You might also like
- Falck Safety Basic Hydrogen Sulphide Training Certificate DubaiDocument1 pageFalck Safety Basic Hydrogen Sulphide Training Certificate DubaiTej PalNo ratings yet
- METKA EGN Company Profile PDFDocument11 pagesMETKA EGN Company Profile PDFParas NakraNo ratings yet
- C-157: Three Coat Epoxy Coating Spec for Seawater ImmersionDocument11 pagesC-157: Three Coat Epoxy Coating Spec for Seawater ImmersionKong Hu LeeNo ratings yet
- gems v-3p0 exterior coatings for buried carbon steel pipingDocument14 pagesgems v-3p0 exterior coatings for buried carbon steel pipingMochamad TaufikNo ratings yet
- General Coating ProceduresDocument11 pagesGeneral Coating ProceduresAleem QureshiNo ratings yet
- S Civ Surf - 00Document10 pagesS Civ Surf - 00HARINo ratings yet
- Painting Procedure For Field Erected Tank FINAL (13850)Document22 pagesPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCNo ratings yet
- JPKT 00 P 1 012 Rev 0 Specification For Field Joint CoatingDocument11 pagesJPKT 00 P 1 012 Rev 0 Specification For Field Joint Coatingrohitbhat2345No ratings yet
- TT Water ProofingDocument20 pagesTT Water ProofingSourav Basak100% (1)
- DL-T 5358-2006 Technical Code For Anticorrosion of Metal Structures in Hydroelectric and Hydraulic EngineeringDocument43 pagesDL-T 5358-2006 Technical Code For Anticorrosion of Metal Structures in Hydroelectric and Hydraulic Engineeringsaliyarumesh2292No ratings yet
- Pa 3 PDFDocument0 pagesPa 3 PDFNageswara Rao BavisettyNo ratings yet
- 10045D-000-PI-SP-005 - Rev 0 - 07sep10Document21 pages10045D-000-PI-SP-005 - Rev 0 - 07sep10RVELEZNo ratings yet
- 2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Document202 pages2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Mrugesh Samsung.m31sNo ratings yet
- S-AAA-CORR (Rev.0-2015) PDFDocument19 pagesS-AAA-CORR (Rev.0-2015) PDFSwathish SivaprasadNo ratings yet
- Process Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsDocument16 pagesProcess Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsRichard TorrivillaNo ratings yet
- TR1969 - Ver.2.01 - Requirements For Bending and Flaring of PipingDocument13 pagesTR1969 - Ver.2.01 - Requirements For Bending and Flaring of PipingmusNo ratings yet
- l2 Heat Shrink Sleeve DrawingDocument4 pagesl2 Heat Shrink Sleeve Drawingresp-ectNo ratings yet
- Corrosion Protection SpecificationDocument19 pagesCorrosion Protection SpecificationAbhinav SinhaNo ratings yet
- SECTION 03230 Post-Tensioned TendonsDocument11 pagesSECTION 03230 Post-Tensioned TendonsMohammed Misbahuddin AsifNo ratings yet
- QP-SPC-L - 002 Rev 2, 16-05-2013Document89 pagesQP-SPC-L - 002 Rev 2, 16-05-2013Sathishkumar Ravi57% (7)
- Post Tensioning ManualDocument11 pagesPost Tensioning Manualimzee25100% (7)
- Tarecpir Project Spec Inst GuideDocument64 pagesTarecpir Project Spec Inst GuideFaizal YaacobNo ratings yet
- Process Industry Practices Coatings: PIP CTSL1000 Application of Internal LiningsDocument23 pagesProcess Industry Practices Coatings: PIP CTSL1000 Application of Internal LiningsSujita Sah100% (1)
- Attachment G - EPE Above Ground Coating SpecificationsDocument22 pagesAttachment G - EPE Above Ground Coating SpecificationsJohn RussellNo ratings yet
- ADDC Corrosion Protection StandardDocument23 pagesADDC Corrosion Protection StandardApsi LalNo ratings yet
- MPI PROCEDURE PLR AND STRUCTURESDocument17 pagesMPI PROCEDURE PLR AND STRUCTURESfajardojonathannahumNo ratings yet
- AMS2411Document9 pagesAMS2411Pankaj Shah100% (1)
- Inspection Test Plan: 1. Surface Preparation 2. Coating Applications 3. Concrete Repair 1. Surface PreparationDocument17 pagesInspection Test Plan: 1. Surface Preparation 2. Coating Applications 3. Concrete Repair 1. Surface PreparationPrakash SIngh Rawal100% (1)
- SPEC FOR T-Y STRAINERSDocument24 pagesSPEC FOR T-Y STRAINERSvishal bhamreNo ratings yet
- 01 Samss 042Document38 pages01 Samss 042বিপ্লব পালNo ratings yet
- Format To Industry Coating PDFDocument10 pagesFormat To Industry Coating PDFkolaaruNo ratings yet
- ACP Standards Saudi ArabiaDocument29 pagesACP Standards Saudi ArabiaRoland James Arimado50% (2)
- Thermal-Spray Coating NDE NeedsDocument3 pagesThermal-Spray Coating NDE NeedsKhin Aung ShweNo ratings yet
- Materials Technical Specification.: Stainless SteelDocument6 pagesMaterials Technical Specification.: Stainless SteelMario TirabassiNo ratings yet
- Annex 4 - SpecificationDocument4 pagesAnnex 4 - SpecificationduleepabowatteNo ratings yet
- Introduction To Piping Material ActivitiesDocument23 pagesIntroduction To Piping Material ActivitiesAnh Vân TrầnNo ratings yet
- M TP 014 2Document14 pagesM TP 014 2behnam197No ratings yet
- 10080-1-SS-PP-019Document34 pages10080-1-SS-PP-019SURAJ PRSADNo ratings yet
- Engineering Specification for Ceramic Fiber Blanket InsulationDocument5 pagesEngineering Specification for Ceramic Fiber Blanket InsulationlightsonsNo ratings yet
- Data Sheet - Product Selection and Specification - Ducting Equip and Acoustical InsulationDocument13 pagesData Sheet - Product Selection and Specification - Ducting Equip and Acoustical InsulationDaniella FergussonNo ratings yet
- Damaged Spool Replacement GuideDocument12 pagesDamaged Spool Replacement GuideMohsen KeramatiNo ratings yet
- Protective Coating PhilosophyDocument10 pagesProtective Coating PhilosophyAleem QureshiNo ratings yet
- Splash Zone Coating For Riser PipesDocument11 pagesSplash Zone Coating For Riser PipesĐiệnBiênNhâm100% (2)
- 234 D7091 344Document7 pages234 D7091 344Ivan AlanizNo ratings yet
- W-c-ss-014 Steel Coating Works SpecificationsDocument23 pagesW-c-ss-014 Steel Coating Works SpecificationswanroselanNo ratings yet
- 3 - SWCC Specification M02 Polyethylene Coating Rev0Document30 pages3 - SWCC Specification M02 Polyethylene Coating Rev0EngineerSajidAlam100% (1)
- Hot Tap Construction StandardDocument12 pagesHot Tap Construction StandardgfgfNo ratings yet
- Cartridge Filter Technical SpecificationDocument15 pagesCartridge Filter Technical SpecificationMurli RamchandranNo ratings yet
- SSP-M003 Thermal Isolation and LaggingDocument15 pagesSSP-M003 Thermal Isolation and LaggingBinh Dao100% (1)
- 6684-PIP-G00-EB-0006 - 000 - 02 - Technical Specification For Coating $ WRDocument8 pages6684-PIP-G00-EB-0006 - 000 - 02 - Technical Specification For Coating $ WRMuthu AlaguRajNo ratings yet
- Pressure Vessel Design Safety: Suryakant RanderiDocument46 pagesPressure Vessel Design Safety: Suryakant Randericonny julandaNo ratings yet
- ARCProcedure Guide MetalsDocument11 pagesARCProcedure Guide MetalsAlejandro Pedraza SuarezNo ratings yet
- LV Panel Boards - SpecificationDocument7 pagesLV Panel Boards - SpecificationduleepabowatteNo ratings yet
- INS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesDocument25 pagesINS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesenriqueNo ratings yet
- D 1970 - 00 Rde5nzatukveDocument7 pagesD 1970 - 00 Rde5nzatukvedaovandongpktNo ratings yet
- Vessel Linings SpecDocument8 pagesVessel Linings SpechiyeonNo ratings yet
- Facility Piping Construction SpecificationDocument18 pagesFacility Piping Construction SpecificationAmanSharmaNo ratings yet
- 17 Samss 007Document12 pages17 Samss 007Cherukunnon Jubu0% (1)
- SP-Q-1002.NGR-XXXX-006 - Pipe Coating Repair SystemDocument9 pagesSP-Q-1002.NGR-XXXX-006 - Pipe Coating Repair SystemSaravoot MetahNo ratings yet
- 01-Samss-046 10302013Document11 pages01-Samss-046 10302013Anonymous jKuXWubR8No ratings yet
- Clockwise rotation standard right hand fanDocument1 pageClockwise rotation standard right hand fanHector OrozcoNo ratings yet
- Parker CatDocument40 pagesParker Catdmt1905100% (1)
- Innovative: Intense Heat. Extreme Cold. Aggressive ChemicalsDocument2 pagesInnovative: Intense Heat. Extreme Cold. Aggressive ChemicalsHector OrozcoNo ratings yet
- Bro SigmaDocument2 pagesBro SigmakumarvasuNo ratings yet
- 1l7410a e 4 - Exaxa2 1PBDocument44 pages1l7410a e 4 - Exaxa2 1PBEduardo Muñiz67% (3)
- Ready Mix ConcreteDocument28 pagesReady Mix ConcreteLance Sabu100% (1)
- Preplaced Aggregate Concrete/ Prepacked Concrete: Produced in TWO STAGESDocument5 pagesPreplaced Aggregate Concrete/ Prepacked Concrete: Produced in TWO STAGESArpit GuptaNo ratings yet
- SHELLSDocument42 pagesSHELLSKanishka Sharma100% (1)
- Justifications for Using Robots in ManufacturingDocument12 pagesJustifications for Using Robots in ManufacturingAnil Sah100% (1)
- Det 375Document10 pagesDet 375nicesreekanthNo ratings yet
- Styrene Butadiene Rubber Production PlantDocument6 pagesStyrene Butadiene Rubber Production PlantHarold AldayNo ratings yet
- Carboguard 190HB: Selection & Specification DataDocument2 pagesCarboguard 190HB: Selection & Specification DataAchraf BoudayaNo ratings yet
- SOP 03 SP Painting Procedure PDFDocument5 pagesSOP 03 SP Painting Procedure PDFBalaji Guru100% (2)
- TS68Document52 pagesTS68finandariefNo ratings yet
- Compound Vapor Refrigeration System ExamplesDocument65 pagesCompound Vapor Refrigeration System Examplesm_alodat6144100% (1)
- Refining & Chemicals: Training CoursesDocument185 pagesRefining & Chemicals: Training CoursesJean-Louis KouassiNo ratings yet
- Lesson 10Document9 pagesLesson 10Prince VinceNo ratings yet
- Green ChemistryDocument28 pagesGreen ChemistryH Janardan PrabhuNo ratings yet
- Recovered Paper Recovery in MalaysiaDocument20 pagesRecovered Paper Recovery in MalaysiarexNo ratings yet
- MR Aviation Turbine Fuel (Def Stan 91 91 Issue 6)Document4 pagesMR Aviation Turbine Fuel (Def Stan 91 91 Issue 6)Karthik BalajiNo ratings yet
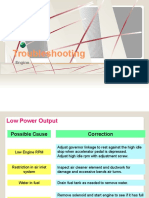
- Troubleshoot engine issues with this comprehensive guideDocument20 pagesTroubleshoot engine issues with this comprehensive guideAbdallah MansourNo ratings yet
- Thistle Grove E-Brochure PDFDocument17 pagesThistle Grove E-Brochure PDFougueway100% (1)
- CopperDocument21 pagesCopperdroy21No ratings yet
- Chemical Processing of CeramicsDocument737 pagesChemical Processing of CeramicsArindam DeyNo ratings yet
- A325n X SCDocument1 pageA325n X SCAnonymous ARMtmNKLNo ratings yet
- Manual 1U MICRO Compact PSX240xxx1F-x00 v2.1Document31 pagesManual 1U MICRO Compact PSX240xxx1F-x00 v2.1Bear DguNo ratings yet
- Refining HB 2000 For CD RomDocument10 pagesRefining HB 2000 For CD RomCarlos Alberto Ubillas AlcaldeNo ratings yet
- Enkadrain: High Performance Drainage Composites Product OverviewDocument12 pagesEnkadrain: High Performance Drainage Composites Product Overviewahmedmido14No ratings yet
- Ash Handling SystemDocument25 pagesAsh Handling Systemgpeck0012763No ratings yet
- Flame Resistant FinishesDocument32 pagesFlame Resistant FinishesNishu JalotiaNo ratings yet
- 46 Heat SinksDocument41 pages46 Heat SinksDhanus KodiNo ratings yet
- Solid & HWM Lecture No # 4Document56 pagesSolid & HWM Lecture No # 4Baz Mohammad MazaheriNo ratings yet
- CIP Session I Quiz-3Document4 pagesCIP Session I Quiz-3munna100% (6)
- Ips Katalog 2011 Engl WebDocument119 pagesIps Katalog 2011 Engl WebcslourencoNo ratings yet