You might also like
- Sample Computation For Superheater Size and QuantityDocument7 pagesSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Boiler and Boiler CalculationsDocument7 pagesBoiler and Boiler CalculationsChaya Stia ClaluiNo ratings yet
- 15 TPH FBC Boiler ManualDocument348 pages15 TPH FBC Boiler ManualMuttappa T JainapurNo ratings yet
- Boiler CalculationsDocument16 pagesBoiler CalculationshuliplayNo ratings yet
- Boiler FormulasDocument5 pagesBoiler FormulasAnonymous 6Mb7PZjNo ratings yet
- Boiler Related QuestionDocument7 pagesBoiler Related QuestionBrijraj PandeyNo ratings yet
- Boiler Efficiency CalculationDocument17 pagesBoiler Efficiency CalculationSolai100% (4)
- Boe Exam Paper Sep 2013Document8 pagesBoe Exam Paper Sep 2013Sandip WarbheNo ratings yet
- Efficiency-Boiler & TurbineDocument21 pagesEfficiency-Boiler & TurbineAnand Swami100% (1)
- Boiler Calculations For Boiler Operation Engineer Exam (BOE)Document13 pagesBoiler Calculations For Boiler Operation Engineer Exam (BOE)Syam PrasadNo ratings yet
- Boiler DesignDocument35 pagesBoiler DesignAlsmoual AbdallaNo ratings yet
- CFBC OperationDocument110 pagesCFBC Operationmistryhardik89No ratings yet
- 4B. BOILER Efficency-D, ID Oil FiredDocument10 pages4B. BOILER Efficency-D, ID Oil Firedalokbdas100% (1)
- 210 MW Boiler Function System Cycles Main Auxiliaries OperationsDocument30 pages210 MW Boiler Function System Cycles Main Auxiliaries OperationsAhemad100% (2)
- Boiler Bed Height Formula - NirmaDocument1 pageBoiler Bed Height Formula - NirmaRaj Kumar100% (1)
- Boiler EfficiencyDocument12 pagesBoiler Efficiencyswaroop351No ratings yet
- An Overview of CFBC Boiler: By-Mukesh JhaDocument88 pagesAn Overview of CFBC Boiler: By-Mukesh Jhabalaji krishnan100% (2)
- Traveling Grate Boiler 50 TPH 95 KGCM 450CDocument52 pagesTraveling Grate Boiler 50 TPH 95 KGCM 450CMajid KhanNo ratings yet
- Boiler DesignDocument26 pagesBoiler Designkmas1612100% (1)
- Air Preheaters Superheaters EconomizersDocument26 pagesAir Preheaters Superheaters Economizerskowsar0221No ratings yet
- Boiler Mathematics (New Edition)Document5 pagesBoiler Mathematics (New Edition)AhmedUlBari100% (1)
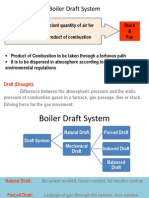
- Boiler Draft SystemDocument56 pagesBoiler Draft SystemAmit Chauhan78% (9)
- An Introduction To Boiler Design Basics: Budi L HakimDocument99 pagesAn Introduction To Boiler Design Basics: Budi L HakimJaya DiNo ratings yet
- CFBC Boilers: Quest Professional CircleDocument31 pagesCFBC Boilers: Quest Professional CircleMayur Patel100% (1)
- 4.1 BoilerDocument28 pages4.1 Boilerrashm006ranjanNo ratings yet
- Boiler Design and CalculationDocument1 pageBoiler Design and Calculationresham.gahla63% (8)
- Boiler QuestionsDocument39 pagesBoiler Questionssk3146100% (11)
- KKP Boiler Training Material - Vol 1Document92 pagesKKP Boiler Training Material - Vol 1parthi20065768No ratings yet
- Boiler Efficient, Safe & Emergency OperationDocument51 pagesBoiler Efficient, Safe & Emergency OperationShambhu MehtaNo ratings yet
- Standard - Boiler-Calculation PDFDocument24 pagesStandard - Boiler-Calculation PDFgkdora574100% (1)
- The Indian Boilers Act 1923Document16 pagesThe Indian Boilers Act 1923Anand Swami100% (1)
- Boiler CalculationDocument37 pagesBoiler CalculationFmJoy Dioko100% (2)
- Thermax IR-CFBC Conference Rajavel - DistributionDocument32 pagesThermax IR-CFBC Conference Rajavel - Distributionchada1971100% (4)
- Verification of Capacity of Secondary Air Fan For Bagasse Fired BoilerDocument2 pagesVerification of Capacity of Secondary Air Fan For Bagasse Fired BoilerAu TagolimotNo ratings yet
- Boiler CalculationDocument24 pagesBoiler Calculationmordidomi96% (27)
- Boilers of Thermal Power PlantsDocument150 pagesBoilers of Thermal Power PlantsanasawaisNo ratings yet
- Turbine Heat Rate and EfficiecyDocument48 pagesTurbine Heat Rate and EfficiecyPralay Raut100% (6)
- BOE IntroductionDocument18 pagesBOE IntroductionAnsuman Sen SharmaNo ratings yet
- CFBC Boiler CalculationDocument5 pagesCFBC Boiler Calculationabdul2wajidNo ratings yet
- Boe MCQDocument13 pagesBoe MCQSyam Prasad100% (1)
- Design of CFBC BoilerDocument86 pagesDesign of CFBC Boilerhalder.kalyan88% (8)
- Boiler Calculations For Boiler Operation Engineer Exam (BOE)Document13 pagesBoiler Calculations For Boiler Operation Engineer Exam (BOE)Syam PrasadNo ratings yet
- Heat Recovery Steam Generator 5Document29 pagesHeat Recovery Steam Generator 5Hitesh SinglaNo ratings yet
- h (V) (m) M (T) /η 45 (0.7734) (20) 1800 (298) /0.8Document9 pagesh (V) (m) M (T) /η 45 (0.7734) (20) 1800 (298) /0.8RajashekarBheemaNo ratings yet
- Boe NotesDocument98 pagesBoe Notessurya892100% (3)
- 2011 GJ Boe P-1Document10 pages2011 GJ Boe P-1Alok DoshiNo ratings yet
- Boiler Performance CalculationDocument1 pageBoiler Performance Calculationagusnnn50% (2)
- Economizer DesignDocument2 pagesEconomizer Designandremalta09100% (4)
- Sample Computation For Boiler EfficiencyDocument6 pagesSample Computation For Boiler Efficiencyra_tagolimotNo ratings yet
- G.Vignesh Assistant Professor VIT UniversityDocument41 pagesG.Vignesh Assistant Professor VIT UniversitymansurNo ratings yet
- Torrefiel Boiler, SecuredDocument61 pagesTorrefiel Boiler, SecuredKent Louie EyanaNo ratings yet
- Steam Trap & InsulationDocument16 pagesSteam Trap & Insulationreach_arindomNo ratings yet
- Mmchapter 7 Steam Generator and AuxilliariesDocument49 pagesMmchapter 7 Steam Generator and AuxilliariesKent Louie EyanaNo ratings yet
- Calculation of Boiler EfficiencyDocument14 pagesCalculation of Boiler EfficiencyBharat Choksi100% (1)
- Lecture 39Document8 pagesLecture 39MichealNo ratings yet
- Amine Processing Unit DEADocument9 pagesAmine Processing Unit DEAFlorin Daniel AnghelNo ratings yet
- Tutorial 5 E BalanceDocument3 pagesTutorial 5 E BalanceYi Ying Hannie100% (1)
- Fuels & CombustionDocument44 pagesFuels & CombustionKaran Thakur100% (1)
- D375A-6 Cooling SystemDocument26 pagesD375A-6 Cooling Systemalcowo100% (3)
- Alliant Power BulletinDocument2 pagesAlliant Power BulletinOmarNo ratings yet
- Dhi-Qar Training P&IDDocument71 pagesDhi-Qar Training P&IDmustafa1989ocNo ratings yet
- TA Handbook 1 EngDocument56 pagesTA Handbook 1 EngEvrard-Guespin Pauline100% (1)
- Me SystemsDocument29 pagesMe Systemskarthick_mariner92No ratings yet
- 1000 @145 PsiDocument43 pages1000 @145 Psihamdy ibrahimNo ratings yet
- JC API Plans PosterDocument1 pageJC API Plans PosterDumitrescuNo ratings yet
- Ceccato Professional PistonsDocument8 pagesCeccato Professional PistonsEber.CVNo ratings yet
- Cat Forklift Nr4000 24v Operation Maintenance ManualDocument26 pagesCat Forklift Nr4000 24v Operation Maintenance Manualrodneycox060901aqk100% (130)
- Valve Sizing Sample CalculationDocument6 pagesValve Sizing Sample Calculationanne_sibius100% (1)
- Troubleshooting Zaxis 3Document15 pagesTroubleshooting Zaxis 3jacklyn ade putra83% (18)
- 2020-2024 3rd and 4th Year B.tech - Mechanical SyllabusDocument74 pages2020-2024 3rd and 4th Year B.tech - Mechanical SyllabusSimply AmazingNo ratings yet
- PED Ch1Document17 pagesPED Ch1dpatel 2310No ratings yet
- Evolution of Paste Fill TechnologyDocument36 pagesEvolution of Paste Fill TechnologyBharat PanwarNo ratings yet
- Bài Tập Kỹ Thuật Điện TửDocument13 pagesBài Tập Kỹ Thuật Điện TửNguyenCanhBaoNo ratings yet
- Behrens PumpenDocument11 pagesBehrens PumpenCuit Tru LalaNo ratings yet
- Design of Water Distribution: 1.1.1. Storage ReservoirDocument12 pagesDesign of Water Distribution: 1.1.1. Storage ReservoirJonathan Jr Tejada100% (1)
- American Owned - American Built: Masonry - Grouting - Shotcrete - Gunite - Slabjacking - MiningDocument28 pagesAmerican Owned - American Built: Masonry - Grouting - Shotcrete - Gunite - Slabjacking - MiningIvica MilovanovicNo ratings yet
- Kobelco Compressor NewDocument20 pagesKobelco Compressor NewTayaChandranNo ratings yet
- CatalogoDME-DMS Coagulant PumpsDocument40 pagesCatalogoDME-DMS Coagulant PumpsRoga29No ratings yet
- 06-2 F Grease Lubrication PumpsDocument14 pages06-2 F Grease Lubrication Pumpsyudistira bataviapcNo ratings yet
- vnx.su дачия 1304-1305-1307 пикап ENGINE-F8QDocument620 pagesvnx.su дачия 1304-1305-1307 пикап ENGINE-F8Qcvn2No ratings yet
- Principle of Centrifugal PumpsDocument13 pagesPrinciple of Centrifugal Pumpsvisitabhinav100% (3)
- Winter, Duke Project LDRPDocument50 pagesWinter, Duke Project LDRPVirbhadra Barad0% (1)
- Denso - Ecd IIDocument26 pagesDenso - Ecd IIMohamed Yousif Hamad100% (3)
- JET 30 Multipurpose Single Pump UnitsDocument116 pagesJET 30 Multipurpose Single Pump UnitsAlberto VelásquezNo ratings yet
- Barracuda GRP 16-50: Electric Submersible Pumps With Cutter System For Sewage and EffluentDocument2 pagesBarracuda GRP 16-50: Electric Submersible Pumps With Cutter System For Sewage and EffluentDota NgNo ratings yet
- Jet Grouting To Construct A Soilcrete Wall Using...Document12 pagesJet Grouting To Construct A Soilcrete Wall Using...BajocarNo ratings yet
- Fuel Gas System V1Document6 pagesFuel Gas System V1Anonymous QSfDsVxjZNo ratings yet
- 2 - Tesco Top Drive Safety ManualDocument18 pages2 - Tesco Top Drive Safety Manualzanella88No ratings yet