34 pagesElectrical Machine & InstrumentationJeremy HensleyNo ratings yet
- Kutai ATS 22 Manual-EnDocument44 pagesKutai ATS 22 Manual-EnKawarauNo ratings yet
- TL TN DKLG - PLC - Rev20221127Document31 pagesTL TN DKLG - PLC - Rev20221127Nguyễn Quốc ToànNo ratings yet
- Elements of Industrial Automation Week 08 NotesDocument6 pagesElements of Industrial Automation Week 08 NotesThanmay JSNo ratings yet
- Elements of Industrial Automation Week 03 NotesDocument7 pagesElements of Industrial Automation Week 03 NotesThanmay JSNo ratings yet
- Elements of Industrial Automation Week 01 NotesDocument14 pagesElements of Industrial Automation Week 01 NotesThanmay JSNo ratings yet
- Elements of Industrial Automation Week 04 NotesDocument3 pagesElements of Industrial Automation Week 04 NotesThanmay JSNo ratings yet
- Automation and Robotics Week 08 Theory Notes 20ME51IDocument18 pagesAutomation and Robotics Week 08 Theory Notes 20ME51IThanmay JSNo ratings yet
- Fundamentals of Automation Technology 20EE43P C-20 Lab ManualDocument26 pagesFundamentals of Automation Technology 20EE43P C-20 Lab ManualThanmay JSNo ratings yet
- 18ME54 Turbo Machines Module 03 Question No 6a & 6bDocument9 pages18ME54 Turbo Machines Module 03 Question No 6a & 6bThanmay JSNo ratings yet
- Automation and Robotics Week 01 Theory Notes 20ME51IDocument28 pagesAutomation and Robotics Week 01 Theory Notes 20ME51IThanmay JSNo ratings yet
- Automation and Robotics Week 03 Theory Notes 20ME51IDocument23 pagesAutomation and Robotics Week 03 Theory Notes 20ME51IThanmay JSNo ratings yet
- Elements of Industrial Automation 20ME43P C-20 Lab ManualDocument17 pagesElements of Industrial Automation 20ME43P C-20 Lab ManualThanmay JSNo ratings yet
- IT Skill Lab Manual 20CS01PDocument28 pagesIT Skill Lab Manual 20CS01PThanmay JSNo ratings yet
- Product Design and Development 20ME43P C-20 Lab ManualDocument58 pagesProduct Design and Development 20ME43P C-20 Lab ManualThanmay JS100% (1)
- 18ME54 Turbo Machines Module 04 Question No 7a - 7b & 8a - 8bDocument27 pages18ME54 Turbo Machines Module 04 Question No 7a - 7b & 8a - 8bThanmay JSNo ratings yet
- MOM Lab Manual C-20 20ME31PDocument84 pagesMOM Lab Manual C-20 20ME31PThanmay JS50% (2)
- 18ME54 Turbo Machines Module 03 Question No 5a & 5bDocument14 pages18ME54 Turbo Machines Module 03 Question No 5a & 5bThanmay JSNo ratings yet
- MTT Lab Manual C-20Document53 pagesMTT Lab Manual C-20Thanmay JSNo ratings yet
- 18ME54 Turbo Machines Module 05 Question No 9a & 9bDocument16 pages18ME54 Turbo Machines Module 05 Question No 9a & 9bThanmay JSNo ratings yet
- Manufacturing Processes 20ME33P Lab Manual C-20Document44 pagesManufacturing Processes 20ME33P Lab Manual C-20Thanmay JSNo ratings yet
- 18ME54 Turbo Machines Module 01 Question No 1a & 1bDocument20 pages18ME54 Turbo Machines Module 01 Question No 1a & 1bThanmay JS100% (1)
- 18ME42 Module 03 Question No 5a-5b & 6a-6bDocument24 pages18ME42 Module 03 Question No 5a-5b & 6a-6bThanmay JSNo ratings yet
- 18ME54 Turbo Machines Module 02 Question No 4a & 4bDocument15 pages18ME54 Turbo Machines Module 02 Question No 4a & 4bThanmay JSNo ratings yet
- 18ME54 Turbo Machines Module 02 Question No 3a & 3bDocument14 pages18ME54 Turbo Machines Module 02 Question No 3a & 3bThanmay JSNo ratings yet
- 18ME54 Turbo Machines Module 01 Question No 2a & 2bDocument13 pages18ME54 Turbo Machines Module 01 Question No 2a & 2bThanmay JSNo ratings yet
- APPLIED THERMODYNAMICS 18ME42 Module 04 Question No 7a-7bDocument27 pagesAPPLIED THERMODYNAMICS 18ME42 Module 04 Question No 7a-7bThanmay JSNo ratings yet
- Very High Frequency Omni-Directional Range: Alejandro Patt CarrionDocument21 pagesVery High Frequency Omni-Directional Range: Alejandro Patt CarrionAlejandro PattNo ratings yet
- ARCO ANDI Wayne PIB Installation and Start Up GuideDocument39 pagesARCO ANDI Wayne PIB Installation and Start Up GuidejotazunigaNo ratings yet
- Electrical Service Minimum RequirmentDocument97 pagesElectrical Service Minimum RequirmentachniajosiNo ratings yet
- Learning Activity Sheet in Science-9: Week 7-Quarter 3Document5 pagesLearning Activity Sheet in Science-9: Week 7-Quarter 3theinvaderNo ratings yet
- Aircraft Tyre Maintenance - SKYbrary Aviation SafetyDocument8 pagesAircraft Tyre Maintenance - SKYbrary Aviation Safetynosh1983No ratings yet
- C PM 71.v2016-12-11 PDFDocument31 pagesC PM 71.v2016-12-11 PDFbobi2201No ratings yet
- Artikel Jurnal Siti Tsuwaibatul ADocument11 pagesArtikel Jurnal Siti Tsuwaibatul Aaslamiyah1024No ratings yet
- Prudence and FrugalityDocument17 pagesPrudence and FrugalitySolaiman III SaripNo ratings yet
- Service Manual: DDX24BT, DDX340BTDocument94 pagesService Manual: DDX24BT, DDX340BTDumur SaileshNo ratings yet
- The Big Table of Quantum AIDocument7 pagesThe Big Table of Quantum AIAbu Mohammad Omar Shehab Uddin AyubNo ratings yet
- FAUDI Aviation Diesel - Company Profile-ENDocument6 pagesFAUDI Aviation Diesel - Company Profile-ENAttila HontváriNo ratings yet
- I O OrganizationDocument26 pagesI O Organization08-Avinash SNo ratings yet
- Pests and Diseases Identification in MangoDocument4 pagesPests and Diseases Identification in MangoBaino Olpugad Gerald100% (1)
- MAS500 2011 Vår Masteroppgave Henrik Engedal Per Magne EgelidDocument130 pagesMAS500 2011 Vår Masteroppgave Henrik Engedal Per Magne EgelidPoppy DanielsNo ratings yet
- B1+ Exam MappingDocument3 pagesB1+ Exam Mappingmonika krajewskaNo ratings yet
- An Introduction To Applied GeostatisticsDocument92 pagesAn Introduction To Applied GeostatisticsAllan ErlikhmanNo ratings yet
- Inventory Counting in Inventory ManagementDocument15 pagesInventory Counting in Inventory ManagementDinesh GuptaNo ratings yet
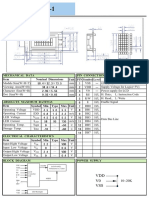
- V0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemDocument1 pageV0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemBasir Ahmad NooriNo ratings yet
- Spectatorship Affect and Liveness in Contemporary British Performance PDFDocument358 pagesSpectatorship Affect and Liveness in Contemporary British Performance PDFShivansh Tuli100% (1)
- Current Office Phone Number Vijayawada, Andhra Pradesh (A.p.)Document11 pagesCurrent Office Phone Number Vijayawada, Andhra Pradesh (A.p.)Manoj Digi Loans100% (1)
- Best IIT JEE NEET and ICSE, CBSE, SSC Classes in Hadapsar PuneDocument18 pagesBest IIT JEE NEET and ICSE, CBSE, SSC Classes in Hadapsar PuneTrinity AcademyNo ratings yet
- Report On Mango Cultivation ProjectDocument40 pagesReport On Mango Cultivation Projectkmilind007100% (1)
- Collimation of Binoculars With A LampDocument33 pagesCollimation of Binoculars With A LampchristianNo ratings yet
- Philippine Ecd Checklist Class Summary (Post-Test) SY: 2022-2023Document5 pagesPhilippine Ecd Checklist Class Summary (Post-Test) SY: 2022-2023UltravioletHeartNo ratings yet
- London A Day in The Citypdf 2 PDF FreeDocument18 pagesLondon A Day in The Citypdf 2 PDF FreePuri RodriguezNo ratings yet
- Deck Manual PDFDocument217 pagesDeck Manual PDFBozidar TomasevicNo ratings yet
- 2.talent Management New ChallengesDocument17 pages2.talent Management New ChallengesAlejandra AGNo ratings yet
- Diagram 1 Shows An AbacusDocument11 pagesDiagram 1 Shows An AbacusHema BalasubramaniamNo ratings yet
- Las-Shs Gen - Chem Melc 1 q2 Week-1Document11 pagesLas-Shs Gen - Chem Melc 1 q2 Week-1Carl Baytola RatesNo ratings yet
- Aashto t87Document3 pagesAashto t87AL Bé NizNo ratings yet