You might also like
- Shipyard LayoutDocument5 pagesShipyard LayouttxjiangNo ratings yet
- Reverse EngineeringDocument13 pagesReverse Engineeringprashant6942100% (3)
- Computer Aided ManufacturingDocument28 pagesComputer Aided ManufacturingSheik AbdullahNo ratings yet
- General Fabrication of Steel Structures IDocument17 pagesGeneral Fabrication of Steel Structures IMihajloDjurdjevic100% (1)
- General Fabrication of of Steel Structures IDocument28 pagesGeneral Fabrication of of Steel Structures IMihajloDjurdjevicNo ratings yet
- 5988-4082EN Designers GuidDocument82 pages5988-4082EN Designers GuidAndreaNo ratings yet
- Class NK Good Maintenance Onboard ShipsDocument74 pagesClass NK Good Maintenance Onboard Shipsiacovosf836100% (2)
- Qualification of Welding Procedures and WeldersDocument10 pagesQualification of Welding Procedures and WelderstxjiangNo ratings yet
- SPC-0804.02-50.91 Rev D2 3D-CAD Model Review SpecificationDocument22 pagesSPC-0804.02-50.91 Rev D2 3D-CAD Model Review SpecificationAroon Kumar100% (1)
- AutoCAD Electrical 2020 for Electrical Control Designers, 11th EditionFrom EverandAutoCAD Electrical 2020 for Electrical Control Designers, 11th EditionNo ratings yet
- Sts OperationDocument39 pagesSts Operationtxjiang100% (3)
- Design in Context: Instruction IssueDocument12 pagesDesign in Context: Instruction IssueMathieu GrinbergNo ratings yet
- Flacs CFD ManualDocument658 pagesFlacs CFD ManualCyanNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- A Tool For Analysis of Costs On The Manufacturing of The HullDocument7 pagesA Tool For Analysis of Costs On The Manufacturing of The HullCleber001No ratings yet
- Application of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesDocument14 pagesApplication of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesSugan Prabhu100% (1)
- Complete PCB Design Using OrCAD Capture and PCB EditorFrom EverandComplete PCB Design Using OrCAD Capture and PCB EditorRating: 5 out of 5 stars5/5 (1)
- Introduction To CAD/CAMDocument81 pagesIntroduction To CAD/CAMTafesse100% (6)
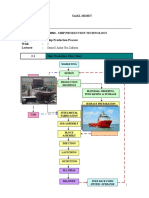
- Topic - 2 Ship Production ProcessDocument24 pagesTopic - 2 Ship Production ProcessMuhamad Nazren Mohamed Zaidi100% (1)
- Mechatronics Test Questions Set - 1Document13 pagesMechatronics Test Questions Set - 1ChippyVijayanNo ratings yet
- Stamping CAD-CAE Design General GuidelinesDocument14 pagesStamping CAD-CAE Design General Guidelinesjcastellon14370No ratings yet
- Adding True Bypass To A Vintage Big MuffDocument8 pagesAdding True Bypass To A Vintage Big MuffOliver SuttonNo ratings yet
- Fair Directory 02-2016Document44 pagesFair Directory 02-2016Ravichandran SNo ratings yet
- Plasma ChemistryDocument6 pagesPlasma ChemistryArief RomadhonNo ratings yet
- Ras Abu Aboud Stadium Daily Report 040 (20190613)Document4 pagesRas Abu Aboud Stadium Daily Report 040 (20190613)tuan50% (2)
- Cad Cam Third Edition Solution ManualDocument155 pagesCad Cam Third Edition Solution ManualGabriel Dias100% (2)
- Ship Design & Construction: From A To ZDocument6 pagesShip Design & Construction: From A To ZmalayrevaNo ratings yet
- Spesifikasi Siemens MRI AERA 1,5 TDocument2 pagesSpesifikasi Siemens MRI AERA 1,5 TDr.gendjutNo ratings yet
- Efficient Design of Outfitting & Machinery Spaces: R. de Góngora, SENER, Ingenieria y Sistemas S.A., SpainDocument7 pagesEfficient Design of Outfitting & Machinery Spaces: R. de Góngora, SENER, Ingenieria y Sistemas S.A., SpainRAwand17No ratings yet
- Ed5161 - Cad - Record (1) - 2 PDFDocument35 pagesEd5161 - Cad - Record (1) - 2 PDFNaveenprakash100% (1)
- Cybercut: An Internet-Based Cad/Cam SystemDocument33 pagesCybercut: An Internet-Based Cad/Cam SystemJitendra JainNo ratings yet
- Chapter 1Document7 pagesChapter 1Filiz ÖztürkNo ratings yet
- On Case Studies For Concurrent Engineering Concept in Shipbuilding IndustryDocument16 pagesOn Case Studies For Concurrent Engineering Concept in Shipbuilding IndustryAman BaghelNo ratings yet
- CAD/CAM and CNC Technologies Streamline Marine ManufacturingDocument14 pagesCAD/CAM and CNC Technologies Streamline Marine ManufacturingHaiqal MarizanNo ratings yet
- CV Nataraj M 19Document4 pagesCV Nataraj M 19Nataraj ShettyNo ratings yet
- Experiment No. 1: AIM: To Study About CAD, CAM and CAE Software and Its AdvantagesDocument8 pagesExperiment No. 1: AIM: To Study About CAD, CAM and CAE Software and Its AdvantagessuryavigneNo ratings yet
- Design Automation Nozzle Reinforcement Analysis For Pressure VesselDocument4 pagesDesign Automation Nozzle Reinforcement Analysis For Pressure VesselhgagNo ratings yet
- Computer Aided Progressive Die DesignDocument2 pagesComputer Aided Progressive Die DesignDeep AhireNo ratings yet
- Cad-Cam Manual PDFDocument34 pagesCad-Cam Manual PDFM.Saravana Kumar..M.E100% (2)
- Computer Aided Design and AnalysisDocument25 pagesComputer Aided Design and AnalysisOyedotun TundeNo ratings yet
- Case Study Report, PM SuperalloysDocument24 pagesCase Study Report, PM SuperalloysPunit JainNo ratings yet
- Computer-Aided Design Tool For GT Ventilation System DuctworksDocument10 pagesComputer-Aided Design Tool For GT Ventilation System DuctworkshgscanavinoNo ratings yet
- Parametric Design of Dies For Cutting and Drawing Using Catia EnvironmentDocument8 pagesParametric Design of Dies For Cutting and Drawing Using Catia EnvironmentTudorache Ionut- IulianNo ratings yet
- Design Through Engineering Integration of Connecting ROD: AbstractDocument4 pagesDesign Through Engineering Integration of Connecting ROD: Abstractketthegr8No ratings yet
- DO Seminar ReportDocument18 pagesDO Seminar ReportMithun N Gowda ME-MD-2019-21No ratings yet
- CADMATIC Outfitting Detail Design SuiteDocument6 pagesCADMATIC Outfitting Detail Design Suitemicsanche60No ratings yet
- JWC PDFDocument8 pagesJWC PDFJH_ProjectNo ratings yet
- ME1355-CAD / CAM Laboratory: Lab ManualDocument42 pagesME1355-CAD / CAM Laboratory: Lab ManualVeeria Chandran S100% (1)
- Fixture Design Criteria Phase IiDocument40 pagesFixture Design Criteria Phase IiNelson PaddyNo ratings yet
- J. L. Chenot E. Onate Modelling of Metal Forming Processes, by Kluwer Academic PublishersDocument8 pagesJ. L. Chenot E. Onate Modelling of Metal Forming Processes, by Kluwer Academic Publishersmazen banatNo ratings yet
- Cad Cam Lab ManualDocument75 pagesCad Cam Lab ManualHariprasad100% (1)
- Getting StartedDocument27 pagesGetting StartedCua TranNo ratings yet
- Design Automation of ShellDocument3 pagesDesign Automation of ShellProSISTEM Consulting (Ionut Michiu)No ratings yet
- Design and Fabrication Technology of A PAU and PARDocument7 pagesDesign and Fabrication Technology of A PAU and PAR1988praveen.mpNo ratings yet
- 2 Help - Introduction To CAMduct - AutodeskDocument2 pages2 Help - Introduction To CAMduct - AutodeskMOHAMED AKNo ratings yet
- Computer Aided Technologies Part - 1Document18 pagesComputer Aided Technologies Part - 1Swarn KumarNo ratings yet
- Aircraft Assembly Automation GuideDocument28 pagesAircraft Assembly Automation GuideSushma RajagopalNo ratings yet
- Computer-Aided Casting Design and Simulation PDFDocument9 pagesComputer-Aided Casting Design and Simulation PDFmonish KrishnaNo ratings yet
- The Role of Computer Aided Design (CAD) in The Manufacturing and Digital Control (CAM)Document16 pagesThe Role of Computer Aided Design (CAD) in The Manufacturing and Digital Control (CAM)Paddy Nji KilyNo ratings yet
- PED and PipingDocument8 pagesPED and PipingcaveshgmailcomNo ratings yet
- SSI Technical BrochureDocument16 pagesSSI Technical BrochureCanh Sanh LoNo ratings yet
- Design Guidelines: Obust and Ptimized Esigns ContinuedDocument3 pagesDesign Guidelines: Obust and Ptimized Esigns Continuedswap dNo ratings yet
- CATIA V5, SOLIDWORKS, NX CAD, AutoCAD Mechanical, ANSYS Workbench, HVAC, Revit MEP, ANSYS Fluent/CFD, Reverse Engineering, GD&T Software Course OverviewsDocument30 pagesCATIA V5, SOLIDWORKS, NX CAD, AutoCAD Mechanical, ANSYS Workbench, HVAC, Revit MEP, ANSYS Fluent/CFD, Reverse Engineering, GD&T Software Course Overviewscadd puthurNo ratings yet
- Computer Aided Process Planning (CAPP)Document30 pagesComputer Aided Process Planning (CAPP)brijkishor2017100% (1)
- 2008-Manufacturing Complexity Evaluation For Additive andDocument12 pages2008-Manufacturing Complexity Evaluation For Additive andsachinkashidNo ratings yet
- Computer Aided DesignDocument51 pagesComputer Aided DesignshranjuNo ratings yet
- A Parametric Blade Design System - AndersDocument50 pagesA Parametric Blade Design System - Andersaxeem1No ratings yet
- CADM Mod 2Document39 pagesCADM Mod 2Aswin MNo ratings yet
- CAE and CAM Research Report SummaryDocument12 pagesCAE and CAM Research Report Summaryshaharyar ahmedNo ratings yet
- Cathodic Protection Systems for Marine VesselsDocument6 pagesCathodic Protection Systems for Marine VesselstxjiangNo ratings yet
- NDTDocument18 pagesNDTtxjiangNo ratings yet
- IACS造船质量标准Document47 pagesIACS造船质量标准txjiangNo ratings yet
- FCV585 FCV620 Operator's Manual G 1-7-11Document57 pagesFCV585 FCV620 Operator's Manual G 1-7-11Katia QuispeNo ratings yet
- 0610 m16 QP 62Document12 pages0610 m16 QP 62faryal khanNo ratings yet
- Thyrotronic enDocument4 pagesThyrotronic enVladimirNo ratings yet
- Foreign Body Airway ObstructionDocument6 pagesForeign Body Airway ObstructionReeja RajeshNo ratings yet
- Mitsubishi Motors: Service ManualDocument29 pagesMitsubishi Motors: Service ManualCristobalNo ratings yet
- PSUTIL Documentation for Monitoring System ResourcesDocument77 pagesPSUTIL Documentation for Monitoring System ResourcesImam RiadiNo ratings yet
- GLOBAL GAME AFK IN THE ZOMBIE APOCALYPSE GAME Chapter 201-250Document201 pagesGLOBAL GAME AFK IN THE ZOMBIE APOCALYPSE GAME Chapter 201-250ganesh sarikondaNo ratings yet
- Experimental Monitoring of The Humber Bridge UsingDocument7 pagesExperimental Monitoring of The Humber Bridge Using정주호No ratings yet
- Top 21 Largest EMS Companies in WorldDocument22 pagesTop 21 Largest EMS Companies in WorldjackNo ratings yet
- General Description: Effective Distance Depends On Antenna, Tag and EnvironmentDocument2 pagesGeneral Description: Effective Distance Depends On Antenna, Tag and EnvironmentSHASHANK BHUSHANNo ratings yet
- Ship Construction: Second Mates - HANDOUTDocument117 pagesShip Construction: Second Mates - HANDOUTmaneeshNo ratings yet
- Category D Fluid ServiceDocument2 pagesCategory D Fluid Serviceaslam.ambNo ratings yet
- Bread and Pastry Production NCII June 10, 2019 - July 03, 2019 ReviewerDocument14 pagesBread and Pastry Production NCII June 10, 2019 - July 03, 2019 ReviewerJames BaculaNo ratings yet
- RCS England Trainees Guide To A Quality Improvement Project 2021Document17 pagesRCS England Trainees Guide To A Quality Improvement Project 2021Wee K WeiNo ratings yet
- Seminar Application of Nitrous Oxide in AutomobilesDocument20 pagesSeminar Application of Nitrous Oxide in AutomobilesSaikat BadyakarNo ratings yet
- Popular CultureDocument25 pagesPopular CultureVibhuti KachhapNo ratings yet
- 9709 s15 QP 12Document4 pages9709 s15 QP 12Abrar JahinNo ratings yet
- General Biology 1: Go Fast, or Slow Down?Document23 pagesGeneral Biology 1: Go Fast, or Slow Down?Mikhael OiraNo ratings yet
- Chap 5. Beam Analysis and Design PDFDocument61 pagesChap 5. Beam Analysis and Design PDFRafael Joshua LedesmaNo ratings yet
- Interpuls Novinki 2014Document64 pagesInterpuls Novinki 2014BaklanovaSVNo ratings yet
- Time Rates ExplainedDocument6 pagesTime Rates ExplainedAljohn Escalona100% (1)
- Philips HF C-Arm BrochureDocument2 pagesPhilips HF C-Arm Brochuregarysov50% (2)