You might also like
- Derinlemesine C Fundamentals ve Functional ProgrammingFrom EverandDerinlemesine C Fundamentals ve Functional ProgrammingRating: 3 out of 5 stars3/5 (2)
- Elektropnomatik Ve PLC ProgramlamaDocument61 pagesElektropnomatik Ve PLC ProgramlamaBaris AdaliNo ratings yet
- 1-Genel KavramlarDocument31 pages1-Genel KavramlarAklaak DlldlsNo ratings yet
- PLC Notları Ve Bazı UygulamalarDocument56 pagesPLC Notları Ve Bazı UygulamalarHangun3450% (2)
- PLC Eği̇ti̇mDocument42 pagesPLC Eği̇ti̇mKamil Bahadir100% (1)
- PLC (Programlanabilir Lojik. Denetleyici)Document92 pagesPLC (Programlanabilir Lojik. Denetleyici)Ogün ÖzpınarNo ratings yet
- PLC Ders SunusuDocument114 pagesPLC Ders SunusuHALİL KUMNo ratings yet
- PLC 'Yi TanıyalımDocument136 pagesPLC 'Yi TanıyalımSefa YılmazNo ratings yet
- PLC Gxm-40uDocument20 pagesPLC Gxm-40u142777No ratings yet
- PLC Ders SunusuDocument114 pagesPLC Ders SunusuFerit AkbulutNo ratings yet
- Tia Portal S7-1200 Temel Seviye KitapDocument80 pagesTia Portal S7-1200 Temel Seviye KitapDogukan KaraNo ratings yet
- Siemens s7 300 Egitim NotlariDocument65 pagesSiemens s7 300 Egitim NotlariOvunc AkilNo ratings yet
- Q EgitimDocument270 pagesQ EgitimahmetfatmaNo ratings yet
- PLC Ders NotuDocument28 pagesPLC Ders Notuapi-3738029100% (5)
- PIC Part1 BirleştirildiDocument174 pagesPIC Part1 BirleştirildiAklaak DlldlsNo ratings yet
- 2 PLC İç Yapisi Ve Bellek YapilariDocument30 pages2 PLC İç Yapisi Ve Bellek YapilariBilal BiliciNo ratings yet
- Programlanabi̇li̇r Kumanda Ci̇hazinin (PLC) Yapisi Ve Fonksi̇yonuDocument27 pagesProgramlanabi̇li̇r Kumanda Ci̇hazinin (PLC) Yapisi Ve Fonksi̇yonusaat plcNo ratings yet
- Plc’Ye Gi̇ri̇ş (2)Document26 pagesPlc’Ye Gi̇ri̇ş (2)tasdelenrumeysa00No ratings yet
- PLC6Document30 pagesPLC6m.emrullahfidanNo ratings yet
- PLC NedirDocument19 pagesPLC NedirEren37No ratings yet
- PLC Ders NotlariDocument16 pagesPLC Ders NotlariEmirhan DemirNo ratings yet
- PLC 'Yi TanıyalımDocument52 pagesPLC 'Yi TanıyalımSefa YılmazNo ratings yet
- PLC Lab KitapcigiDocument76 pagesPLC Lab KitapcigihusamettinturNo ratings yet
- PLC ÜNİTELERİ-2.haftaDocument11 pagesPLC ÜNİTELERİ-2.haftaSefa AkdemirNo ratings yet
- 1 Konvansi̇yonel Si̇stemler Ve PLCDocument17 pages1 Konvansi̇yonel Si̇stemler Ve PLCBilal BiliciNo ratings yet
- Ileri Seviye PLC Seminer Notları 2005 - 1 - 4Document44 pagesIleri Seviye PLC Seminer Notları 2005 - 1 - 4www.otomasyonegitimi.comNo ratings yet
- PlcDersNotları 2022Document77 pagesPlcDersNotları 2022Yasin OmurcaNo ratings yet
- Dijital Kontrol Sistemleri - Eemdersnotlari - Com - Çağlar GÜL Ders NotlarıDocument23 pagesDijital Kontrol Sistemleri - Eemdersnotlari - Com - Çağlar GÜL Ders NotlarıEEM Ders Notları100% (1)
- PLC Dersi Slayt GösterisiDocument47 pagesPLC Dersi Slayt Gösterisicino06No ratings yet
- PLC Föy YeniDocument27 pagesPLC Föy YeniAlper KuloğluNo ratings yet
- EKS 4-5-6 HaftaDocument10 pagesEKS 4-5-6 Haftasarp yılmazNo ratings yet
- RAKE Elektronik Ödevi-Beyza UYSALDocument11 pagesRAKE Elektronik Ödevi-Beyza UYSALBeyza UysalNo ratings yet
- Wi̇nplc TR Kullanim KilavuzuDocument72 pagesWi̇nplc TR Kullanim Kilavuzuwww.otomasyonegitimi.comNo ratings yet
- Pic16f877 (TR)Document107 pagesPic16f877 (TR)api-3810092100% (4)
- Mikrodenetleyiciler 4550 01Document12 pagesMikrodenetleyiciler 4550 01Adil KaradenizNo ratings yet
- PLC Genel BilgiDocument58 pagesPLC Genel BilgiyoungnwiseNo ratings yet
- Mekatronik Sistemler 7 PLCDocument27 pagesMekatronik Sistemler 7 PLChittaf_05No ratings yet
- Bolum PLCve OtomasyonDocument45 pagesBolum PLCve Otomasyonaysenur karacaNo ratings yet
- 1.1-DVP10MC Sistem Mimarisi Ve Mantıksal Işlevler - v02Document34 pages1.1-DVP10MC Sistem Mimarisi Ve Mantıksal Işlevler - v02sinanNo ratings yet
- Tia Portal S7-1200 KitapDocument144 pagesTia Portal S7-1200 Kitaphavers6399No ratings yet
- PLC PDFDocument269 pagesPLC PDFOtsegolectric Sam100% (1)
- Endüstriyel Kontrol Sistemi V3 Bölüm 1 PDFDocument26 pagesEndüstriyel Kontrol Sistemi V3 Bölüm 1 PDFmipunqNo ratings yet
- Lab1 v2Document5 pagesLab1 v2Ali Tahir KaraşahinNo ratings yet
- Otomasyon Sstemler Ders Notlari Yrddodr Birol Arfolu Yrddodr Ersoy BeerDocument15 pagesOtomasyon Sstemler Ders Notlari Yrddodr Birol Arfolu Yrddodr Ersoy BeerHasan AkdagNo ratings yet
- Ders 1 - Mikrodenetleyicilere GirişDocument20 pagesDers 1 - Mikrodenetleyicilere GirişErsin TaşNo ratings yet
- ATV32 ATV Logic TR PDFDocument38 pagesATV32 ATV Logic TR PDFAnonymous yQEJg3R4kNo ratings yet
- Temel Bi̇r Mi̇krobi̇lgi̇sayarin YapisiDocument12 pagesTemel Bi̇r Mi̇krobi̇lgi̇sayarin YapisiIbrahim UyarNo ratings yet
- PLC Notları 1Document24 pagesPLC Notları 1Oğuz DeğirmenciNo ratings yet
- PLC Notları 3Document13 pagesPLC Notları 3Oğuz DeğirmenciNo ratings yet
- PLC Notları 4Document18 pagesPLC Notları 4Oğuz DeğirmenciNo ratings yet
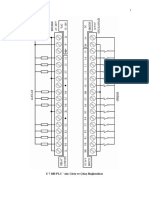
- S 7 200 PLC Nin Giriş Ve Çıkış BağlantılarıDocument2 pagesS 7 200 PLC Nin Giriş Ve Çıkış BağlantılarıOğuz DeğirmenciNo ratings yet