You might also like
- Non Destructive TestingDocument78 pagesNon Destructive Testingsomashutosh100% (1)
- Welding Quality Control: TopicsDocument26 pagesWelding Quality Control: Topicsjcarlos7411No ratings yet
- Weld Inspection and RepairDocument10 pagesWeld Inspection and RepairDeepak Kumar Kant KesriNo ratings yet
- Lab Sheet 1-Visual InspectionDocument3 pagesLab Sheet 1-Visual InspectionSyamim AzmiNo ratings yet
- Training ReportDocument16 pagesTraining ReportJay MavaniNo ratings yet
- Zavarivanje Testovi NDTDocument13 pagesZavarivanje Testovi NDTborrisd988No ratings yet
- 10 - Destructive and Non-Destructive Tests Os WeldsDocument20 pages10 - Destructive and Non-Destructive Tests Os WeldsRamu Amara0% (1)
- Welding Visual Inspection and Tools PDFDocument21 pagesWelding Visual Inspection and Tools PDFtoby100% (3)
- Fired Pressure VesselDocument27 pagesFired Pressure VesselAmir ZamriNo ratings yet
- The Engineers EDGE - INTRO NDT - Webinar SessionDocument59 pagesThe Engineers EDGE - INTRO NDT - Webinar SessionKrishnamoorthi Venkatesan100% (2)
- Inspection and TestingDocument49 pagesInspection and Testingnavdeep minhasNo ratings yet
- Weld TestingDocument4 pagesWeld TestingjoaoNo ratings yet
- New NDTDocument166 pagesNew NDTAhmed ElhadyNo ratings yet
- The ABC's of Nondestructive Weld ExaminationDocument11 pagesThe ABC's of Nondestructive Weld ExaminationKeng LengNo ratings yet
- James NDTDocument61 pagesJames NDTjohn powerNo ratings yet
- Nondestructive Examination - 2013Document97 pagesNondestructive Examination - 2013Armadi Putra100% (1)
- Visual Inspection of WeldDocument1 pageVisual Inspection of Weldfallalovaldes100% (1)
- Fab 03 Non - Destructive TestingDocument25 pagesFab 03 Non - Destructive TestingRaghu vamshiNo ratings yet
- Visual Inspection BasicsDocument17 pagesVisual Inspection BasicsRiyaz BasheerNo ratings yet
- NDT-Nondestructive ExaminationDocument103 pagesNDT-Nondestructive ExaminationAgustine SetiawanNo ratings yet
- Lec 07-08 - NDT Introduction & VT & PTDocument54 pagesLec 07-08 - NDT Introduction & VT & PTAmalia Tri WNo ratings yet
- Visual Testing ProcedureDocument4 pagesVisual Testing ProcedureAnirban Sen Sharma100% (2)
- Welding Quality Control: TopicsDocument26 pagesWelding Quality Control: TopicsKamarul NizamNo ratings yet
- The ABC's of Nondestructive Weld ExaminationDocument10 pagesThe ABC's of Nondestructive Weld Examinationlethanhhai0306No ratings yet
- Welding Inspection PDFDocument15 pagesWelding Inspection PDFzsmithNo ratings yet
- A Review On Analysis Monitoring and Detection of Weld Defect Products IJERTV4IS110556 2Document4 pagesA Review On Analysis Monitoring and Detection of Weld Defect Products IJERTV4IS110556 2Abdul wahid ButtNo ratings yet
- Nondestructive Testing: Why, When, What and How?: Executive SummaryDocument9 pagesNondestructive Testing: Why, When, What and How?: Executive Summaryabderahmane aiadNo ratings yet
- NDT TeoryDocument174 pagesNDT Teorycaesar_jfking8063No ratings yet
- Visual Testing: - Asme - Section 5 (NDT) - Section 5 - Article 9 (VT)Document29 pagesVisual Testing: - Asme - Section 5 (NDT) - Section 5 - Article 9 (VT)MAXX ENGINEERS100% (1)
- Deepak 2021Document6 pagesDeepak 2021CHONKARN CHIABLAMNo ratings yet
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 pagesNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADNo ratings yet
- RSR NDT For Ut-II 2022Document143 pagesRSR NDT For Ut-II 2022Nikhil KashyapNo ratings yet
- Non Destructive TestingDocument78 pagesNon Destructive Testingjohn powerNo ratings yet
- Introduction To Non-Destructive ExaminationDocument26 pagesIntroduction To Non-Destructive ExaminationAhmedA.HassanNo ratings yet
- NDT of Welded Steel Tanks1 PDFDocument4 pagesNDT of Welded Steel Tanks1 PDFBulut Yildiz100% (1)
- Cswip 3 (1) .1 Bridge Examination QuestionDocument4 pagesCswip 3 (1) .1 Bridge Examination Questionmunna100% (2)
- Weld Inspection and RepairDocument23 pagesWeld Inspection and RepairIlter KocamanNo ratings yet
- Non-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentDocument40 pagesNon-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentAniket DhoneNo ratings yet
- NDT Awareness Training: Click To Edit Master Subtitle StyleDocument22 pagesNDT Awareness Training: Click To Edit Master Subtitle Styleelsama101No ratings yet
- Non Destructive TestingDocument9 pagesNon Destructive Testingpavan pawanNo ratings yet
- TUV India PRESSURE VESSEL InspectionDocument24 pagesTUV India PRESSURE VESSEL InspectionParthiban NCNo ratings yet
- Fracture TestDocument2 pagesFracture TestRafeek ShaikhNo ratings yet
- Shell Plate Dimension CheckDocument7 pagesShell Plate Dimension Checksetak0% (1)
- Worldofndt Com Procedure For VT Welds BPVCDocument13 pagesWorldofndt Com Procedure For VT Welds BPVCMohammed Mosaad LyricsNo ratings yet
- QC EngineerDocument4 pagesQC EngineerPankaj ShrivastvaNo ratings yet
- Welding InspectionDocument15 pagesWelding InspectionSreedhar Patnaik.MNo ratings yet
- Introduction To NDTDocument50 pagesIntroduction To NDTSuresh SenanayakeNo ratings yet
- Chapter 2 Visual Inspection VT 2012 Applied Welding EngineeringDocument4 pagesChapter 2 Visual Inspection VT 2012 Applied Welding EngineeringJames LeonNo ratings yet
- Visual Testing IN Asnt Level IiDocument49 pagesVisual Testing IN Asnt Level IiMAXX ENGINEERSNo ratings yet
- Testing and Inspection of WeldsDocument20 pagesTesting and Inspection of Welds7harma V1swaNo ratings yet
- Quality Control Work in Pipe MillDocument4 pagesQuality Control Work in Pipe MillPankaj ShrivastvaNo ratings yet
- M 468 ContentDocument67 pagesM 468 Contentamr kouranyNo ratings yet
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&AFrom EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&ANo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsFrom EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsRating: 4.5 out of 5 stars4.5/5 (3)
- Corrosion Control for Offshore Structures: Cathodic Protection and High-Efficiency CoatingFrom EverandCorrosion Control for Offshore Structures: Cathodic Protection and High-Efficiency CoatingRating: 3.5 out of 5 stars3.5/5 (2)
- A Quick Guide to Welding and Weld InspectionFrom EverandA Quick Guide to Welding and Weld InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Metal Stitching or MetalockingDocument1 pageMetal Stitching or MetalockingnaveenNo ratings yet
- Marine Growth Preventive SystemDocument3 pagesMarine Growth Preventive SystemnaveenNo ratings yet
- Battery Room: ConstructionalDocument1 pageBattery Room: ConstructionalnaveenNo ratings yet
- ME Expansion Tank Level Going LowDocument4 pagesME Expansion Tank Level Going LownaveenNo ratings yet
- E-Assessment QuestionsDocument189 pagesE-Assessment Questionsnaveen100% (1)
- Singapore Polytechnic: MPA E-Assessment Guide For MEO COC 1/2Document76 pagesSingapore Polytechnic: MPA E-Assessment Guide For MEO COC 1/2naveen100% (1)
- E-Assessment QuestionsDocument189 pagesE-Assessment Questionsnaveen100% (1)
- Con Rod Crank PinDocument2 pagesCon Rod Crank PinnaveenNo ratings yet
- ECA CO ProcedureDocument2 pagesECA CO ProcedurenaveenNo ratings yet
- EKG Final QuestionsDocument4 pagesEKG Final QuestionsnaveenNo ratings yet
- Mpa Questions 2022Document2 pagesMpa Questions 2022naveenNo ratings yet
- BWM (International Convention For The Control and Management of The Ship's Ballast Water and Sediments)Document1 pageBWM (International Convention For The Control and Management of The Ship's Ballast Water and Sediments)Saiful IslamNo ratings yet
- Refrigerent Compressor Stopping ProcedureDocument1 pageRefrigerent Compressor Stopping ProcedurenaveenNo ratings yet
- Ref Comp Manual StartDocument2 pagesRef Comp Manual StartnaveenNo ratings yet
- Ref Comp Auto StartDocument2 pagesRef Comp Auto StartnaveenNo ratings yet
- Cargo Comp Starting ProcedureDocument2 pagesCargo Comp Starting ProcedurenaveenNo ratings yet
- 009 32 - Fy15 CH2Document89 pages009 32 - Fy15 CH2shalabyahmed100% (1)
- Scope of The Railway ProjectDocument35 pagesScope of The Railway ProjectTAHER AMMARNo ratings yet
- Integrated Management System ManualDocument14 pagesIntegrated Management System ManualATTALLH100% (5)
- Quality Control Operator TrainingDocument73 pagesQuality Control Operator TrainingAizaz FarhatNo ratings yet
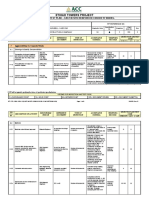
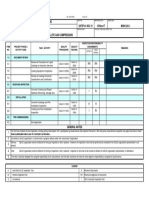
- Etihad Towers Project: Inspection & Test Plan - Cast in Situ Reinforced Concrete WorksDocument8 pagesEtihad Towers Project: Inspection & Test Plan - Cast in Situ Reinforced Concrete WorksjiniNo ratings yet
- Role of Regulatory Bodies and Professional OrganizationDocument28 pagesRole of Regulatory Bodies and Professional OrganizationSimran Simz100% (4)
- 051223Document5 pages051223Lucas EmmanoelNo ratings yet
- Manual GilsonDocument274 pagesManual GilsonHugo CartagenaNo ratings yet
- Bisnis Maritim - Kelas B - Kelompok 8 - Chapter 8Document30 pagesBisnis Maritim - Kelas B - Kelompok 8 - Chapter 8adityaNo ratings yet
- Integrated Management Systems Manual Without Company RefDocument17 pagesIntegrated Management Systems Manual Without Company ReflkjhiuhNo ratings yet
- Document No. 1-102 Rev. No. 0 Date 3-Sep-20 Sub-Vendor List & Categorization Plan For Chlorine Di-Oxide Plant PackageDocument1 pageDocument No. 1-102 Rev. No. 0 Date 3-Sep-20 Sub-Vendor List & Categorization Plan For Chlorine Di-Oxide Plant PackagepukhrajsoniNo ratings yet
- Asme Section Ii A Sa-426 PDFDocument6 pagesAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Itp For Row (Right of Way) Construction B-QAC-PLN-210-39153Document12 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Itp For Row (Right of Way) Construction B-QAC-PLN-210-39153ZaidiNo ratings yet
- GB090-ZZZZ-250-IN-MR-004 - RFQ For Metering Systems Rev.a - 11162012Document12 pagesGB090-ZZZZ-250-IN-MR-004 - RFQ For Metering Systems Rev.a - 11162012abdelmalek boudjemaaNo ratings yet
- Andre Susanto CV in ADB CV FormatDocument9 pagesAndre Susanto CV in ADB CV Formatrabbit_39No ratings yet
- E 585 - e 585M - 01 - Rtu4ns0wmqDocument6 pagesE 585 - e 585M - 01 - Rtu4ns0wmqDavid Drolet TremblayNo ratings yet
- Mil PRF 25567eDocument13 pagesMil PRF 25567eAviasafe AviationNo ratings yet
- Gearbox MaintenanceDocument19 pagesGearbox MaintenanceShafee Ahmad0% (1)
- K-CW-HS-ST-007 Lifting Operations 18.0Document3 pagesK-CW-HS-ST-007 Lifting Operations 18.0Faizan AliNo ratings yet
- Job Description-Maintenance EngineerDocument2 pagesJob Description-Maintenance Engineerblack_3289No ratings yet
- Supplier Application Form B: 1. OrganizationDocument9 pagesSupplier Application Form B: 1. OrganizationMumad MuhammadNo ratings yet
- Tender 164Document83 pagesTender 164martinNo ratings yet
- Saudi Aramco Typical Inspection Plan: Coating Application On Concrete Surfaces SATIP-H-003 - 01 15-Nov-17 MAH-SA-CDocument1 pageSaudi Aramco Typical Inspection Plan: Coating Application On Concrete Surfaces SATIP-H-003 - 01 15-Nov-17 MAH-SA-CAbdul HannanNo ratings yet
- Steel Erection MethodologyDocument26 pagesSteel Erection MethodologyLiniel de JesusNo ratings yet
- Mil F 24385FDocument24 pagesMil F 24385FjwochNo ratings yet
- Steam Turbine Inspection Bhel PDFDocument26 pagesSteam Turbine Inspection Bhel PDFMohammedBujair100% (4)
- Fireguard Bladder Tank Proportioning System: Technical DataDocument4 pagesFireguard Bladder Tank Proportioning System: Technical Datavinoj chandranNo ratings yet
- Implementing Rules and Regulations PD 9514 S 2008Document10 pagesImplementing Rules and Regulations PD 9514 S 2008Meidior CuetoNo ratings yet
- School of Architecture, Building & Design: Highpark Suites, Kelana JayaDocument42 pagesSchool of Architecture, Building & Design: Highpark Suites, Kelana JayaZue Rai Fah100% (1)
- Fireclass Prec En13 Logbook - 0Document20 pagesFireclass Prec En13 Logbook - 0axwellNo ratings yet