You might also like
- ASHRAE Standards ListDocument9 pagesASHRAE Standards ListRahul DeshmukhNo ratings yet
- Asme VisualDocument2 pagesAsme VisualWelding Testing Services SASNo ratings yet
- Buildings Overpressure Calculation Workbook April 2012Document7 pagesBuildings Overpressure Calculation Workbook April 2012abid azizNo ratings yet
- Chapter-3-Bearing CapacityDocument20 pagesChapter-3-Bearing CapacityLiban HalakeNo ratings yet
- Jim Croce Operator PDFDocument9 pagesJim Croce Operator PDFBrentley Cauthen100% (1)
- API 610 DatasheetDocument7 pagesAPI 610 DatasheetagusnnnNo ratings yet
- ASME1Document3 pagesASME1ck19654840No ratings yet
- Introduction To Dislocations: Plastic Deformation in Crystalline MaterialsDocument16 pagesIntroduction To Dislocations: Plastic Deformation in Crystalline MaterialsMuhammad AliNo ratings yet
- Section1 P2Document1 pageSection1 P2Cashew PandaramNo ratings yet
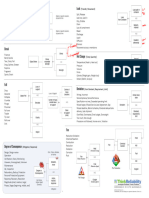
- Fundamental C-and-E Summary Page - v4 2016Document1 pageFundamental C-and-E Summary Page - v4 2016iJordanScribdNo ratings yet
- Fundamental C-and-E Summary Page - v4 2016 - BlankDocument1 pageFundamental C-and-E Summary Page - v4 2016 - BlankiJordanScribdNo ratings yet
- Functions From A Calculus Perspective: Tie It TogetherDocument1 pageFunctions From A Calculus Perspective: Tie It TogetherChandra KantNo ratings yet
- hjt0024 htx30 Spec Sheet v3 Fa 1575859766Document2 pageshjt0024 htx30 Spec Sheet v3 Fa 1575859766Igor TsarikovNo ratings yet
- TPM 1-5Document99 pagesTPM 1-5Vishal SambhavNo ratings yet
- Bearing Capacity of Skirted Foundations in Sand: AbstractDocument14 pagesBearing Capacity of Skirted Foundations in Sand: AbstractCat DenNo ratings yet
- Value Stream Mapping: Production ControlDocument4 pagesValue Stream Mapping: Production Controlمحمد اسد ارشدNo ratings yet
- Ohs PR 09 19 f10 (A) Chain Block InspectionDocument2 pagesOhs PR 09 19 f10 (A) Chain Block InspectionShafie ZubierNo ratings yet
- Normative enDocument1 pageNormative enzajednosexNo ratings yet
- Bridge Construction ScheduleDocument2 pagesBridge Construction SchedulerussellNo ratings yet
- Kelompok Melki Dualembang 216-212-213 Efraim Talukun 216-212-231 Stevanus Mangindo 216-212-238 Firman 216-212-208Document15 pagesKelompok Melki Dualembang 216-212-213 Efraim Talukun 216-212-231 Stevanus Mangindo 216-212-238 Firman 216-212-208reksian bungasarrangNo ratings yet
- Mixer Theory 1Document5 pagesMixer Theory 1Anonymous CMS3dL1TNo ratings yet
- 재료의기계쩍물성 Chap3Document101 pages재료의기계쩍물성 Chap3Choe JungwooNo ratings yet
- Tech Datasheet CL 543 2.0 TonDocument4 pagesTech Datasheet CL 543 2.0 TonManikanta Sai KumarNo ratings yet
- Off-The-Road Tyres: V-Steel L-TractionDocument2 pagesOff-The-Road Tyres: V-Steel L-TractionJamal HabbasNo ratings yet
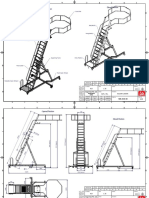
- Drawing Bulker LadderDocument2 pagesDrawing Bulker LadderAtul BagweNo ratings yet
- Nv4330 Ve10 Geofono 1Document1 pageNv4330 Ve10 Geofono 1Ernie Samir Tique PumacajiaNo ratings yet
- FLEXIBLE PAVEMENT DESIGN-student RevDocument74 pagesFLEXIBLE PAVEMENT DESIGN-student RevJosz LeaNo ratings yet
- Chapter 7 External Flows Lecture 2 and 3Document10 pagesChapter 7 External Flows Lecture 2 and 3freefromspam420No ratings yet
- ASTEN JOHNSON - CentraFlowDocument5 pagesASTEN JOHNSON - CentraFlowKristina ivanovicNo ratings yet
- Sugatsune Slider DatasheetDocument1 pageSugatsune Slider DatasheetpradenanNo ratings yet
- 3 NSQ FiltrationDocument35 pages3 NSQ FiltrationMashaelNo ratings yet
- Pages From Smith & Hendy 2009 6Document1 pagePages From Smith & Hendy 2009 6Napong SubanpongNo ratings yet
- All Gabion Wall Section-Final PrintDocument1 pageAll Gabion Wall Section-Final PrintSushant GiriNo ratings yet
- PDF 1 .Deskripsi-Tray-ColumnDocument13 pagesPDF 1 .Deskripsi-Tray-ColumnSalsabila Ainun NisaNo ratings yet
- Woup DS2 HBP Ea 4025 0001 - 001Document1 pageWoup DS2 HBP Ea 4025 0001 - 001胡子No ratings yet
- Western Builder Guide: Introducing The BCI 6000 1.8Document12 pagesWestern Builder Guide: Introducing The BCI 6000 1.8Mohamed ElfawalNo ratings yet
- PosterfinalDocument1 pagePosterfinalapi-195799565No ratings yet
- Conventional Water TreatmentDocument54 pagesConventional Water Treatmentanon_861705899No ratings yet
- High Profile Pulp Bale ClampDocument2 pagesHigh Profile Pulp Bale ClampxrealqimicoNo ratings yet
- File3e - Propellants - and - Perf - Damage Stimgun PDFDocument4 pagesFile3e - Propellants - and - Perf - Damage Stimgun PDFLuis Alfonso EstebanNo ratings yet
- How+to+Cobiax+ +SL+ (Slim+Line) FINALDocument4 pagesHow+to+Cobiax+ +SL+ (Slim+Line) FINALmohamed turkiNo ratings yet
- Xuyen Vinh PhucDocument66 pagesXuyen Vinh PhucChuquocdung ChuquocdungNo ratings yet
- CE5107 - Laterally Loaded Piles (Complete - 2 Slides Per Page)Document51 pagesCE5107 - Laterally Loaded Piles (Complete - 2 Slides Per Page)Martin ČudejkoNo ratings yet
- Chapter 6Document33 pagesChapter 6Zakiatil KhairahNo ratings yet
- Pali - RadiceDocument5 pagesPali - RadicecometNo ratings yet
- 8 Air Pocket 8 Air Pocket 8. Air Pocket 8. Air Pocket: The ProblemDocument5 pages8 Air Pocket 8 Air Pocket 8. Air Pocket 8. Air Pocket: The ProblemBhavya JainNo ratings yet
- PHY3001 - 2022 Lecture 3 - CopieDocument11 pagesPHY3001 - 2022 Lecture 3 - CopieCatherine GrivotNo ratings yet
- Session4 PDocument16 pagesSession4 PAniket BorseNo ratings yet
- Unit 1.2 Worksheet 1 - Indentifying and Evaluating FunctionsDocument3 pagesUnit 1.2 Worksheet 1 - Indentifying and Evaluating FunctionsFrankie Rose IIINo ratings yet
- PleuraDocument3 pagesPleuraAmrinder MaanNo ratings yet
- Practice 7Document6 pagesPractice 7My NguyễnNo ratings yet
- Flow Around A Three-Dimensional Bluff Body: 9Th International Symposium On Flow Visualisation, 2000Document10 pagesFlow Around A Three-Dimensional Bluff Body: 9Th International Symposium On Flow Visualisation, 2000Srikanth GoliNo ratings yet
- Lost Highway SongbookDocument38 pagesLost Highway SongbookJavier Cruz RodríguezNo ratings yet
- How To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred Growcock PDFDocument32 pagesHow To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred Growcock PDFrıdvan duranNo ratings yet
- Geo and Get Full Mark (3rd)Document144 pagesGeo and Get Full Mark (3rd)冰川No ratings yet
- Note Taking 2 PDFDocument2 pagesNote Taking 2 PDF녜인No ratings yet
- مصطلحات الهندسة المدنيةDocument18 pagesمصطلحات الهندسة المدنيةمهند مخلف الجبوريNo ratings yet
- Investigation of Wellbore Storage Effects On Analysis of Well Test DataDocument54 pagesInvestigation of Wellbore Storage Effects On Analysis of Well Test DataOmid Shahbazi100% (1)
- ETCE98 01 SampaioDocument9 pagesETCE98 01 SampaioOnkya SilenceNo ratings yet
- V-Steel L-Traction: Off-The-Road TiresDocument2 pagesV-Steel L-Traction: Off-The-Road TiresDadang SetyawanNo ratings yet
- Mate 232 Hoq Road RunnerDocument17 pagesMate 232 Hoq Road RunnerWilliam Henry Armstrong IVNo ratings yet
- Adobe Scan Dec 01, 2023Document21 pagesAdobe Scan Dec 01, 2023Amit SoniNo ratings yet
- 4.2 Principles of The CoolingDocument10 pages4.2 Principles of The CoolingAdam AlexNo ratings yet
- 2عمليات المخطط المصرديDocument4 pages2عمليات المخطط المصرديRashaq AlheetyNo ratings yet
- Procedure For Condenser Vacuum PullingDocument4 pagesProcedure For Condenser Vacuum PullingPulkit AgarwalNo ratings yet
- T6CC/T6DC/T6EC/T6ED Series: Parker Denison T6 Double Hydraulic Vane PumpDocument56 pagesT6CC/T6DC/T6EC/T6ED Series: Parker Denison T6 Double Hydraulic Vane Pumpbadawai sallamNo ratings yet
- Choose The Appropriate Answer To The Following Questions.: B. HeatDocument6 pagesChoose The Appropriate Answer To The Following Questions.: B. HeatCandice GalanzaNo ratings yet
- Centrifugal Compressor OperationDocument5 pagesCentrifugal Compressor OperationAbdus Saboor Khalid100% (4)
- 6 - NRG - Free SpanDocument23 pages6 - NRG - Free SpanBalanNo ratings yet
- Discussions: 1. Calculate The Heat Loss and Efficiency For Both Co-Current and Counter Current Processes. Heat Loss, QDocument7 pagesDiscussions: 1. Calculate The Heat Loss and Efficiency For Both Co-Current and Counter Current Processes. Heat Loss, Qrei ayanamiNo ratings yet
- Pump HouseDocument23 pagesPump HouseNIRAJ BHARTINo ratings yet
- Service Parts Manual: Series 40 M25 Axial Piston Tandem PumpDocument40 pagesService Parts Manual: Series 40 M25 Axial Piston Tandem Pumpjose manuel barroso pantojaNo ratings yet
- Schematic Diagram of ETP in TPSDocument3 pagesSchematic Diagram of ETP in TPSKapil_1983100% (1)
- Pressure Relief Valve ZDB Z2DBDocument8 pagesPressure Relief Valve ZDB Z2DBKikist ErsNo ratings yet
- Chem Chapter 13 LECDocument103 pagesChem Chapter 13 LECKnowledgeIsTruePowerNo ratings yet
- Spe 158716 MSDocument19 pagesSpe 158716 MSKatherine Prada100% (1)
- Elements of Vorticity in AerodynamicsDocument147 pagesElements of Vorticity in AerodynamicsHUGO FABRIZZIO MELGAR HERNANDEZNo ratings yet
- The 7 Flow Meters Used in The Oil and Gas IndustryDocument19 pagesThe 7 Flow Meters Used in The Oil and Gas IndustryصادقمحسنNo ratings yet
- Watts Regulator Potable Water Expansion Tank Sizing Program: Table ADocument5 pagesWatts Regulator Potable Water Expansion Tank Sizing Program: Table AJohn ANo ratings yet
- Titan: Technical and Performance DataDocument2 pagesTitan: Technical and Performance DataRahul S. ChandrawarNo ratings yet
- Pre-Commissioning ActivityDocument2 pagesPre-Commissioning ActivityDevendra DhumalNo ratings yet
- Admission Prospectus-Jiangsu UniversityDocument40 pagesAdmission Prospectus-Jiangsu UniversityCajetan Chimezie IferobiaNo ratings yet
- Propeller Design WorkshopDocument36 pagesPropeller Design WorkshopAnonymous 6sSHozW2ZFNo ratings yet
- K23900 - Kinematic Viscosity Bath - Technical DatasheetDocument1 pageK23900 - Kinematic Viscosity Bath - Technical Datasheetmoh_ichwanuddinNo ratings yet
- Life Cycle Costs WastewaterDocument6 pagesLife Cycle Costs WastewaterRicardo BarrosNo ratings yet
- Experimental Study of Natural Gas Hydrate Formation Kinetics and Inhibition in Brine and WaterDocument9 pagesExperimental Study of Natural Gas Hydrate Formation Kinetics and Inhibition in Brine and WaterOswaldo MontenegroNo ratings yet
- Manual HSD PumpDocument5 pagesManual HSD PumpAhmad Tedjo RukmonoNo ratings yet
- Groundwater ImpDocument26 pagesGroundwater ImpSanu Biswas 9102No ratings yet
- Form For Solar Pumping Cy 2023 Proposed Cy 2024Document11 pagesForm For Solar Pumping Cy 2023 Proposed Cy 2024fitz lagoNo ratings yet