You might also like
- 4-Cylinder Head Piston Coneecting Road & LinerDocument44 pages4-Cylinder Head Piston Coneecting Road & LinerMehar Tariq GoheerNo ratings yet
- 9 Cooling SystemDocument11 pages9 Cooling SystemMehar Tariq GoheerNo ratings yet
- 7 Fuel SystemDocument21 pages7 Fuel SystemMehar Tariq GoheerNo ratings yet
- 8-Lubricating Oil SystemDocument20 pages8-Lubricating Oil SystemMehar Tariq GoheerNo ratings yet
- 2 Technical DataDocument10 pages2 Technical DataMehar Tariq GoheerNo ratings yet
- 1-Introduction ESL12 MK2Document9 pages1-Introduction ESL12 MK2Mehar Tariq GoheerNo ratings yet
- L32-40CD B3-SparePartsCatalogueDocument254 pagesL32-40CD B3-SparePartsCataloguejamukanak pad100% (1)
- Terasaki Instruction Manual 21B ACB PDFDocument91 pagesTerasaki Instruction Manual 21B ACB PDFAndy MezetaNo ratings yet
- 2015 Marine CatalogDocument21 pages2015 Marine CatalogFaraz HaiderNo ratings yet
- V222TI Operation & Maintenance ManualDocument294 pagesV222TI Operation & Maintenance ManualLisandroNo ratings yet
- KSB PUMPS-2Document28 pagesKSB PUMPS-2kamran mamedov100% (1)
- K79746-747 Technical DescriptionDocument12 pagesK79746-747 Technical DescriptionJon Lopez100% (1)
- Brochure Bergen C - EngineDocument16 pagesBrochure Bergen C - EngineMaxim ShchukinNo ratings yet
- Ser Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualDocument86 pagesSer Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualsukauriNo ratings yet
- Instruction Manual HVI-156A PART 2Document8 pagesInstruction Manual HVI-156A PART 2Phan Cao An Truong100% (1)
- Modbus To Ethernet Bridge User's Guide 174CEV30020Document80 pagesModbus To Ethernet Bridge User's Guide 174CEV30020John VerbosNo ratings yet
- EN Operating Manual 6 8 12 16DZCDocument341 pagesEN Operating Manual 6 8 12 16DZCRick Van den BosNo ratings yet
- 丢失文件名的文件Document368 pages丢失文件名的文件313934753No ratings yet
- SS-7157028-18397893-012 SS Page 1 of 6: Page: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-IND-18397893-006 PDFDocument6 pagesSS-7157028-18397893-012 SS Page 1 of 6: Page: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-IND-18397893-006 PDFПавелNo ratings yet
- Jva Z18 ManualDocument52 pagesJva Z18 ManualJorge JimenezNo ratings yet
- CARTEX Operating Manual Incl - Sctional DRWG Rev 4Document11 pagesCARTEX Operating Manual Incl - Sctional DRWG Rev 4keyur1109No ratings yet
- SKL Main Bearing ProcedureDocument11 pagesSKL Main Bearing ProcedureVaibhav SinghalNo ratings yet
- Owner'S Manual: M 9.9D M 18E M 15DDocument78 pagesOwner'S Manual: M 9.9D M 18E M 15DRoss MelvilleNo ratings yet
- Wartsila OemDocument2 pagesWartsila OemAbid LakhaniNo ratings yet
- Certified DGW310DMC Diesel Generator Welder Owner's ManualDocument41 pagesCertified DGW310DMC Diesel Generator Welder Owner's ManualthuanNo ratings yet
- 15-Parts List ELS12 MK2Document150 pages15-Parts List ELS12 MK2Mehar Tariq GoheerNo ratings yet
- Esl mk2 VeeDocument1 pageEsl mk2 Veefajee_faridNo ratings yet
- Merchant - Condensing Unit For Ac PDFDocument14 pagesMerchant - Condensing Unit For Ac PDFAmmar RamanNo ratings yet
- Cylinder Head Parts Diagram and Specs for D12C-A MP EngineDocument218 pagesCylinder Head Parts Diagram and Specs for D12C-A MP EngineVitor Coelho100% (2)
- Technical Spec 3516C - 2575 BHP at 1600 RPM PDFDocument4 pagesTechnical Spec 3516C - 2575 BHP at 1600 RPM PDFiw100% (1)
- I 11.VSN Vertical Centrifugal Pump CatalougeSILI PUMPDocument9 pagesI 11.VSN Vertical Centrifugal Pump CatalougeSILI PUMPfauzi bebe100% (1)
- C20 Kubota DC042AA Sep2004Document42 pagesC20 Kubota DC042AA Sep2004gorso19630% (1)
- Bitzer 4G-30.2 Part NumDocument7 pagesBitzer 4G-30.2 Part NumFreddy Gomez GNo ratings yet
- Page 670-814.pdf Lister Petter HR4a PDFDocument145 pagesPage 670-814.pdf Lister Petter HR4a PDFvoetsek007No ratings yet
- Operation, Maintenance and Repair of Auxiliary GeneratorsDocument125 pagesOperation, Maintenance and Repair of Auxiliary GeneratorssabrahimaNo ratings yet
- Nset DC17A PDFDocument1 pageNset DC17A PDFJon SnowNo ratings yet
- By Series Om 14dec06Document80 pagesBy Series Om 14dec06purnimaNo ratings yet
- Instruction ManualDocument89 pagesInstruction ManualEmiliano Gaspar Facio100% (1)
- Engine MisfireDocument6 pagesEngine MisfireAkhileshNo ratings yet
- Cat 3408c Gen SetDocument4 pagesCat 3408c Gen Setshinichie100% (1)
- TBD 645, WH, enDocument160 pagesTBD 645, WH, enTansu MavunacıNo ratings yet
- ManualDocument5 pagesManualrpichoNo ratings yet
- c32 t3 1622 SpecificationsDocument2 pagesc32 t3 1622 SpecificationsHabibNo ratings yet
- Callesen Diesel 427 Series Technical SpecificationsDocument1 pageCallesen Diesel 427 Series Technical SpecificationsDennis JensenNo ratings yet
- 4650 and 4850 Section 99Document64 pages4650 and 4850 Section 99josephmw0308No ratings yet
- Turbocharger NR24Document1 pageTurbocharger NR24Aqeel AhmedNo ratings yet
- V 222 TiDocument2 pagesV 222 TiTrupp2785No ratings yet
- H Service Data SheetDocument8 pagesH Service Data SheetSamuel Sneddon-NelmesNo ratings yet
- 404A-22G1 ElectropaK PN2002Document2 pages404A-22G1 ElectropaK PN2002PowerTechNo ratings yet
- Barr Indmar CatalogDocument43 pagesBarr Indmar CatalogTongi ErssonNo ratings yet
- Man B&W Serv LTR Sl09-511-MtsDocument7 pagesMan B&W Serv LTR Sl09-511-Mtsafsal999No ratings yet
- Instruction Manual For Gear Pump: Daito Kogyo Co., LTDDocument15 pagesInstruction Manual For Gear Pump: Daito Kogyo Co., LTDMoreno NuevoNo ratings yet
- Proven HDD Parts.: Proven Tough. Proven TrueDocument47 pagesProven HDD Parts.: Proven Tough. Proven TrueSandeep PrNo ratings yet
- Cylinder Liner Honing ProcessDocument1 pageCylinder Liner Honing Processcupid75No ratings yet
- Presaestopa-Johnson Stuffing BoxDocument32 pagesPresaestopa-Johnson Stuffing BoxMarco SoteloNo ratings yet
- Marine Chocking Application GuideDocument16 pagesMarine Chocking Application Guidetuangi100% (2)
- KTA50 - Connecting RodDocument8 pagesKTA50 - Connecting RodSebastian Nicușor PărăoanuNo ratings yet
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEDocument4 pagesQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEKrisman SimanjuntakNo ratings yet
- Pages 49-51 AlternatorTechTipsDocument3 pagesPages 49-51 AlternatorTechTipsjuanNo ratings yet
- Inverter MannualDocument35 pagesInverter MannualMehar Tariq GoheerNo ratings yet
- Qpro 4fa Engls 120401Document2 pagesQpro 4fa Engls 120401Mehar Tariq GoheerNo ratings yet
- PROCESS CONER II Maintenance GuideDocument24 pagesPROCESS CONER II Maintenance GuideMd. Hanif SanketNo ratings yet
- PC Sensor: WarningDocument2 pagesPC Sensor: WarningMd. Hanif SanketNo ratings yet
- Re-Tie Pipe 1 Adjustment Standard: 1-1 Clamp Angle & PositionDocument4 pagesRe-Tie Pipe 1 Adjustment Standard: 1-1 Clamp Angle & PositionMd. Hanif SanketNo ratings yet
- Adjust compressed air and winding parts on packaging machineDocument10 pagesAdjust compressed air and winding parts on packaging machineMd. Hanif SanketNo ratings yet
- Qpro 4aa Engls 120401Document4 pagesQpro 4aa Engls 120401Mehar Tariq GoheerNo ratings yet
- 5-Cameshaft Drive Train & Tappet BlockDocument23 pages5-Cameshaft Drive Train & Tappet BlockMehar Tariq GoheerNo ratings yet
- 6-Air Inlet & Exhaust SystemDocument10 pages6-Air Inlet & Exhaust SystemMehar Tariq GoheerNo ratings yet
- Electric DrawingsDocument34 pagesElectric DrawingsMehar Tariq GoheerNo ratings yet
- 15-Parts List ELS12 MK2Document150 pages15-Parts List ELS12 MK2Mehar Tariq GoheerNo ratings yet
- 0 Instruction ManualDocument419 pages0 Instruction ManualMehar Tariq Goheer100% (2)
- 1-Introduction ESL12 MK2Document9 pages1-Introduction ESL12 MK2Mehar Tariq GoheerNo ratings yet
- Index: User's Manual Fully Automatic Washing MachineDocument16 pagesIndex: User's Manual Fully Automatic Washing MachineMehar Tariq GoheerNo ratings yet
- UN1020 User ManualDocument172 pagesUN1020 User ManualMehar Tariq GoheerNo ratings yet
- Washing Machine: Installation, 2-3 F ARDocument36 pagesWashing Machine: Installation, 2-3 F ARMehar Tariq GoheerNo ratings yet
- Temp R-Tron 612 Version 2.2 U Operation ManualDocument41 pagesTemp R-Tron 612 Version 2.2 U Operation ManualMehar Tariq GoheerNo ratings yet
- Temp 1000 New ManualDocument54 pagesTemp 1000 New ManualMehar Tariq GoheerNo ratings yet
- Manual Temp R Tron en 01 Sep 2016Document23 pagesManual Temp R Tron en 01 Sep 2016Mehar Tariq GoheerNo ratings yet
- Manual Temp R Tron 620 en 23dec2016Document56 pagesManual Temp R Tron 620 en 23dec2016Mehar Tariq GoheerNo ratings yet
- Electrical Engineer: Tariq Maqsood TabassamDocument5 pagesElectrical Engineer: Tariq Maqsood TabassamMehar Tariq GoheerNo ratings yet
- Temp O Tron User Manual UrduDocument6 pagesTemp O Tron User Manual UrduMehar Tariq GoheerNo ratings yet
- Honda CG125Document2 pagesHonda CG125Mehar Tariq Goheer100% (3)
- Honda CD 70 Urdu-2Document30 pagesHonda CD 70 Urdu-2Mehar Tariq Goheer100% (7)
- North American Free Trade Agreement: Prof. MakhmoorDocument15 pagesNorth American Free Trade Agreement: Prof. MakhmoorShikha ShuklaNo ratings yet
- Remote Environment: - Concern The Nature and Direction of Economy in Which A Firm Operates - Types of FactorsDocument27 pagesRemote Environment: - Concern The Nature and Direction of Economy in Which A Firm Operates - Types of FactorsmikiyingNo ratings yet
- 524 799 Coach - K - Coach - Knight - CaseDocument15 pages524 799 Coach - K - Coach - Knight - Casekaushalmighty100% (1)
- HyungJae Yang Sound Water EnvironmentDocument25 pagesHyungJae Yang Sound Water EnvironmentPepeNo ratings yet
- Microsoft v. TomTom ComplaintDocument10 pagesMicrosoft v. TomTom ComplaintcoderightsNo ratings yet
- Plaintiff's Original Petition: Uber Ridesharing DefendantDocument8 pagesPlaintiff's Original Petition: Uber Ridesharing DefendantWigingtonRumleyDunnBlairLLPNo ratings yet
- Ivent201 - Manual de Usuario (220-290)Document71 pagesIvent201 - Manual de Usuario (220-290)Wilber AleluyaNo ratings yet
- Nameet Kumar Jain: Education ProjectsDocument1 pageNameet Kumar Jain: Education ProjectsNameet JainNo ratings yet
- Insurance AppraisersDocument8 pagesInsurance AppraisersTanu Singh MBA-18No ratings yet
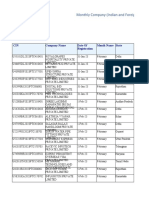
- Monthly-Company (Indian-and-Foreign) - and LLPs-20230301Document724 pagesMonthly-Company (Indian-and-Foreign) - and LLPs-20230301Yogesh Paigude0% (1)
- Project Report ON: "Brand Preference of Onida Colour TV in Coastal OrissaDocument66 pagesProject Report ON: "Brand Preference of Onida Colour TV in Coastal OrissaApurba KhanduriNo ratings yet
- Catwalk Walk Base Plate Grouting 1Document30 pagesCatwalk Walk Base Plate Grouting 1MdShahbazAhmedNo ratings yet
- +1 TM Slow Learner Material For Reduced Portion 2021-22Document55 pages+1 TM Slow Learner Material For Reduced Portion 2021-22Prasanth Prasanth100% (2)
- Bridge Design Manual Part 3 - July14Final MASTERDocument50 pagesBridge Design Manual Part 3 - July14Final MASTERTsegawbezto75% (4)
- RTC Order Granting Motion for Execution in Ejectment Case Despite Pending AppealDocument5 pagesRTC Order Granting Motion for Execution in Ejectment Case Despite Pending AppealAmmie AsturiasNo ratings yet
- Notaries Act 1999 rules for Dutch notariesDocument45 pagesNotaries Act 1999 rules for Dutch notariesAnt1603No ratings yet
- Mid 185 - Pid 70 - Fmi 2Document3 pagesMid 185 - Pid 70 - Fmi 2Akbar100% (1)
- Coverage and Profiling For Real-Time Tiny KernelsDocument6 pagesCoverage and Profiling For Real-Time Tiny Kernelsanusree_bhattacharjeNo ratings yet
- Chapter OneDocument14 pagesChapter Oneogunseyeopeyemi2023No ratings yet
- Microeconomics Primer 1Document15 pagesMicroeconomics Primer 1md1sabeel1ansariNo ratings yet
- PR100 Locks With Aperio Wireless Technology: Key FeaturesDocument2 pagesPR100 Locks With Aperio Wireless Technology: Key FeaturesMay SamboNo ratings yet
- Datasheet - CI 7432Document5 pagesDatasheet - CI 7432Alexandre NettoNo ratings yet
- Swiss Ephemeris Table of Houses for Southern HemisphereDocument121 pagesSwiss Ephemeris Table of Houses for Southern HemisphereAnonymous 5S91GvOgNo ratings yet
- 2023 Gaming Report PDFDocument57 pages2023 Gaming Report PDFCésar HéctorNo ratings yet
- InvoiceDocument2 pagesInvoiceamalNo ratings yet
- Coal PDFDocument36 pagesCoal PDFurjanagarNo ratings yet
- 4 AppleDocument9 pages4 AppleSam Peter GeorgieNo ratings yet
- DSP Lect 11 Iir DesignDocument50 pagesDSP Lect 11 Iir DesignSayyeda UmbereenNo ratings yet
- SANS10162-4 Design of Cold Formed Stainless SteelDocument83 pagesSANS10162-4 Design of Cold Formed Stainless SteelhenvaswegeNo ratings yet
- Yaskawa Ac Servo Drives & Controllers PDFDocument40 pagesYaskawa Ac Servo Drives & Controllers PDFNur CholisNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Biogas Production: Pretreatment Methods in Anaerobic DigestionFrom EverandBiogas Production: Pretreatment Methods in Anaerobic DigestionNo ratings yet
- DIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionFrom EverandDIY Free Home Energy Solutions: How to Design and Build Your own Domestic Free Energy SolutionRating: 5 out of 5 stars5/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksFrom EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNo ratings yet
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyFrom EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyRating: 5 out of 5 stars5/5 (3)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AFrom EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ARating: 5 out of 5 stars5/5 (1)