You might also like
- Inspection Test Plan PV Nozzle Modification/AlterationDocument4 pagesInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimNo ratings yet
- SAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinDocument2 pagesSAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinLipika GayenNo ratings yet
- Inspection and Test Plan For Gas Turbine PDFDocument5 pagesInspection and Test Plan For Gas Turbine PDFreza ebrahimi100% (1)
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- Biogeochemical Cycles Powerpoint Quiz Game With Answer Key For Educators - Download Powerpoint at Www. Science PowerpointDocument104 pagesBiogeochemical Cycles Powerpoint Quiz Game With Answer Key For Educators - Download Powerpoint at Www. Science PowerpointRyan MurphyNo ratings yet
- 01-Ge-Aqa-9600 Itp DMF FRP Water Trough r2Document29 pages01-Ge-Aqa-9600 Itp DMF FRP Water Trough r2Eljo AndsNo ratings yet
- ITP For Process PipingDocument4 pagesITP For Process PipingSebastian RajeshNo ratings yet
- Inspection & Test Plan: For Non Slam Check Valve (Axial Type)Document4 pagesInspection & Test Plan: For Non Slam Check Valve (Axial Type)Jeroan AyamNo ratings yet
- Inspection and Test Plan For Gas TurbineDocument5 pagesInspection and Test Plan For Gas TurbineLiu YangtzeNo ratings yet
- Inspection and Test Plan For Valve: Before ManufacturingDocument2 pagesInspection and Test Plan For Valve: Before ManufacturingkarthikNo ratings yet
- Itp Piping PDFDocument4 pagesItp Piping PDFdashNo ratings yet
- Itp PipingDocument4 pagesItp PipingkennethNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- Saic G 2002Document32 pagesSaic G 2002jerinNo ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- Inspection and Test Plan For Fan and Blower PDFDocument5 pagesInspection and Test Plan For Fan and Blower PDFAulia RahmanNo ratings yet
- Sample Quality Assurance Plan For Welded Ss Fittings: 25% by 1 After 100% by 2Document2 pagesSample Quality Assurance Plan For Welded Ss Fittings: 25% by 1 After 100% by 2Dhvanit JoshiNo ratings yet
- DLP G10 Q3 WEEK 1 Day3Document7 pagesDLP G10 Q3 WEEK 1 Day3Cathy MoronioNo ratings yet
- Inspection and Test Plan: Existing Metering System (MR/S Turbine & Rotary)Document2 pagesInspection and Test Plan: Existing Metering System (MR/S Turbine & Rotary)iwan NugrohoNo ratings yet
- Winmostar tutorial: Gromacs Vapor Pressure・Surface TensionDocument12 pagesWinmostar tutorial: Gromacs Vapor Pressure・Surface TensionEliasSMonteiroFilhoNo ratings yet
- Inspection and Test Plan-Geo-Technical Works C002Document3 pagesInspection and Test Plan-Geo-Technical Works C002Furqan0% (1)
- Qap B7 - 2HDocument4 pagesQap B7 - 2HJJ VAPINo ratings yet
- Qap B7M - 2HMDocument4 pagesQap B7M - 2HMJJ VAPINo ratings yet
- Civil Inspection and Test PlanDocument5 pagesCivil Inspection and Test PlanWalid AmdouniNo ratings yet
- WM65AJN200Document4 pagesWM65AJN200Shasin SolankiNo ratings yet
- Quality Assurance Plan FastnersDocument1 pageQuality Assurance Plan FastnersSuKHjiT SiNGhNo ratings yet
- Inspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Document4 pagesInspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Muthazhagan SaravananNo ratings yet
- Dots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Document13 pagesDots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Moustafa AshrafNo ratings yet
- TP-WMS-05816-DAS-A4-D1-L - Swing Check Valve DatasheetDocument1 pageTP-WMS-05816-DAS-A4-D1-L - Swing Check Valve Datasheetbmanojkumar16No ratings yet
- With Strainer, Piston QapDocument1 pageWith Strainer, Piston QapajmainNo ratings yet
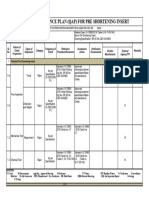
- Pre Shortening Insert QAPDocument1 pagePre Shortening Insert QAPtibindas2463No ratings yet
- 149-158 - Zug-Header-Malinau-Sc 12 016 Rev 1 Unit 2Document58 pages149-158 - Zug-Header-Malinau-Sc 12 016 Rev 1 Unit 2Muhammad Fitransyah Syamsuar PutraNo ratings yet
- Danem Engineering Works - WLL.: Quality Control & Inspection Test PlanDocument11 pagesDanem Engineering Works - WLL.: Quality Control & Inspection Test PlanRejoy babyNo ratings yet
- MDR C40 Pt. DmiDocument14 pagesMDR C40 Pt. DmiwidiNo ratings yet
- GS Peb QapDocument4 pagesGS Peb Qapshailendr12No ratings yet
- TSP Adaptation Project No: Q3510: Inspection and Test Plan of Shop Fabricated Stainless Steel TanksDocument2 pagesTSP Adaptation Project No: Q3510: Inspection and Test Plan of Shop Fabricated Stainless Steel TanksfbellimamNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- GERD-02-EL-R-RPH-CIP-006-A-Inspection-and-Test-Plan-for-Junction Box and AccessoriesDocument4 pagesGERD-02-EL-R-RPH-CIP-006-A-Inspection-and-Test-Plan-for-Junction Box and AccessoriesmohammedNo ratings yet
- QAP For MS Pipes RevisedDocument3 pagesQAP For MS Pipes RevisedAnuj PandeyNo ratings yet
- Process Audit ChecklistDocument5 pagesProcess Audit Checklistarun pandiyanNo ratings yet
- ITP HMMI Project RC Works - (003) - EditedDocument1 pageITP HMMI Project RC Works - (003) - EditedVivit Cllu StiaNo ratings yet
- Steam Trap & Piston Valve Qap PDFDocument1 pageSteam Trap & Piston Valve Qap PDFajmainNo ratings yet
- Qap Reciever TanksDocument6 pagesQap Reciever Tanksyamunaengg2011No ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Agirm Agn 4500210653 Itp 001 02 Kas3 Iso Seawater Strainer Forward Sea ChestDocument6 pagesAgirm Agn 4500210653 Itp 001 02 Kas3 Iso Seawater Strainer Forward Sea ChestRJS TUTORIALNo ratings yet
- Valve Requirement - 301-302Document2 pagesValve Requirement - 301-302Hemant NimaseNo ratings yet
- 12" - XMA-XAP - ITP Pipeline XRay PEPDocument3 pages12" - XMA-XAP - ITP Pipeline XRay PEPharrys manaluNo ratings yet
- 379-380-ZUG-Secondary Air Duct-PLTU Alor 2x3 MWDocument8 pages379-380-ZUG-Secondary Air Duct-PLTU Alor 2x3 MWMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Inspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok ADocument7 pagesInspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok AMUHAMMAD ABHAR AMZAR BIN ZAMZURINo ratings yet
- Inspection and Test Plan: AcceptanceDocument4 pagesInspection and Test Plan: AcceptanceHengNo ratings yet
- Piping Class Especificacion de Tuberias 2Document1 pagePiping Class Especificacion de Tuberias 2dimolinaNo ratings yet
- Itp Monde NissinDocument27 pagesItp Monde NissinAnthony FernandezNo ratings yet
- Tube CS179 - MPSDocument3 pagesTube CS179 - MPSgaurangNo ratings yet
- 100 KLPD of 2G Ethanol From Biomass at Iocl PanipatDocument7 pages100 KLPD of 2G Ethanol From Biomass at Iocl PanipatSuraj ShettyNo ratings yet
- ATTACHMENTDocument10 pagesATTACHMENTAgus SuriptoNo ratings yet
- Globe 0.5in Up To 1.5in-Valve Spec - YTAN5 - R1Document4 pagesGlobe 0.5in Up To 1.5in-Valve Spec - YTAN5 - R1Ammanda ErnawanNo ratings yet
- Sample Quality Assurance Plan For Welded Cs Butt Weld Fittings (Sa 234)Document2 pagesSample Quality Assurance Plan For Welded Cs Butt Weld Fittings (Sa 234)Dhrumil ChauhanNo ratings yet
- ValveDocument6 pagesValvetharmarajuNo ratings yet
- Qap Sa420Document3 pagesQap Sa420Abhishek NagNo ratings yet
- Dana Sabah, CVDocument2 pagesDana Sabah, CVh7j42nt2b9No ratings yet
- Recommended Reading List For Civil EngineeringDocument1 pageRecommended Reading List For Civil EngineeringKho Chin NganNo ratings yet
- S-Scen001tp Environmental ScienceDocument8 pagesS-Scen001tp Environmental ScienceJoris YapNo ratings yet
- Study Questions Death SalesmanDocument3 pagesStudy Questions Death SalesmanmygirlmykyahoocomNo ratings yet
- All Aluminium Alloy ConductorsDocument2 pagesAll Aluminium Alloy ConductorsNeeraj AgarwalNo ratings yet
- Sustainable Marine Structures - Volume 04 - Issue 02 - July 2022Document61 pagesSustainable Marine Structures - Volume 04 - Issue 02 - July 2022Bilingual PublishingNo ratings yet
- I & Ii Class Intso Level - 1 Syllabus (23-24)Document1 pageI & Ii Class Intso Level - 1 Syllabus (23-24)Nirranjan JNo ratings yet
- Evolution Activity Choice BoardDocument1 pageEvolution Activity Choice Boardapi-515442701No ratings yet
- Yang 2010Document10 pagesYang 2010Li DongyueNo ratings yet
- The Swamp DwellersDocument1 pageThe Swamp DwellersMd Tazbir100% (1)
- Exercise Sheet-3Document2 pagesExercise Sheet-3pauline chauveauNo ratings yet
- The Waveshaper Effect On Ta-MS Multiliner Explosive Formed Pojectile With Tantalum As Penetrator and Mild Steel As Stabilization BaseDocument10 pagesThe Waveshaper Effect On Ta-MS Multiliner Explosive Formed Pojectile With Tantalum As Penetrator and Mild Steel As Stabilization BaseDani SaadNo ratings yet
- Design With PurposeDocument2 pagesDesign With PurposeSaleZNo ratings yet
- Recent Excavations at Tell Fadous Kfarab PDFDocument12 pagesRecent Excavations at Tell Fadous Kfarab PDFElias ZiadeNo ratings yet
- Most Important Question EnglishDocument65 pagesMost Important Question Englishbadasswhoseyourdad2009No ratings yet
- Prpc324 Module 7Document48 pagesPrpc324 Module 7raiNo ratings yet
- Eng Corpse Cart Balefire BrazierDocument1 pageEng Corpse Cart Balefire BrazierParvus Ares100% (1)
- HS United States History Reconstruction To TodayDocument415 pagesHS United States History Reconstruction To TodayAlejandra DoldNo ratings yet
- Sikuli DetailedDocument105 pagesSikuli Detaileddinakaran83100% (3)
- Ecology Class Notes - Biogeochemical Cycle (Nutrient Cycle) : December 2019Document15 pagesEcology Class Notes - Biogeochemical Cycle (Nutrient Cycle) : December 2019farNo ratings yet
- Activity 1 Objectives of Science EducationDocument2 pagesActivity 1 Objectives of Science EducationYu ErinNo ratings yet
- Post-Treatment Effects of Multiple Sclerosis (MS) On The Executive and Memory Functions Ofcommercial Pilots in The UAEDocument7 pagesPost-Treatment Effects of Multiple Sclerosis (MS) On The Executive and Memory Functions Ofcommercial Pilots in The UAEInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Trivia:: Formula Is, Used To Determine The DistanceDocument4 pagesTrivia:: Formula Is, Used To Determine The DistanceIan Caminero BarteNo ratings yet
- Engineers, Part B: Journal of Engineering Proceedings of The Institution of MechanicalDocument16 pagesEngineers, Part B: Journal of Engineering Proceedings of The Institution of Mechanicalvipul mishraNo ratings yet
- Activity No 2 - PHENOLDocument4 pagesActivity No 2 - PHENOLpharmaebooks100% (4)
- POST Newspaper For 28th of March, 2015Document112 pagesPOST Newspaper For 28th of March, 2015POST NewspapersNo ratings yet
- Question: Find The Inductance Per Phase Per KM of Double Circuit 3phDocument4 pagesQuestion: Find The Inductance Per Phase Per KM of Double Circuit 3phMuhammad abdur rehmanNo ratings yet