Professional Documents
Culture Documents
2500 MTPD of Ammonia From Naphtha: Nfc-Iet Multan
Uploaded by
jaish khanOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
2500 MTPD of Ammonia From Naphtha: Nfc-Iet Multan
Uploaded by
jaish khanCopyright:
Available Formats
2500 MTPD OF AMMONIA FROM NAPHTHA
Contents
INTRODUCTION:..........................................................................................................................
1.1 Ammonia...............................................................................................................................
1.1.1 History of Ammonia...........................................................................................................
1.1.3 Raw Material Used.............................................................................................................
1.1.4 Anhydrous Ammonia Properties:.......................................................................................
1.1.5 Expansion in the industry...................................................................................................
1.1.5.1 Improvement in NH3 Production process:.....................................................................
1.1.6 Uses of Ammonia:............................................................................................................
1.1.6.1 Minor and Emerging Uses:............................................................................................
1.2 Naphtha................................................................................................................................
1.2.1 Properties:.........................................................................................................................
1.2.2 Production of Naphtha in Refineries and Uses:................................................................
1.2.3 Exported Naphtha specification of ARL:.........................................................................
1.3 Ammonia in Pakistan:..........................................................................................................
1.3.1 PakArab fertilizer ltd. (Pfl) Multan..................................................................................
1.3.2 Fauji fertilizer ltd. Goth Macchi.......................................................................................
1.3.2.1 Base Unit-Goth Machhi(Plant-1)...............................................................................
1.3.2.2 Expansion Unit-Goth Machhi(Plant-II).....................................................................
1.3.3 FFC Ltd. Mirpur Mathelo.:...............................................................................................
1.3.4 Agritech Ltd. Daudkhel:...................................................................................................
1.3.5 Engro Chemicals ltd. Dharki:...........................................................................................
1.3.6 Dawood Hercules Chemicals Limited:.............................................................................
1.4 Ammonia Production in Pakistan:.......................................................................................
1.5 Naphtha Exports at Loss:.....................................................................................................
1.6 Capacity:..............................................................................................................................
MANUFACTURING PROCESS..................................................................................................
2.1 Haldor Topsoe A/S Process.................................................................................................
2.2 Kellogg Brown and Roots Advanced Ammonia Process (KAAP).....................................
2.3 Krupp Uhde GmbH ammonia Process................................................................................
2.4 Haber process:.....................................................................................................................
2.5 Braun Purifier process:........................................................................................................
2.6 Foster Wheeler Process:......................................................................................................
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
2.7 ICI process:..........................................................................................................................
2.8 Selection Criteria of Process:...................................................................................................
2.8.1 Advantages:......................................................................................................................
2.8.2 Disadvantages:..................................................................................................................
2.9 Process Description:................................................................................................................
2.9.1 Main Section.....................................................................................................................
2.9.2 Desulfurizer......................................................................................................................
2.9.3 Steam Reforming..............................................................................................................
2.9.4 Carbon monoxide Conversion..........................................................................................
2.9.4.1 HTSC.........................................................................................................................
2.9.4.2 LTSC..........................................................................................................................
2.9.5 CO2 Absorption.................................................................................................................
2.9.6 Methanation......................................................................................................................
2.9.7 Ammonia Synthesis..........................................................................................................
2.10 Process Flow Diagram:......................................................................................................
MATERIAL BALANCE...............................................................................................................
3.1 Primary Reformer:...............................................................................................................
3.2 Secondary Reformer:...........................................................................................................
3.3 High Temperature Shift Convertor (HTSC):.......................................................................
3.4 Low Temperature Shift Convertor (LTSC):........................................................................
3.5 Absorber:.............................................................................................................................
3.6 Methanator:..........................................................................................................................
3.7 Concertor:............................................................................................................................
ENERGY BALANCE...................................................................................................................
4.1 Primary Reformer................................................................................................................
4.2 Secondary Reformer............................................................................................................
4.3 High Temperature Shift Convertor (HTSC)........................................................................
4.4 Low Temperature Shift Convertor (LTSC).........................................................................
4.5 Methanator...........................................................................................................................
4.6 Convertor.............................................................................................................................
EQUIPMENT DESIGN.................................................................................................................
5.1 Reactor.................................................................................................................................
5.1.1 Introduction...................................................................................................................
5.1.2 Justification...................................................................................................................
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
5.1.4 Design calculations.......................................................................................................
5.1.5 Catalytic reactor............................................................................................................
5.1.6 Reactor thickness..........................................................................................................
5.2 Heat Exchanger....................................................................................................................
5.2.1 Shell and Tube Heat Exchanger.......................................................................................
5.2.2 Heat Exchangers Selection Criteria.............................................................................
5.2.3 Reasons of Maximum Utilization of this Exchanger..................................................
5.2.4 Design Standards for Shell and Tube Heat Exchangers..............................................
5.2.5 Fluid Allocation in Tube Side and Shell Side.............................................................
5.3 Compressor..........................................................................................................................
5.4 Absorber..............................................................................................................................
5.5 Separator..............................................................................................................................
5.6 Pressure Let Down Valve....................................................................................................
COST ESTIMATION....................................................................................................................
6.1 Factors Affecting Investment and Production Costs:..........................................................
6.1.1 Types of Capital Cost Estimates:......................................................................................
6.1.2 Cost Indexes:....................................................................................................................
6.1.3 Methods for Estimating Capital:.......................................................................................
6.2 Cost of Equipments..............................................................................................................
6.3 Direct Cost...........................................................................................................................
6.4 Indirect Cost.........................................................................................................................
6.5 Fixed Capital Investment.....................................................................................................
6.6 Total Capital Investment......................................................................................................
6.7 Total Product Cost...............................................................................................................
6.8 Net Profit.............................................................................................................................
6.9 Payout Period.......................................................................................................................
6.10 Rate of Return....................................................................................................................
INSTRUMENTATION and CONTROL......................................................................................
7.1 General Control system.......................................................................................................
7.1.1 Feed Forward Control:......................................................................................................
7.1.2 Feed Back Controller:.......................................................................................................
7.3 Process Variables:................................................................................................................
7.3.1 Temperature Measurements:............................................................................................
7.3.2 Pressure Measurements:...................................................................................................
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
7.3.3 Flow measurement:.........................................................................................................
7.3.4 Level Measurement:.......................................................................................................
7.4 Automatic Control Mechanism:........................................................................................
7.4.1 Proportional controller (P)..............................................................................................
7.4.2 Proportional integral controller (PI)...............................................................................
7.4.3 Proportional derivative controller (PD)..........................................................................
7.3.4 Proportional Integral Derivative Controller....................................................................
SITE SELECTION FOR PROCESS...........................................................................................
8.1 Site Selection:........................................................................................................................
8.1.1 Raw materials availability:.............................................................................................
8.1.2 Energy availability:.........................................................................................................
8.1.3 Meteorological data:.......................................................................................................
8.1.4 Market Study..................................................................................................................
8.1.5 Transport Availability.....................................................................................................
8.1.6 Water Supply..................................................................................................................
8.1.7 Waste Disposal...............................................................................................................
8.1.8 Labor Supply..................................................................................................................
8.1.9 Taxation and Legal Restrictions.....................................................................................
8.1.10 Site Characteristics.......................................................................................................
8.1.11 Safety and Environmental Measures............................................................................
8.1.12 Community Factors......................................................................................................
8.1.13 Others:...........................................................................................................................
8.2 Selecting Site for Project:......................................................................................................
HAZOP & SAFETY....................................................................................................................
9.1 Safety.................................................................................................................................
9.1.1 OSHA Hazard Communication Standard.......................................................................
9.2 HAZOP Study....................................................................................................................
9.2.1 When to Perform a HAZOP?..........................................................................................
9.2.2 Characteristics...........................................................................................................
9.2.3 Common Uses...........................................................................................................
9.2.4 Limitation of HAZOP Study.....................................................................................
9.2.5 Procedure for HAZOP Analysis................................................................................
9.2.6 Definition of some Useful Items...............................................................................
9.2.7 Main Process of the HAZOP Analysis:.....................................................................
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
REFERENCES............................................................................................................................
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
CHAPTER 1
INTRODUCTION
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
INTRODUCTION:
In this chapter we have discussed about Ammonia and Naphtha. The
whole chapter comprises of their history, physical and chemical properties, Raw
materials used for their manufacturing, Expansion in overall industries in Pakistan
according to the production point of view and about the market analysis and survey.
1.1 Ammonia
Ammonia is an intermediate product in the manufacture of nitrogenous fertilizers. It is
also used for direct application to the soil and in aqua condition with solutions of other
nitrogenous fertilizers like ammonium nitrate and/or urea. Besides these, ammonia finds
applications in the production of nitric acid, soda ash, cleaning agents, leather tanning,
petroleum refining, pulp & paper industry, textiles, refrigeration, rubber & synthetic resin
industries, explosives and food & beverages.
1.1.1 History of Ammonia
The history of ammonia cannot be detached from the large subject of nitrogen supply to
the fertilizer and chemical industry. In the early days of chemical industry dependence
was placed on natural and waste products of various kinds. Ammonia is the most stable
form of “fixed nitrogen” which is used as an essential part of almost all types of
fertilizers.
Before 1800, the principle sources of nitrogen were by product, organic material of
various types which include manure, seed, meals, fish scraps, leather scraps and slaughter
wastage.
First of all‘Priestly’ produced ammonia in 1754 by heating “sub-ammonia (ammonium
chloride) with lime. The new compound was named for Egyptian god arm mow, because
ammonium chloride was first made fourth century (B.C) from camel dung near the
temple of arm mow.
In 1975, Hildebraud tried to synthesize ammonia from nitrogen and hydrogen at
atmospheric pressure. In 1923, Dobernier realized that a catalyst would be needed for
practical method. Between 1850 &1900, the general development of physical chemistry,
the new concept of mass action chemical equilibrium did much to pave the way for
ammonia synthesis.
First full plant scale was placed on stream in Badishe Aniline – und soda Fabric A.G.
(BASF) by Fritz Haber and Carl Bosch at Oppau. Germany.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
The process became commercial Haber-Bosch process. Although several processes have
developed since 1913.The main differences were the methods for the preparation of
synthesis gas, the purification of synthesis gas, the design of ammonia convertor and
method of receiving ammonia from converted flue gas.
Prior to 1945, coat and coke oven gas was the major raw material used for the production
of hydrogen required for ammonia synthesis. During the past 35 years, there has been a
trend towards the use of petroleum products. Most of the plants built during the past 25
years, throughout the world designed for the use of a natural gas, heavy oil as feed
material. During last 15 years, Naphtha has become the most popular feed material in the
areas where natural gas is not present. At present almost all of the ammonia plants in
USA are based on natural gas.
1.1.3 Raw Material Used
Ammonia is produced by the reaction between nitrogen (N2) and hydrogen (H2)
N2 + 3H2 → 2NH3
Source of Nitrogen is atmospheric air and following hydrocarbons are generally used as
the source of hydrogen.
Natural gas
Naphtha
Heavy Oil
Other sources of hydrogen which were used earlier for manufacture of Ammonia are:
1) Semi-water gas made by gasification of coke/ coal with steam.
2) Hydrogen produced by electrolysis of water.
3) By product Hydrogen from chlorine production.
1.1.4 Anhydrous Ammonia Properties:
Table 1.1 Physical Properties of Ammonia
Property Value or Detail
Molecular Mass 17.03 g/mol
Colour Colourless
Odour Sharp, Irritating
Physical State Gas (at room temperature)
Melting Point -77.7oC
Boiling point -33.35 oC
Flash Point 11 oC
Decomposition Point 500 oC
Density(Gas) 0.7710 g/L
Density(Liquid) 0.6818 g/L
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Vapour Density 0.5697
Critical Temperature 132.4 oC
Critical Pressure 111.3atm
Heat Of Fusion 58.1 kJ/mol
Heat Of Vaporization 23.3 kJ/mol
Heat Of combustion -316 kJ/mol
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Chemical Properties:
Table 1.2 Chemical Properties of Ammonia
Property Value or Details
Chemical Formula NH 3
Type Of Base Weak
Affinity(Water) High
Corrosiveness Corrosive to Some Metals
Oxidation Power Strong Reducing Agent
Reactivity Quite Reactive
Volatility Increases with increase in pH
1.1.5 Expansion in the industry
Major expansion of the ammonia industry began in 1963.The demand for nitrogen based
fertilizer throughout the world and the prospects for increased consumption in future
years stimulate fertilizer producers to build many new ammonia plants. During the last 8
years, a trend has developed towards building large scale train plants with capacities of
600 to 1500 tons per day. During the last quarter century many improvements have been
made in plant equipment, catalysts and instrumentation. These developments have
contributed to substantiate reduction in the capital cost and operation costs of ammonia
plants.
In 1960, the world production of ammonia was about 13 million ton. The use of ammonia
can be apprehended by the fact that in 1967, 12 million of ammonia was manufactured in
United States of America raised to 18 million tons the very next year.
Major development of ammonia began in 1963, so that ammonia requirement for the
fertilizer industry can be fulfilled. During the last quarter century many improvements
have been made in plant design technology. Significant improvements have been made
in plant equipment catalyst and instrumentation .These developments have caused a
substantiate reduction in capital cost and operation costs of ammonia plants. Research
work is not so ancient .At the time of Independence, there was no ammonia industry in
Pakistan. The trend of ammonia industry was developed with the use of fertilizer. The
start of fertilizer/ammonia industry was taken up in after 1960’s during the rule of Field
Marshal Ayyub Khan. Afterwards many fertilizer industries were set up in Pakistan in
private as well as public sector. Now National Fertilizer Corporation of Pakistan is
making its best efforts for the prosperity.
Since 1954the following sweeping changing in the technology of ammonia manufacture
has taken place.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1 Feed ranging from natural gas to naphtha have been processed by steam
hydrocarbon reforming at pressure up to 500lb/in2 gauge.
2 Electric power consumption has been reduced to practically zero due primarily
to the use of a highly efficient energy cycle which incorporates high pressure
steam generation in conjunction with the maximum use of turbine drives to
pumps and centrifugal compressors.
3 Enormous improvements in the gas purification processes .several low utility
process are available for CO2 removal including promoted MEA, promoted hot
potassium carbonate process, sulfinol, the two stage Tri ethanol amine /Mon
ethanolamine system and others. Moreover, removal of residual CO has been
enormously simplified by the use of the methanation system. Space
requirements for the purification system have been minimized.
4 Improved heat recovery, particularly in the reformer effluent system and the
various catalyst reaction services.
5 Efficient use for steam
6 Use of higher activity catalyst for all the process services. The introduction of
low temperature shift conversion catalyst has simplified the design of the raw
gas generation system and permitted substantial reduction in the quantity of feed
processed in the reformer because of the associated reduction in purge in the
synthesis loop.
7 Plant capacities have been increased from 600 to 1700 tons/day as 100% single
train operations throughout the unit including the ammonia convertor. In
addition, there have been significant improvements in the fabrication of
ammonia convertors. Full closure convertors can be offered in a wide range of
capacities and operating pressures. Moreover, the internal layout of ammonia
convertors have been modified in the direction of low pressure drop which still
retaining efficient distribution of gas through the catalyst beds. The number of
catalyst beds for the quench –type convertor has been optimized. Also, more use
has been made of reduced size synthesis catalyst which has reduced both the
volume of catalyst and the convertor size by 10-25% depending on the size of
catalyst used and the available pressure drop of the loop.
8 Improvement in compressor design for all process service. Centrifugal
compressors can be provided for the synthesis gas service for pressure up to
4700lb/in(g) for size in excess of 1700 tons /day operating over a wide range of
speeds and horsepower.
9 Development of improved method for feed desulfurization including hydro
desulphurization of naphtha feeds. Improvements in both cobalt molybdenum
catalyst and zinc oxide sulfur absorbent catalyst have enabled all feeds to be
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
desulfurized to levels of less than 0.25 ppm sulfur, thus ensuring protection of
reforming catalyst against sulfur poisons with a resultant long catalyst life.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1.1.5.1 Improvement in NH3 Production process:
1940 to 1952
Main features:
Capacity : 150T/D
CO2 Removal system : Water wash, 20% MEA
No. of NH3 converter : 3
Process characteristics
1 .Low pressure catalyst reforming of natural gas i.e. (0.6-1.0)kg/cm2
2. Low pressure efficiency High power consumption.
1953
Main features:
Capacity : 160T/D
CO2 Removal system : 20% MEA
No. of NH3 converter : 2
Process characteristics
1. First increase in reforming i.e. 4.2 kg/cm2
2. Substantial reduction in power consumption
3. Gas holder and associated operation eliminated
1955
Main features:
Capacity : 300T/D
CO2 Removal system : 20% MEA Hot k2co3
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
No. of NH3 converter : 1
Process characteristics
1. Reduction in Fuel & power consumption
2. First use of centrifugal compression in raw synthesis gas service.
3. Additional feeds processed include refinery gas and naphtha.
4. Use of Hot K2CO3 for CO2 removal.
5. Further increase in reformer pressure i.e. 8.8 kg/cm2
1960 to 1962
Main features:
Capacity : 360T/D
CO2 Removal system : 20% MEA
No. of NH3 converter : 1
Process characteristics
1. Further increase in reformer pressure i.e. (14.5-18.4)kg/cm2
2. Elimination of copper liquor system.
3. Elimination of compression in raw gas.
4. Use of high air pre-heat for secondary reformer.
5. Internal main folding of reformer catalyst lube to reduce heat losses.
6. Greater recovery of heat of reaction for all catalytic services.
1963
Main features:
Capacity : 320T/D
CO2 Removal system : 20% MEA
No. of NH3 converter : 1
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Process characteristics
Further increase in reformer pressure i.e. (21-28.3)kg/cm2
High thermal efficiency, reduced fuel consumption
Introduction of improved low temperature co shift catalyst.
Reduced purge rate in synthesis loop.
1964
Main features:
Capacity : 600T/D
CO2 Removal system : 20% MEA
No. of NH3 converter : 1
Process characteristics
1. First single train 600 ton ammonia plant.
2. First use of centrifugal compressor to compress synthesis gas to 150 atm.
3. Approximately 80% of all compression horsepower (including air +
Refrigeration) based on use of centrifugal machines.
1965 to 1972
Main features:
Capacity : 600 to 1700T/D
CO2 Removal system : 20% MEA Vertrocoke
Catacarb, Carsol, Sulfinol,
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
TEA/MEA
No. of NH3 converter : 1
Process characteristics
1. Further increase in reformer pressure in conjunction with low pressure
synthesis i.e. (31.7-33.5)kg/cm2.
2. Entire synthesis gas compression (including recycling service) handled by a
two stage centrifugal compressor for synthesis pressure up to 220 atm.
3. All compression services based on centrifugal compressors.
4. Synthesis up to 320atm accommodated by centrifugal compressor (using
three stage machines).
5. High efficiency energy cycle in conjunction with more use of steam turbine
for pump and compressors for high pressure steam generation.
6. Low pressure consumption (especially zero to some design).
7. Low feed and utility cost.
8. High secondary reformer air pre-heat temperature, mild primary reformer
condition despite increase in reformer pressure.
9. First 1700 ton ammonia plant based on a single train operation.
10. Improved low pressure drop ammonia convertor design.
1.1.6 Uses of Ammonia:
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Fertilizer
Approximately 83% (as of 2004) of ammonia is used as fertilizers either as its salts or as
solutions. Consuming more than 1% of all man-made power, the production of ammonia
is a significant component of the world energy budget.
Precursor to nitrogenous compounds
Ammonia is directly or indirectly the precursor to most nitrogen-containing compounds.
Virtually all synthetic nitrogen compounds are derived from ammonia. An important
derivative is nitric acid. This key material is generated via the Ostwald
process by oxidation of ammonia with air over a platinum catalyst at 700–850 °C, ~9
atm. Nitric oxide is an intermediate in this conversion:
NH3 + 2 O2 → HNO3 + H2O
Nitric acid is used for the production of fertilizers, explosives, and many organic nitrogen
compounds.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Cleaner
Household ammonia is a solution of NH 3 in water (i.e., ammonium hydroxide) used as a
general purpose cleaner for many surfaces. Because ammonia results in a relatively
streak-free shine, one of its most common uses is to clean glass, porcelain and stainless
steel. It is also frequently used for cleaning ovens and soaking items to loosen baked-on
grime. Household ammonia ranges in concentration from 5 to 10 weight percent
ammonia.
1.1.6.1 Minor and Emerging Uses:
Refrigeration – R717
Because of its favorable vaporization properties, ammonia is an attractive refrigerant. It
was commonly used prior to the popularization of chlorofluorocarbons (Freon’s).
Anhydrous ammonia is widely used in industrial refrigeration applications and hockey
rinks because of its high energy and low cost. The Kalina cycle, which is of growing
importance to geothermal power plants, depends on the wide boiling range of the
ammonia-water mixture. Ammonia is used less frequently in commercial applications,
such as in grocery store freezer cases and refrigerated displays due to its toxicity.
For remediation of gaseous emissions
Ammonia is used to scrub SO2 from the burning of fossil fuels, and the resulting product
is converted to ammonium sulfate for use as fertilizer. Ammonia neutralizes the nitrogen
oxides (NOx) pollutants emitted by diesel engines. This technology, called SCR (selective
catalytic reduction), relies on a vanadium-based catalyst.
As a fuel
Ammonia was used during World War II to power buses in Belgium, and in engine and
solar energy applications prior to 1900. Liquid ammonia was used as the fuel of the
rocket airplane, the X-15. Although not as powerful as other fuels, it left no soot in the
reusable rocket engine and its density approximately matches the density of the oxidizer,
liquid oxygen, which simplified the aircraft's design.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Ammonia has been proposed as a practical alternative to fossil fuel for internal
combustion engines. The calorific value of ammonia is 22.5 MJ/kg (9690 BTU/lb) which
is about half that of diesel. In a normal engine, in which the water vapor is not condensed,
the calorific value of ammonia will be about 21% less than this figure. It can be used in
existing engines with only minor modifications to carburetors/injectors.
To meet these demands, significant capital would be required to increase present
production levels. Although the second most produced chemical, the scale of ammonia
production is a small fraction of world petroleum usage. It could be manufactured from
renewable energy sources, as well as coal or nuclear power. It is however significantly
less efficient than batteries. The 60 MW Rjukan dam in Telemark, Norway produced
ammonia via electrolysis of water for many years from 1913 producing fertilizer for
much of Europe. If produced from coal, the CO2 can be readily sequestrated (the
combustion products are nitrogen and water). In 1981 a Canadian company converted a
1981 Chevrolet Impala to operate using ammonia as fuel.
Ammonia engines or ammonia motors, using ammonia as a working fluid, have been
proposed and occasionally used. The principle is similar to that used in a fireless
locomotive, but with ammonia as the working fluid, instead of steam or compressed air.
Ammonia engines were used experimentally in the 19th century by Goldsworthy
Gurney in the UK and in streetcars in New Orleans in the USA.
Antimicrobial agent for food products
As early as in 1895 it was known that ammonia was "strongly antiseptic. It requires 1.4
grams per liter to preserve beef tea. Anhydrous ammonia has been shown effective as
an antimicrobial agent for animal feed and is currently used commercially to reduce or
eliminate microbial contamination of beef. The New York Times reported in October,
2009 on an American company, Beef Products Inc., which turns fatty beef trimmings,
averaging between 50 and 70 percent fat, into seven million pounds per week of lean
finely textured beef by removing the fat using heat and centrifugation, then disinfecting
the lean product with ammonia; the process was rated by the US Department of
Agriculture as effective and safe on the basis of a study (financed by Beef Products)
which found that the treatment reduces E. coli to undetectable levels. Further
investigation by The New York Times published in December, 2009 revealed safety
concerns about the process as well as consumer complaints about the taste and smell of
beef treated at optimal levels of ammonia.
As a stimulant in sports
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Ammonia has found significant use in various sports – particularly the strength sports
of power lifting and Olympic weightlifting as a respiratory stimulant (psychoactive
drugs).
Textile
Liquid ammonia is used for treatment of cotton materials, give properties
like Mercerization (It is a treatment for cotton fabric and thread that gives fabric or yarns
a lustrous appearance and strengthens them using alkalies). In particular, it is used for
pre-washing of wool.
Lifting gas
At standard temperature and pressure ammonia is lighter than air, and has approximately
60% of the lifting power of hydrogen or helium. Ammonia has sometimes been used to
fill weather balloons as a lifting gas. Because of its relatively high boiling point
(compared to helium and hydrogen), ammonia could potentially be refrigerated and
liquefied aboard an airship to reduce lift and add ballast (and returned to a gas to add lift
and reduce ballast).
Woodworking
Ammonia was historically used to darken quarter sawn white oak in Arts & Crafts and
Mission style furniture. Ammonia fumes react with the natural tannins in the wood and
cause it to change colors.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1.2 Naphtha
It normally refers to a number of flammable liquid mixtures of hydrocarbons, i.e., a
component of natural gas condensate or a distillation product from petroleum, coal tar or
peat boiling in a certain range and containing certain hydrocarbons. It is a broad term
covering among the lightest and most volatile fractions of the liquid hydrocarbons in
petroleum. Naphtha is a colorless to reddish-brown volatile aromatic liquid, very similar
to gasoline.
In petroleum engineering, full range naphtha is defined as the fraction of hydrocarbons in
petroleum boiling between 30 °C and 200 °C. It consists of a complex mixture of
hydrocarbon molecules generally having between 5 and 12 carbon atoms. It typically
constitutes 15–30% of crude oil, by weight. Light naphtha is the fraction boiling between
30 °C and 90 °C and consists of molecules with 5–6 carbon atoms. Heavy naphtha boils
between 90 °C and 200 °C and consists of molecules with 6–12 carbons.
Naphtha is used primarily as feedstock for producing high octanegasoline (via the
catalytic reforming process). It is also used in the bitumen mining industry as a diluents,
the petrochemical industry for producing olefins in steam crackers, and the chemical
industry for solvent (cleaning) applications. Common products made with it include
lighter fluid, fuel for camp stoves, and some cleaning solvents.
1.2.1 Properties:
To obtain the product known as naphtha, a complex soup of chemicals is broken into
another range of chemicals, which are then graded and isolated mainly by their specific
gravity and volatility.
Naphtha is insoluble in water.
They are colorless (with a kerosene odor) or red-brown (with an aromatic odor).
They are incompatible with strong oxidizers. Less dense naphtha’s ("light
naphtha’s") have higher paraffin content. They are therefore also
called paraffinic naphtha. The denser naphtha’s ("heavy naphtha’s") are usually
richer in naphthenes and aromatics.
Table 1.3 Properties of Naphtha
Property Value or Detail
Molecular weight 100-215
Specific gravity 0.75-0.85
Boiling point 70-430 °F
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
vapor pressure 5 mm mercury
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1.2.2 Production of Naphtha in Refineries and Uses:
Naphtha is obtained in petroleum refineries as one of the intermediate products from the
distillation of crude oil. It is a liquid intermediate between the light gases in the crude oil
and the heavier liquid kerosene. Naphtha is volatile, flammable and has a specific gravity
of about 0.7. The generic name naphtha describes a range of different refinery
intermediate products used in different applications. To further complicate the matter,
similar naphtha types are often referred to by different names.
The different naphtha’s are distinguished by:
density (g/ml or specific gravity)
PONA, PIONA or PIANO analysis, which measures (usually in volume percent but
can also be in weight percent):
Paraffin content (volume percent)
Iso paraffin content (only in a PIONA analysis)
Olefins content (volume percent)
Naphthenic content (volume percent)
Aromatics content (volume percent)
Paraffinic (or light) naphtha
The main application for paraffinic ("light") naphtha is as feedstock in the petrochemical
production of olefins. This is also the reason they are sometimes referred to as "light
distillate feedstock" or LDF. (These naphtha types may also be called "straight run
gasoline" (SRG) or "light virgin naphtha" (LVN).)
When used as feedstock in petrochemical steam crackers, the naphtha is heated in the
presence of water vapor and the absence of oxygen or air until the hydrocarbon molecules
fall apart. The primary products of the cracking process are olefins (ethylene / ethene,
propylene / propene and butadiene) and aromatics (benzene and toluene). These are used
as feed stocks for derivative units that produce plastics (polyethylene and polypropylene,
for example), synthetic fiber precursors (acrylonitrile), and industrial chemicals (glycols,
for instance).
Heavynaphtha
The "heavy" naphtha can also be used in the petrochemical industry, but they are more
often used as feedstock for refinery catalytic reformers where they convert the lower
octane naphtha to a higher octane product called reformate. Alternative names for these
types are "straight run benzene" (SRB) or "heavy virgin naphtha" (HVN).
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Additional applications
Naphtha’s are also used in other applications, such as:
In the production of gasoline.
in industrial solvents and cleaning fluids
an oil painting medium
The sole ingredient in the home cleaning fluid Energize, which has been
discontinued. You can purchase this type of naphtha at any hardware store.
an ingredient in shoe polish
An ingredient in some lighter fluids for wick type lighters such as Zippo lighters.
an adulterant to petrol
A fuel for portable stoves and lanterns, sold in North America as white
gas or Coleman fuel.
historically, as a probable ingredient in Greek fire (together with grease, oil, sulfur,
and naturally occurring saltpeter from the desert)
A fuel for fire spinning, fire juggling, or other fire performance equipment which
creates a brighter and cleaner yet shorter burn.
To lightly wear the finish off guitars when preparing "relic" instruments.
To remove oil from the aperture blades of camera lenses, which if present can slow
the movement of the blades, leading to overexposure.
1.2.3 Exported Naphtha specification:
Table 1.4 Naphtha Specification
Test Description Units Test Model ARL Space
Max/Min
Specific Gravity 15.5/15.5°C - D-1298 0.65-0.74
-
Colour Say bolt - D-156 +30
Min
Copper strip corrosion - D-130 1
Max
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
at 50°C (122°F)
Mercaptan Sulphur ppm D-3227 3
Min
Total Sulphur ppm D-1266 50
Max
Reid Vapor Pressure psi D-323 12
Max
@ 37.8 kpa
Lead ppb IP-224 25
Max
Distillation o
C ASTM-86
IBP 25
Min
End Point 180
Max
PONA Vol% ASTM 65
Min
Paraffins D-1319
Olefins 1
Max
Arsenic ppb UOP-296 20
Max
Organic Chloride ppm UOP-317 1
Max
Mercury ppb APHA-320A 1
Max
Oxygenates ppm - Nil
Max
1.3 Ammonia in Pakistan:
Pakistan is an agricultural country where about 72% of the total population not only
resides in rural areas but also relies for its sustenance on Agri-activities. This sector is
contributing a lion's share in the national economy. Most of the national economic target
is dependent on the performance of our agricultural sector; It contributes 24% to the; total
GDP. Cotton, Rice, Sugarcane and Wheat are major crops having economics importance.
The fertilizer is an important input, which boosts the Agri-production. Unfortunately, it is
used three times lower in our country than that of the developed countries in the world.
We are not still self-sufficient in producing our staple food grain, soil deterioration,
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
nutrient mining. And there is insufficient and inadequate use of fertilizer. The industries
that produce ammonia in Pakistan are listed below:
1. PakArab fertilizer ltd. Multan
2. Fauji fertilizer ltd. Goth Macchi.
3. Paksaudi Fertilizers (Now FFC) Ltd. Mirpur Mathelo.
4. Pak American (Agritech) Ltd. Daudkhel
5. Engro Chemicals ltd. Dharki.
6. Dawood Hercules Ltd. Lahore.
1.3.1 PakArab fertilizer ltd. (Pfl) Multan
Pak Arab was first established on 15 th November,1972 by the federal government to
further strengthen and develop fraternal ties between Islamic Republic of Pakistan and
state of Abu-Dhabi. Pfl is largest fertilizer complex in Pakistan and only factory that is
producing CAN(Calcium Ammonium Nitrate) and NP(Nitro Phosphate).It uses Pullman
Kellogg’s catalytic Steam hydrocarbon reforming process for the production of ammonia.
It uses (56 to 62 million cubic feet/day) of natural gas as a raw material supplied by
SNGPL. Ammonia plant was first
established on 27 September 1978.its annual capacity of producing ammonia is 316,800
MTonns.
1.3.2 Fauji fertilizer ltd. Goth Macchi
Fauji Fertilizer Company Limited (FFCL), is a public listed company, incorporated in
1978. It was a joint venture between Fauji Foundation Pakistan and M/S HaldorTopsoe
A/S Denmark. At Goth Machhi, in District Rahim Yar Khan, FFC operates the largest
fertilizer producing complex in Pakistan. The plant has an initial capacity of 330,000
Met/Year (june 1982) and was upgraded to 403,000 Met/Year (Revamped 1992) of
Ammonia.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1.3.2.1 Base Unit-Goth Machhi(Plant-1)
The plant starts up in June 1982 having a designed capacity of 330,000 Met/Year of
ammonia and was upgraded to 403,000 Met/Year in July, 1992
1.3.2.2 Expansion Unit-Goth Machhi(Plant-II)
It was initialized with a design capacity of 363,000 Met/Year of ammonia in 1993.
1.3.3 FFCLtd. Mirpur Mathelo.:
Fauji Fertilizer Company Limited (FFC) is the largest chemical fertilizer producer
of Pakistan with biggest market share in the country. It was established by the Fauji
Foundation which holds a controlling interest.FFC was established in 1978 as a joint
venture of Fauji Foundation and Haldor Topsoe. The first urea complex was
commissioned in 1982. Plant-1 was improved in 1992, and a second plant was built in
1993. In the year 2002, FFC acquired ex Pak Saudi Fertilizers Limited (PSFL) Urea Plant
situated at Mirpur Mathelo, District Ghotki from National Fertilizer Corporation (NFC)
through a privatization process of the Government of Pakistan. It starts up in Oct, 1980
and then merged with FFC on 1 July, 2002. It has a designed capacity of producing
330,000 Met/year of ammonia and after that capacity was enhanced to 413,000 Met/year
on Feb, 2009.
1.3.4 Agritech Ltd. Daudkhel:
Agritech Limited (formerly Pak American Fertilizers Limited) was incorporated in 1959
as unquoted public limited company. Our company remained wholly owned subsidiary of
National
Fertilizer Corporation of Pakistan. Pak American Fertilizers is a urea manufacturing
Plant with annual Production capacity of 346,500 tons. Now it’s using DCS technique. Its
designed capacity of producing ammonia is 600 MTPD and now it is operatingbetween
650 to 750 MTPD of ammonia.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1.3.5 Engro Chemicals ltd. Dharki:
Engro fertilizer is the world’s largest single train ammonia-urea plant in Daharki, which
has a production capacity of 268,000 tons per annum.
1.3.6 Dawood Hercules Chemicals Limited:
It is a large manufacturer of urea fertilizer in Pakistan under the Bubber Sher brand name.
The company was founded in 1971, and its plant is located near Sheikhupura, about 28
Km from Lahore, in the province of Punjab. The manufacturing facility was established
in 1968 as a joint venture with Hercules Chemicals Inc. of the USA. It was the first
private sector venture in Pakistan to receive a loan from the World Bank and was the
largest ammonia/urea plant in country at that time. Initially designed to produce625
MTPD of ammonia but now upgraded to produce 850 MTPD of ammonia.
1.4 Ammonia Production in Pakistan:
Table 1.5 Ammonia production in Pakistan
INDUSTRIES AMMONIA CAPACITY
(MTPA)
PakArab fertilizer ltd.(Pfl) Multan 316,800
FFC (Goth Macchi). 403,000
FFC (Mirpur Mathelo) 413,000
Pak American (Agritech) Ltd. Daudkhel 237,250
Engro Chemicals ltd. Dharki 268,000
Dawood Hercules Ltd. Lahore. 310,250
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1.5 Naphtha Exports at Loss:
Exports of naphtha from Pakistan also dropped in recent months. The data shows that the
cumulative quantity of two different grades of the hydrocarbon mixture exported from the
country in the first eight months of the current fiscal stood at 895,588 tons, compared
with almost 920,000 tons exported in the corresponding period of last year. Overall
production of local refineries has been limited in the past few months.
Naphtha is a by-product of crude oil, obtained through refineries. The substance is used
for making paraxylene, which is in turn used to make polyester fibre utilized by the
textile sector.
Our refineries cannot control the proportion of different petroleum products made in the
refining process, so even though there is no capacity to make paraxylene in the country,
we cannot reduce the production of naphtha for other variants.
The analyst explained that naphtha is exported at relatively cheaper rates, only to be
imported in the form of paraxylene which is a lot more costly.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
While the quantity of naphtha exports has not registered a significant increase, rising
prices helped shore up the export value. During the July-February period of year 2011
$698.7 million worth of naphtha was exported, compared with exports of $609.8 million
during the same period last year. Asian naphtha prices climbed above $1000 per ton in
March for the first time in 30 months in 2011.different refineries that export naphtha on
yearly bases are listed under.
Table 1.6 Naphtha export per Annum
REFINERYEXPORT (Tons/Annum)
NRL 300,000
PRL 178460
ARL 200,000
BOSICOR 37,000
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Dhodak 83,000
PARCO---
Total Country Exports Potential 798460
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1.6Capacity:
Pakistan is likely to face shortage of up to 400,000 tons urea in December, 2011 due to
unavailability of natural gas used as a raw material for ammonia that further produces
urea. Even after imports by the Trading Corporation of Pakistan (TCP) of 440,000 tons.
There would be a urea shortage of at least 200,000 tons in December 2011, which is the
peak urea consumption time in Rabi because of wheat sowing. It can go up to 400,000
tons in case of delay in import. Majority of urea shipments are coming from Russia and
China, which might arrive at Gwadar port in 20 to 25 days.
Table 1.7 Urea Export
Companies Urea Exports
(tons)
Dreymor (Russia and China) 100,000
Keytrade (Russia and China) 150,000
Middle East 75,000
Transammonia 100,000
Indian Potash Ltd. 90,000
Industry sources said production losses due to continued curtailment of gas from the Sui
Northern Gas Pipelines Limited (SNGPL) to urea manufacturers are also complicating
this situation. Rabi Season could still be shielded from acute shortage if all fertilizer
plants were operated in November and December to cover December demand of up to
800,000 tons to 850,000 tons of urea. In order to overcome the shortage of natural gas
which is a raw material for ammonia that is used in urea manufacturing. We have decided
to build a plant that can produce 2500 MTPD of ammonia using naphtha as a source
instead of natural gas. It may provide benefit in economics of country. And we may
reduce the short fall.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
CHAPTER 2
PROCESS DESCRIPTION
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
MANUFACTURING PROCESS
The synthesis gas for manufacture of Ammonia is produced by steam reformingor partial
oxidation of Hydrocarbon feed. In most industries steam reforming isused normally.The
various processes used commercially in industries for production of Ammonia are
1. Haldor Topsoe process
2. Kellogg Brown and Roots Advanced Ammonia Process (KAAP)
3. Krupp Uhde GmbH ammonia Process
4. The Linde Ammonia Concept (LAC) ammonia process
5. Haber process
6. Braun Purifier process
7. Foster Wheeler AM2 process
8. ICI process
2.1 Haldor Topsoe A/S Process
The company’s low energy ammonia process uses the conventional sequence of process
steps which are optimized by the introduction of improved catalysts, new equipment
design and extensive process optimization studies. A pre-reformer containing nickel
catalyst has been also provided upstream of primary reformer for converting all the
higher hydrocarbons, so that only methane, carbon monoxide, carbon dioxide, hydrogen
and steam are present in the product gas. Firing in primary reformer is reduced by 15%
due to pre-reformer. Highly active shift catalyst ensures the lowest carbon monoxide (less
incomplete combustion) at the exit of converters and thus highest utilization of feedstock.
New temperature resistant iron free catalyst makes it possible to operate at low steam to
carbon ratio at high temperature shift converter. The company has also developed Heat
Exchange Reforming Process. Low energy CO2 removal processes, such as selexol,
MDEA or low heat potassium carbonate, are used. Topsoe has developed new converters
especially for high conversion loops.
2.2 Kellogg Brown and Roots Advanced Ammonia Process (KAAP)
KAAP uses a high-pressure heat exchange based steam reforming process integrated with
a low-pressure advanced ammonia synthesis process. Raw synthesis gas is produced by
steam reforming of hydrocarbon in a heat exchange based system under pressure, based
on Kellogg Brown and Root Reforming Exchange System (KRES). KRES also reduces
energy consumption and capital cost besides reduced emission and enhanced reliability.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
The main features of this technology are
· Single case compression
· Four bed, intercooled, radial flow, hotwall design converter contained in one shell.
· Combined drive synthesis and refrigeration compressor
· Combined drive air compressor and electrical generator
· Low pressure synthesis-loop
· High activity synthesis catalyst
2.3 Krupp Uhde GmbH ammonia Process
The Krupp Uhde Gmbh process uses conventional steam reforming for synthesis gas
generation (front end) and a medium-pressure ammonia synthesis loop. The primary
reforming is carried out at pressure 40 bar and temperature range of 800-8500C. The
steam reformer is top fired and tubes are made of centrifugal high alloy steel which
enhances reliability. Process air is added in secondary reformer through nozzles installed
in the wall of vessel. This provides proper mixing of the air and reformer gas. Subsequent
high pressure steam generation & superheating, guarantee maximum heat usage to
achieve energy efficiency. Carbon monoxide is converted to carbon dioxide in HT and
LT shift converters. The MDEA or Benfield system is used for carbon dioxide removal.
The ammonia synthesis loop uses two ammonia converters with three catalyst beds with
waste heat boiler located downstream of each reactor. The converters have small grain
iron catalyst. The radial flow concept minimizes pressure drop and allows maximum
ammonia conversion.
2.4 Haber process:
Ammonia production usually requires the formation of molecular hydrogen followed by
contacting the hydrogen with molecular nitrogen over a catalyst in the Haber Bosch
process for ammonia synthesis, more commonly known as simply the Haber process.
This concept for a small-scale liquid anhydrous ammonia reactor has the potential to
allow for the production of ammonia on a distributed and as-needed basis from water
vapor and air (nitrogen source). The ammonia reactor and process currently under
development is also able to produce ammonia at relatively low temperatures as well as
atmospheric pressure. Once formed, ammonia can be used in fertilizer production.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
2.5 Braun Purifier process:
In the secondary reformer 1.5 times the stoichiometric quantity of air is used. This
increases the heat load and reduces the radiant duty of the primary reformer to less than
two thirds its usual duty. Excess nitrogen is removed by a cryogenic purification unit
after methanation occurs.
Large air compressors used are driven by gas turbines. Owing to the high purity of
synthesis gases, lower recylce gas flow, lower refrigeration duty and lower purge duty
will suffice.
2.6 Foster Wheeler Process:
In the secondary reformer excess air is used as in the previous case. Instead of treating
the whole feed in primary reformer, some bypass is fed to the secondary reformer. Partial
reaction in primary reformer will allow for a lower steam to carbon ratio. Excess air used
is much higher than in the case of Braun purifier process. A cryogenic unit removes
nitrogen form the exit gases leaving the methanator. CO 2 is removed using physical
solvents. Absorption system provides refrigeration for ammonia recovery.
2.7 ICI process:
Hydrocarbon feed is subjected to steam reforming in two stages to form oxides of
Carbon, methane and hydrogen. In the secondary reformer air is mixed with the gases to
get a N2 : H2 ratio of 1:3. Carbon monoxide is removed by shift conversion. Carbon
dioxide is removed by absorption into MEA or Potassium Carbonate solution. Traces of
CO and CO2 are removed by conversion into methane. Synthesis gas is used to produce
ammonia.
Advantages of this process are
1. Intensive heat recovery
2. Generation of steam which can be imported.
3. Less dependancy on electricity
4. Capital cost is least.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
2.8 Selection Criteria of Process:
For the production of ammonia we have decided to select the Haldor topsoe because of
its energy efficient nature. Ammonia production usually requires the formation of
molecular hydrogen followed by contacting the hydrogen with molecular nitrogen over a
catalyst for ammonia synthesis.Topsoe's low energy ammonia process scheme can be
optimized for a wide range of operating conditions by selecting proper process
technology and by adjusting the process parameters. Topsoe's ammonia plant designs are
characterised by being highly energy efficient.
In comparison, Haldor Topsoe process operates at the pressures lower than Claude
process and against the disadvantage of using heat exchanger for heat recovery and less
compactness in converter design. Recovery of 20% of unconverted gas and recycling it to
increase the
efficiency and conversion of complete process and the large and massive compressors
which are used in Claude process are required to maintaining 900 atm which
cost millions of Dollars are avoided in Haldor Topsoe and is thus more economic and
good especially for large capacity process. Also the life of the converter is very long and
ammonia is removed by water-cooling and by knockout drum.Through this method we
can achieve 15.8 mol% of ammonia per pass.
2.8.1 Advantages:
1. Greater compactness, simplicity in case of converter design since under high pressure
gases have smaller volume.
2. Elimination of expensive heat exchanger required in processes operated at low
pressure.
3. Removal of ammonia with water cooling alone.
4. Energy Efficient Process.
5. Most economical Process.
2.8.2 Disadvantages:
1. Shorter life of converters
2. High apparatus upkeep in the high pressure operations
3. Efficiency loss in approximately 20% of making up gas, which is unconverted.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
2.9 Process Description:
The process for converting hydrocarbon feed into ammonia consists of following
main sections. The hydrocarbon used is Naphtha.
2.9.1 Main Section
The main sections for Ammonia production are
Hydrofining or desulphurization
Steam Reforming,
Shift CO conversion,
CO2 removal
Final purification,
Ammonia synthesis
Recovery
Cracking,
Liquefaction & Storage.
2.9.2 Desulfurizer
As the virgin naphtha had high sulphur content, the Hydrofining or Desulphurization
process is used to bring down the sulphur content to 2 ppm by a suitable process in which
the preheated mixture of vaporized naphtha and hydrogen rich washed purge gas is
superheated and routed to the reactor where it flows over Cobalt Molybdenum catalyst at
a temperature of about 673 K or 399 oC.
H2 + S H2S
H2S + ZnO H2 O +ZnS
The sulfur content is reduced to less than 5ppm. The mixture is sent to Final
Desulphurizer where the last traces of organic sulphur is converted to H 2S by reaction
over COMoX catalyst and H2S is removed by an Absorbing Column containing ZnO.
Subsequently Naphtha vapors are mixed with steam and sent to reforming section.
2.9.3 Steam Reforming
The Topsoe’s reformation process is carried out in following stages:
Pre-Reforming
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Adiabatic prereforming can be used for steam reforming of feed stock ranging from
natural gas to heavy naphtha. In this all higher hydrocarbons are converted into a mixture
of carbon oxides, hydrogen and methane. When it is installed, the primary reformer has
to reform methane only, and at the same time at sulphur free conditions, because
prereforming catalyst will pick up sulphur components quantitatively. This is one of the
reasons for allowing much higher heat flux in the high flux reformer.
The prereformer feed can be reheated to 650 oC before
entering the primary reformer. This will result in reduced firing in the primary reformer,
and thereby reduced fuel consumption. When the hot flue gas is used to reheat the
reformer feed, the amount of heat available for HP steam production is reduced. This
would result in a reduced HP steam production in the ammonia plant.
Primary Reformer
In the first stage desulfurized naphtha is mixed with steam in a tubular reforming furnace.
The reformation reactions occur at a temperature of about 673K. Steam to carbon ration
must be maintained between 3.5 and 4.5 to ensure that Carbon deposition does not occur.
CnHm + nH2O nCO + (n+m/2) H2
CO + H2O CO2 + H2
CO + 3H2 CH4 + H2O
The overall reaction is highly exothermic and the outlet temperature is about1093 K. The
primary reforming process is characterized by a low pressure.
Secondary Reformer
The gases from the primary reformer are mixed with air and steam at the outlet
temperature of the primary reformer. The remaining hydrocarbon like methane is further
subjected to reformation and the overall yield of hydrogen is increased. Air is mixed to
form a mixture of H2 and N2 for the synthesis process.
CH4 + H2O CO +3 H2
Other side reactions occurring are
H2 + ½ O2 H2O
CO +H2O CO2 +H2
CO + ½ O2 CO2
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Initially the carbon monoxide burns in air to produce carbon dioxide and the temperature
increases to about 1200 oC. Then adiabatic reaction of methane with steam occurs and the
outlet temperature decreases to about 1000 oC at the outlet.
2.9.4 Carbon monoxide Conversion
Concentration of CO is reduced to about 0.1 – 0.3 % by volume in two stage converter.
CO + H2O CO2 + H2
.
2.9.4.1 HTSC
CO concentration is reduced to about 3% by volume by means of water gas shift reaction
at a temperature of about 593 to 693 K. The reaction being exothermic the exit gases are
at a higher temperature. They are cooled before being sent to the secondary reformer. The
process gas is passed over Iron Oxide catalyst in the HT converter where CO reacts with
steam to form CO2and Hydrogen. A layer of Alumina balls are placed over the top
catalyst bed with the aim of filtering any solid particles entering the gas to be treated and
for the uniform distribution of gas through the catalyst bed.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
2.9.4.2 LTSC
The reaction occurs at a temperature of about 523 K. Concentration of CO in the exit gas
is reduced to about 0.3 % by volume. The gas leaving the HT converter is then cooled
and sent to LT converter where the gas passes over Copper catalyst. The remaining CO is
converted to CO2 in shift convertor.
2.9.5 CO2 Absorption
Monoethanolamine solution is used as the absorbing medium. The absorption operates at
atmospheric pressure and a temperature of about 100 oC. The tower is usually a packed
tower. Counter current absorption is practiced. The spent MEA solution is regenerated in
a regenerating column by steam stripping.
Table 2.1 Absorption Solution with Specification
Absorbent Solution Constituent
Vetrocoke Potassium Carbonate (20-25%)
and
arsenic trioxide (15%)
Benfield Potassium Carbonate (30%)
Diethanolamine (3%) and
Arsenic trioxide (0.3 to 0.9%)
Monoethanolamine (MEA) MEA (15-20%)
Rectisol Methnaol
Catacarb Potassium Carbonate,
Diethanolamine and
VanadiumPentaoxide
Glycine Potassium Carbonate and Glycine
2.9.6 Methanation
Even trace quantities of Carbon monoxide and Carbon dioxide will act as catalyst poisons
in the synthesis loop. Hence they must be removed by conversion into methane. Methane
though not an inert gas is nevertheless inert in the ammonia synthesis process. The
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
reaction in the methanator occurs at a temperature of about 573 to 673 K. The exit gases
contain steam are condensed and cooled before being stored for the synthesis loop.
CO + 3H2O CH4 + H2O
CO2 + 4H2 CH4 + H2O
2.9.7 Ammonia Synthesis
Synthesis gas is compressed to about 50 MPa and heated t about 673 K before passing
through the catalyst beds. The reaction being a reversible one high pressure favors the
forward phase. As the concentration of ammonia in the exit gas is low, recycling of gas is
necessary. The converter used is a vertical type of converter. Catalyst activity increases
with increase in temperature; hence ideal temperature profile is one in which rate of
ammonia production is a maximum at all parts of the bed. In the upper part of the
converter the concentration of ammonia being low the temperature is high ensuring high
reaction rates. In the lower parts temperature must be low due to increasing influence of
equilibrium concentration.
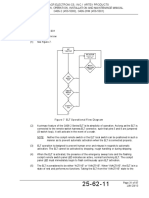
Process Block Diagram:
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
FIGURE 2: AMMONIA PRODUCTION BY STEAM REFORMATION PROCESS
2.10 Process Flow Diagram:
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
CHAPTER 3
MATERIAL BALANCE
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
MATERIAL BALANCE
3.1 Primary Reformer:
Primary Reformer
Conversion =90%
C8H18 = 680,000 tons/yr C8H18 = 7762.56
kg/hr
C8H18 = 77625.57 kg/hr H2 = x
CO = y
CO2 = z
Steam = 110310 kg /hr
Reactions:
C8H18 + 8 H2 O 8 CO + 17 H2
CO + H2 O CO2 + H2
Basis:
Naphtha = 680,000 tons/yr
Naphtha = 77625.57 kg/hr
Degree Of Freedom:
Unknown Equations
X C
Y H
Z O
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Steam Balance:
1 mole of C8H18 requires steam = 9 moles
(1 mole) x (114 kg/mole) of C8H18 requires steam = (9 moles) x (162 kg/mole)
1 kg/hr of C8H18 requires steam = (9 x 162) / (114) kg/hr
96689.49 kg/hr of C8H18 requires steam = 110310 kg/hr
Carbon Balance:
77625.57 x (96/114) = Y x (12/28) + Z x (12/44)
65368.90 = 0.428 y + 0.273 z ----------- (1)
Hydrogen Balance:
77625.57 x (18/114) + 110310 x(2/18) = X x(2/2)
12256.67 + 12256.67 = x
X = 24513.34 kg/hr
Oxygen Balance:
110310 x(16/18) = Y x (16/28) + Z x (32/44)
98053.33 = 0.5714 Y + 0.7273 Z
Putting value of y in (1)
Y = 171601.91 – 1.273 Z --------- (2)
65368.90 = 0.4286 (171601.91 – 1.273 Z) + 0.273 Z
65368.90 = 73548.58 – 0.5456 Z + 0.273 Z
65368.90 = 73548.58 – 0.2729 Z
0.2729 Z = 73548.58 – 65368.90
Z = 29973.18 kg/hr
So, putting the value of Z in eq. (2)
Y = 133446 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
INPUT OUTPUT
C8H18 = 77625.57 kg/hr C8H18 = 7762.56 kg/hr
Steam = 110310 kg/hr H2 = 24513.34 kg/hr
CO = 133446 kg/hr
CO2 = 8179.68 kg/hr
3.2 Secondary Reformer:
Secondary Reformer
Conversion = 99%
C8H18 = 7762.56 kg/hr C8H18 = 77.625
kg/hr
CO2 = x
H2 O (v) = y
O2 = z
N2 =
91216.7mkg/hr
Air = 27246.55 kg/hr
Basis:
Naphtha = 7762.56 kg/hr
Reaction:
C8H18 + 12.5 O2 + N2 8 CO2 + H2 O + N2
Degree of Freedom:
Unknown Equations
X C
Y H
Z O
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Air Balance:
1 mole of C8H18 requires O2 = 12.5
(1 mole x 114 kg/hr) of C8H18 requires O2 = 12.5 x 32 kg/mol
1 kg/hr of C8H18 requires O2 = 3.51
7762.55 kg/hr of C8H18 requires O2 = 3.51 x 7762.55 = 27246.55 kg/hr
Carbon Balance:
7762.55 x (96/114) = 77.62 x (96/114) + X x (12/44)
6536.88 = 65.36 + 0.273 X
X = 23792.4 kg/hr
Hydrogen Balance:
7762.55 x (18/114) = 77.62 x (18/114) + Y x (2/18)
1225.67 = 12.26 + 0.111 Y
Y = 10931.6 kg/hr
Oxygen Balance:
27246.55 x (32/32) = 23792.4 x (32/44) + Z x (32/32)
27246.55 = 17303.56 + Z
Z = 9942.98 kg/hr
N2 Balance:
0.23 kg of O2 requires N2 = 0.77 kg
1 kg of O2 requires N2 = 0.77/0.23
27246.55 kg/hr of O2 requires N2 = 27246.55 x (0.77/0.23) = 91216.7 kg/hr
INPUT OUTPUT
C8H18 = 7762.56 kg/hr C8H18 = 77.62 kg/hr
Air = 27246.55 kg/hr CO2 = 23792.4 kg/hr
H2O (v) = 10931.6 kg/hr
O2 = 9942.98 kg/hr
N2 = 91216.7 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
3.3 High Temperature Shift Convertor (HTSC):
HTSC
Conversion = 70%
CO = 133446 kg/hr CO = 40034
kg/hr
CO2 = x
H2 = y
H2 O (v) = z
Steam = 85786.7 kg/hr
Basis:
Carbon Monoxide = 133446 kg/hr
Reaction:
CO + H2O (v) CO2 + H2
Degree of Freedom:
Unknown Equations
X C
Y H
Z O
Steam Balance:
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
1 mol of CO requires steam = 1 mole
(1 mol x 28 kg/mol) of CO requires steam = 1 x 18
28 kg/hr of CO requires steam = 18 kg/hr
1 kg/hr of CO requires steam = 18/28
133446 kg/hr of CO requires steam = (18/28) x 133446 = 85786.7 kg/hr
Carbon Balance:
133446 x (12/28) = 40034 x (12/28) + X x (12/44)
57191.14 = 17157.43 + 0.273 X
X = 147182.76 kg/hr
Hydrogen Balance:
85786.7 x (2/18) = Y x (2/2) + Z x (2/18)
9531.85 = Y + 0.11 Z
9531.85 = Y + 0.11(25065.68)
Y = 6774.6 kg/hr
Oxygen Balance:
133446 x (16/28) + 85786.7 x (16/18) = 40034 x (16/28) + 147182.76 x (32/44) + Z x
(16/18)
76254.86 + 75721.51 = 22876.57 + 107042 + Z (0.88)
151976.37 = 129918.57 + 0.88 Z
Z = 25065.68 kg/hr
INPUT OUTPUT
CO = 133446 kg/hr CO = 40034 kg/hr
Steam = 85786.7 kg/hr CO2 = 147182.76 kg/hr
H2 = 6774.6 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
3.4 Low Temperature Shift Convertor (LTSC):
LTSC
Conversion = 99%
CO = 40034 kg/hr CO = 40034
kg/hr
CO2 = x
H2 = y
H2 O (v) = z
Steam = 25736.14 kg/hr
Basis:
Carbon monoxide = 40034 kg/hr
Reaction:
CO + H2 O (v) CO2 + H2
Degree of Freedom:
Unknown Equations
X C
Y H
Z O
Steam Balance:
18 mole of CO requires steam = 28 moles
1 mole of CO requires steam = 18/28 moles
40034 kg/hr of CO requires steam = 40034 x (18/28) = 25736.14 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Carbon Balance:
40034 x (12/28) = 40034 x (12/28) + X x (18/28)
17157.42 = 171.57 + 0.273 X
X = 62448 kg/hr
Hydrogen Balance:
25736.14 x (2/18) = Y x (2/2) + Z x (2/18)
2859.57 = Y + 0.11 Z
2859.57 = Y + 0.11 (122.4)
Y = 28 46.1 kg/hr
Oxygen Balance:
40034 x (16/28) + 25736.14 x (16/18) = 400.34 x (16/28) + 62448 x (32/44) + Z x
(16/18)
22876.57 + 22897.57 = 228.77 + 45416.7 + 0.88 Z
Z = 122.35 kg/hr
INPUT OUTPUT
CO = 40034 kg/hr CO = 400.34 kg/hr
Steam = 25736.14 kg/hr CO2 = 62448 kg/hr
H2 = 2846.1 kg/hr
H2O (v) = 122.35 kg/hr
Total Components:
CO2 = (8179.68 + 23792.4 + 147182.76 + 62448) kg/hr
CO2 = 241602.84 kg/hr
CO =400.34 kg/hr
H2 = (24513.34 + 6774.6 + 2846.1) kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
H2 = 34134.04 kg/hr
N2 = 91216.7 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
3.5 Absorber:
The absorber is used to absorb Carbon Dioxide from mixture of gases. Here
we are using Benfield solution for the absorption of CO2.
CO2 = 241.60nkg/hr Benfield Solution (30%
K2CO3)
Absorber
Absorption = 99.9%
CO2 = 241602.84 kg/hr
Reaction:
CO2 + K2CO3 + H2O 2 K2CO3
Benfield Solution Calculation:
1 mol of CO2 requires K2CO3 = 1 mol
(1mole x 44 kg/mol) of CO2 requires K2CO3 = 1 mole x 54 kg/mole
44 kg/hr of CO2 requires K2CO3 = 54 kg/hr
1 kg/hr of CO2 requires K2CO3 =54/44
241602.84 kg/hr of CO2 requires K2CO3 = 241602.84 x 54/44 = 296512.58 kg/hr
INPUT OUTPUT
CO2 = 241602 kg/hr CO2 = 241.60 kg/hr
K2CO3. H2O = 296512.58 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
3.6 Methanator:
CO2 = 241.60 kg/hr
Methanator
Conversion = 99%
CO = 400.34 kg/hr CH4 = x
H2O (v) = y
H2 = z
CO = 4
kg/hr
CO2 = 2.42
kg/hr
H2 = 34134.04 kg/hr
Reactions:
CO + 3H2 CH4 + H2O (v)
CO2 + 4H2 CH4 + 2H2O (v)
Degree of Freedom:
Unknown Equations
X C
Y H
Z O
Carbon Balance:
241.60 x (12/44) + 400.34 x (12/28) = X x (12/16) + 4 x (12/28) + 2.42 x (12/44)
65.89 + 171.57 = 0.75 X + 1.714 + 0.66
X = 313.45 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Hydrogen Balance:
34134.04 x (2/2) = 313.45 x (4/16) + Y x (2/18) + Z x (2/2)
34134.04 = 78.36 + 0.11 Y + Z
34055.6 = 0.11(455.03) + Z
Z = 34005.54 kg/hr
Oxygen Balance:
241.60 x (32/44) + 400.34 x (16/28) = Y x (16/18) + 4 x (16/28) + 2.42 x (32/44)
175.71 + 228.76 = 0.88 Y + 2.28 + 1.76
Y = 455.03 kg/hr
INPUT OUTPUT
CO2 = 241.60 kg/hr CH4 = 313.45 kg/hr
CO = 400.34 kg/hr H2O (v) = 455.03 kg/hr
H2 = 34134.04 kg/hr H2 = 34005.54 kg/hr
CO = 4 kg/hr
CO2 = 2.42 kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
3.7 Concertor:
N2 = 91216.7kg/hr
Convertor
Conversion = 98%
NH3 = x
H2 = 19546.44kg/hr N2 = 1824.33
kg/hr
H2 = 390.93
kg/hr
Reaction:
N2 + 3 H2 2 NH3
Hydrogen Calculations:
1 mol of N2 requires H2 = 3 mole
(1 mol x 28 kg/mole) of N2 requires H2 = (3 mole x 2 kg/mole)
28 kg/hr of N2 requires H2 = 6 kg/hr
1 kg/hr of N2 requires H2 = (6/28) kg/hr
91216.7 Kg/hr of N2 requires H2 = 6 / 28 x 91216.7kg/hr
= 19546.44 kg/hr
As our required Hydrogen is 19546.44 kg/hr and till by convertor we are producing
34134.04 kg/hr.
So, the rest of Hydrogen which is 145876 kg/hr can be used for other processes.
Nitrogen Balance:
(91216.7 x 28/28) = (X x 14/17)
91216.7 = 0.823 X
X = 110834.4 kg/hr
INPUT OUTPUT
N2 = 91216.7kg/hr NH3 = 110834.4kg/hr
H2 = 19546.44kg/hr N2 = 1824.33kg/hr
H2 = 390.93kg/hr
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Total Ammonia:
Ammonia = 110834.4(kg/hr) x (24 hr /1day) x (1 MT /1000 kg)
Ammonia = 2660 MTPD
This is quite near to our decided capacity that is 2500 MTPD.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
CHAPTER 4
ENERGY BALANCE
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
ENERGY BALANCE
4.1 Primary Reformer
Primary Reformer
T1 = 314 oC T3 = 828
TREF = 300 oC
o
C
C8H18 = 68092.60
mole/hr
C8H18 = 680926.05 mole/hr H2 = 12256670 mole/hr
CO = 4765928.6 mole/hr
T2 = 300 oC CO2 = 185901.8 mole/hr
Steam = 6128333.3 mole/hr
Heat Balance equation
ΔH + ΔEk + ΔEp = Q – W
As, no moving parts and equipment is not at height and external work is not going to
taking place so kinetic and potential energy terms can also be neglected.
Q = ΔH
Q = HOUT - HIN
Q = {68092.60 [Hf C8H18 + HC8H18]} - {680926.05 [Hf C8H18 + HC8H18]} + {6128333.3 [H f H2O
+ HH2O]} – {12256670 [H f H2 + HH2]} – {4765928.6[H f CO + HCO]} – {185901.8[ H f CO2 +
HCO2]}
Heat of Formation:
Hf C8H18(g) = -208.4 KJ/mole
Hf H2O(g) = -241.83 KJ/mole
Hf H2 =0
Hf CO(g) = -110.52 KJ/mole
Hf CO2(g) = -393.5 KJ/mole
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Q = {68092.60 [ -208.4 + H C8H18]} - {680926.05 [ -208.4 + H C8H18]} + {6128333.3 [ -
241.83 + HH2O]} – {12256670 [ 0 + H H2]} – {4765928.6[ -110.52 + H CO]} – {185901.8[ -
393.5 + HCO2]} ----------(1)
Molar Enthalpy
Using Table B.2 Felder Rousseau 3rd Edition in order to calculate molar enthalpy
H = a + bT + cT2 + dT3
H C8H18 = 202.98 KJ/mole
HH2O = 33.46x10-3 + 0.688x10-5(300) + 0.760x10-8(300)2 – 3.59x10-12 (300)3
HH2O = 0.0361 KJ/mole (AT TAVG = 300 oC)
HH2 = 28.84x10-3 + 0.0076x10-5(560) + 0.328x10-8(560)2 – 0.869x10-12 (560)3
HH2 = 0.02975 KJ/mole (AT TAVG = 560 oC)
HCO = 28.95x10-3 + 0.411x10-5(560) + 0.3548x10-8(560)2 – 2.22x10-12(560)3
HCO = 0.03197 KJ/mole
HCO2 = 36.11x10-3 + 4.23x10-5(560) – 2.88x10-8(560)2 + 7.46x10-12(560)3
HCO2 = 0.0521 KJ/mole
As,
Q = {68092.60 [ -208.4 + 202.98]} - {680926.05 [ -208.4 + 202.98]} + {6128333.3 [ -
241.83 + 0.0361]} – {12256670 [ 0 + 0.02975]} – {4765928.6[ -110.52 + 0.03197]} –
{185901.8[ -393.5 + 0.0521]}
Q = - 612833.45 [5.42] – [ - 1481793609 ] + [ 364635.93 ] – [ 526578062.1 ] –
[ 73142672.82 ]
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Q = 7.218x108 KJ/ hr = 200536.88 KWatt
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
4.2 Secondary Reformer
T1 = 848 oC Secondary Reformer T3 = 996 oC
TREF = 468 oC
C8H18 = 680.9 mole/hr
C8H18 = 680926.05 mole/hr O2 = 310718.1 mole/hr
H2O = 607311.1
mole/hr
T2 = 468 oC N2 = 3257739.2 mole/hr
CO2 = 540736.4 mole/hr
O2 = 851970.33 mole/hr
N2 = 3277739.2 mole/hr
Applying Heat balance,
Q = ΔH
Q = {680.9 [Hf C8H18 + HC8H18]} - {680926.05 [Hf C8H18 + HC8H18]} + {607311.1 [H f H2O +
HH2O]} + {3257739.2 [H f N2 + HN2]} + {310718.1[H f O2 + HO2]} - {3277739.2 [H f N2 +
HN2]} – {851970.33[H f O2 + HO2]} + {540736.4 [H f CO2 + HCO2]}
Q = {-680245.15 [Hf C8H18 + HC8H18]} + {540736.4 [H f CO2 + HCO2]} + {607311.1 [H f H2O +
HH2O]} – {541252.23[H f O2 + HO2]}
Heat of Formation:
Hf C8H18(g) = -208.4 KJ/mole
Hf H2O(g) = -241.83 KJ/mole
Hf O2= 0
Hf CO2(g) = -393.5 KJ/mole
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Molar Enthalpy
Using Table B.2Felder Rousseau 3rd Edition in order to calculate molar enthalpy
H = a + bT + cT2 + dT3
H C8H18 = 100.48 KJ/mole (At ΔT = 393 oC)
HC2O = 36.11x10-3 + 4.23x10-5(732) - 2.88x10-8(732)2 + 7.46x10-12 (732)3
HC2O = 0.0545 KJ/mole (AT TAVG = 732 oC)
HH2O = 33.46x10-3 + 0.688x10-5(732) + 0.760x10-8(732)2 – 3.59x10-12 (732)3
HH2O = 0.04111 KJ/mole (AT TAVG = 732 oC)
H2O = 29.10x10-3 + 1.158x10-5(732) - 0.6076x10-8(732)2 + 1.31x10-12(732)3
H2O = 0.03197 KJ/mole
Q = {-680245.15 [-208.4 + 100.8]} + {540736.4 [-393.5 + 0.0545]} + {607311.1 [-
241.83 + 0.04111]} – {541252.23[0 + 0.03197]}
Q = 73194378.14 – 212750303.3 – 146841076.8 – 17303.83
Q = - 286.41x106 KJ/hr = - 79558.33 KWatt.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
4.3 High Temperature Shift Convertor (HTSC)
HTSC
TREF = 300 oC
T1 = 314 oC T2 = 434 oC
CO = 1.429x106 mole/hr
CO = 4.765x106 mole/hr H2O = 1.392x106
mole/hr
H2 = 3.387x106 mole/hr
T2 = 300 oC CO2 = 3.345x106 mole/hr
Steam = 4.765x106 mole/hr
Applying Heat balance,
Q = ΔH
Q = {3.345x106 [Hf CO2 + HCO2]} - {1.429x106 [H f CO + HCO]} + {3.387x106 [H f H2 + HH2]}
+ {1.392x106 [H f H2O + HH2O]}
Putting all values from Table B.1 and B.2 Felder Rousseau 3rd Edition. We get,
Q = {3.345x106 [-8943.2 + 1.09]} - {1.429x106 [-3947.1 + 1.107]} + {6774.6 [14.65]} +
{25065.65 [-13435 + 2.04]}
Q = -1.10x109 KJ/hr = -305555.5 KWatt.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
LTSC
TREF = 230 oC
4.4 Low Temperature Shift Convertor (LTSC)
T3 = 240 oC T1 = 217 oC
CO = 1.429x104 kmole/hr
CO = 1.429x106 kmole/hr
CO2 = 1.42x106
kmole/hr
T2 = 230 oC H2 = 1.423x106 kmole/hr
H2O = 6797.22 kmole/hr
Steam = 1.429x106 kmole/hr
Applying Heat balance,
Q= ΔH
Q = {62448 [Hf CO2 + HCO2]} - {39633.66 [H f CO + HCO]} + {2846.1 [H f H2 + HH2]} +
{122.35 [H f H2O + HH2O]}
Putting all the values from table B.1 and B.2 Felder Rousseau 3rd Edition. We get,
Q = {62448 [-8943.2 + 1.01]} - {39633.66 [-3947.1 + 1.075]} + {2846.1 [14.5]} +
{122.35 [-13435 + 1.97]}
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Q = -558421881.1 + 156395413.2 + 41268.45 – 1643531.22
Q = -4.03x108 KJ/hr = -1.12x105 KWatt.
4.5 Methanator
T3 = 347 oC
T1 = 316 oC METHANATOR
TREF = 316 oC
CO2 = 241.60 Kg/hr
CO = 400.34 Kg/hr
CH4= 313.45
Kg/hr
H2O= 455.03
Kg/hr
T2 = 318 oCH2= 34005.54 Kg/hr
CO= 4 Kg/hr
CO2= 2.42 Kg/hr
H2= 34134.04 Kg/hr
Q = {313.45 [Hf CH4 + HCH4]} - {239.18 [H f CO2 + HCO2]} - {396.34[H f CO + HCO]} - {128.5
[H f H2 + HH2]}
- {455.03 [H f H2O + HH2O]}
Putting all values, using Table B.1 and B.2 Felder Rousseau 3rd Edition. We get,
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Q = {313.45 [-4678.1 + 3.28]} - {239.18 [-8943.2 + 1.08]} - {396.34[-3947.1 + 1.09]} -
{128.5 [14.6]} - {455.03 [-13435 + 2.03]}
Q = -1465510.39 + 2138776.26 + 1563961.60 – 1876.1 + 6112404.33
Q = 2.846x106 KJ/hr = 790.72 KWatt.
4.6 Convertor
N2 = 91216.7 Kg/hr T2 = 454 oC
CONVERTOR
TREF = 250 oC
T1 = 250 oC
H2 = 19546.44 Kg/hr
NH3=
110834.4 Kg/hr
N2=
1824.33Kg/hr
NH3= 110834.4
Kg/hr
H2= 390.93 Kg/hr
Q = {110834 [Hf NH3 + HNH3]} - {89392.37 [H f N2 + HN2]} - {19155.51[H f H2 + HH2]}
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
Putting all values, using Table B.1 and B.2 Felder Rousseau 3rd Edition. We get,
Q = {110834 [-2713.87 + 2.69]} - {89392.37 [1.08]} - {19155.51[14.62]}
Q = - 300490924.1 – 96543.76 – 280053.55
Q = - 300867521 KJ/hr
Q = -3.01x108 KJ/hr = - 83611.11 KWatt.
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
REFERENCES
1- “Ammonia and Synthesis” by Noyes R.N.D.C (1967)
2- “Chemical Engineering Handbook” by Perry J.H
3- “Plant design and Economics for Chemical Engineers” by Max S. Peters and
Klaus D. Timmerhaus
4- “Chemical Process Principles” by Octave Levenspiel
5- “Basic Principles and Calculations in Chemical Engineering” by David M.
Himmelblau
6- “Chemical Engineering”by R.K Sinnot and J.F. Richardson
7- “Introduction to Chemical Engineering Thermodynamics” by J.M Smith and H.C
Vanness
8- “Technology and manufacture of ammonia” by Smuel Strelzoff
9- Operating Manual of Pak Arab Fertilizers Ltd. Multan
10- Operating Manual of Fauji Fertilizer Co. Ltd. Goth Machhi
11- “Process Heat Transfer” by Donald Q. Kern
12- “Encyclopedia of Chemical Technology” by Kirk Othmer
13- “Elementary Principles of Chemical Processes” by Felder and Rousseau
14- “Shreves Chemical Process Industries” by George T. Austin
NFC-IET MULTAN Page 72
2500 MTPD OF AMMONIA FROM NAPHTHA
NFC-IET MULTAN Page 72
You might also like
- #Healthy Food Recipes EasyDocument4 pages#Healthy Food Recipes EasyTHE NEXT GENNo ratings yet
- Ajuste IAC and TPSDocument17 pagesAjuste IAC and TPSLuis Ignacio SilvaNo ratings yet
- 2022 Intro To Process and Plant Safety NewDocument163 pages2022 Intro To Process and Plant Safety Newdavid gabriel100% (2)
- Store Visit ChecklistDocument5 pagesStore Visit ChecklisthayeslnlNo ratings yet
- HPCL HCU KOM 20dec2017Document125 pagesHPCL HCU KOM 20dec2017muktansh chaturvediNo ratings yet
- Paracetamol: A. IntroductionDocument20 pagesParacetamol: A. IntroductionChrysler Hans GuttenbergNo ratings yet
- SP18368 Automotive Radar Comparison 2018 Sample 2Document33 pagesSP18368 Automotive Radar Comparison 2018 Sample 2Chipisgood YuNo ratings yet
- Process Flow Diagram - Nitric AcidDocument1 pageProcess Flow Diagram - Nitric AcidAsma NasserNo ratings yet
- DOE Gasification Program OverviewDocument147 pagesDOE Gasification Program OverviewAshishrock SinghNo ratings yet
- Ames Perception ExperimentsDocument108 pagesAmes Perception ExperimentsMichael RoseNo ratings yet
- Day 11 Carbon Credit and Carbon Footprint1Document37 pagesDay 11 Carbon Credit and Carbon Footprint1Reyaan ModhNo ratings yet
- Natural ResourcesDocument5 pagesNatural ResourcesAsrock Loop100% (1)
- Caravan Tyre Pyrolysis Proposal Ver 7Document12 pagesCaravan Tyre Pyrolysis Proposal Ver 7khemu82No ratings yet
- Ammonia Plantand CatalystDocument20 pagesAmmonia Plantand Catalystdeepak ojha100% (1)
- Fuel Oil Handling System (FOHS) - HFO - LDO - LSHSDocument8 pagesFuel Oil Handling System (FOHS) - HFO - LDO - LSHSCHHABIKANT SAHUNo ratings yet
- 2500 MTPD of Ammonia From Naphtha: Nfc-Iet MultanDocument120 pages2500 MTPD of Ammonia From Naphtha: Nfc-Iet MultanKashan Aslam100% (2)
- Integral CalculusDocument48 pagesIntegral CalculusVincent CortezNo ratings yet
- YZF-R15: Parts & AccessoriesDocument55 pagesYZF-R15: Parts & AccessoriesSiam HussainNo ratings yet
- Green Marine Fuels ReportDocument26 pagesGreen Marine Fuels ReportilyashamzaNo ratings yet
- DL Metal HydridesDocument20 pagesDL Metal HydridesGoutam Gottumukkala100% (1)
- Air Liquide e C Methanol and Derivatives September 2017Document20 pagesAir Liquide e C Methanol and Derivatives September 2017Patmata LZNo ratings yet
- Green Ammonia Chile ArgDocument18 pagesGreen Ammonia Chile Argjorge lunaNo ratings yet
- Articles 04Document16 pagesArticles 04Poliana PolyNo ratings yet
- Calculate steam to carbon ratioDocument8 pagesCalculate steam to carbon ratioSuresh Ramakrishnan100% (1)
- Cryocap Air Liquide - BrochureDocument20 pagesCryocap Air Liquide - BrochurePriyanshi VNo ratings yet
- 02 JM Intro & Syngas HeritageDocument29 pages02 JM Intro & Syngas HeritageKvspavan KumarNo ratings yet
- 2009 Product Catalogue v2Document261 pages2009 Product Catalogue v2renoyaboNo ratings yet
- Facts on Timber Engineering and StructuresDocument73 pagesFacts on Timber Engineering and StructuresNaresworo NugrohoNo ratings yet
- The Production of Urea Chemical ProcessDocument84 pagesThe Production of Urea Chemical ProcessSanjoy Kumar Saha0% (1)
- Parametric Design and Finite Element Analysis of Turbine BladeDocument10 pagesParametric Design and Finite Element Analysis of Turbine BladeJuan Bernardo AlonsoNo ratings yet
- IL IOF Steam PresentationDocument55 pagesIL IOF Steam PresentationcvkalyanNo ratings yet
- SP 1b Adsorption-Part2Document38 pagesSP 1b Adsorption-Part2geevitha raoNo ratings yet
- Recovered Hydrogen As Quench in CO Conversion Section: P. Ravichandran, Hussain A. Al-Hajari, and Yousif A. Al-NassarDocument8 pagesRecovered Hydrogen As Quench in CO Conversion Section: P. Ravichandran, Hussain A. Al-Hajari, and Yousif A. Al-Nassarvaratharajan g rNo ratings yet
- Argus FMB Ammonia Precios AmoniacoDocument7 pagesArgus FMB Ammonia Precios AmoniacoCarlos Manuel Castillo SalasNo ratings yet
- Advanced CatalysisDocument24 pagesAdvanced CatalysisSuviti ChariNo ratings yet
- Brochure Kboost V1 1sep2022Document5 pagesBrochure Kboost V1 1sep2022parsiti unnes100% (1)
- Power Saving in Spinning MillDocument36 pagesPower Saving in Spinning MillBajirao JadhavNo ratings yet
- Biogas: MethaneDocument209 pagesBiogas: MethaneÜdây KìrâñNo ratings yet
- Wet Electrostatitc PrecipitatorsDocument23 pagesWet Electrostatitc PrecipitatorsEmmanuel ChibweNo ratings yet
- Adsorption PartitioningDocument32 pagesAdsorption PartitioningUdit GuptaNo ratings yet
- PDD Iffco SFC KotaDocument84 pagesPDD Iffco SFC KotaRajeshkumar ElangoNo ratings yet
- Chambal Fertilisers and Chemicals Limited Revamps to Increase Capacity and Reduce Energy ConsumptionDocument19 pagesChambal Fertilisers and Chemicals Limited Revamps to Increase Capacity and Reduce Energy ConsumptionMuhammad NaeemNo ratings yet
- Inspection & Evaluation of STP Problem Rev.00Document32 pagesInspection & Evaluation of STP Problem Rev.00Harum Tirta JayaNo ratings yet
- BASF R5-12 Data SheetDocument1 pageBASF R5-12 Data SheetAmir RahbariNo ratings yet
- Review of Performance of The Grid Connected Biomass Based Power Plants Installed in South IndiaDocument83 pagesReview of Performance of The Grid Connected Biomass Based Power Plants Installed in South IndiaoguNo ratings yet
- IM Unit V Modern Concepts Unit VDocument119 pagesIM Unit V Modern Concepts Unit VKoushik ThyagarajanNo ratings yet
- Gas Dispersion Guidance Notes Nov19Document43 pagesGas Dispersion Guidance Notes Nov19Ben SundarNo ratings yet
- Neste Annual Report 2021Document251 pagesNeste Annual Report 2021Xianchi ZhangNo ratings yet
- Industrial or Medical Oxygen GasDocument10 pagesIndustrial or Medical Oxygen GasDelta DigitronicsNo ratings yet
- Iffco PresentationDocument16 pagesIffco Presentationalok sahuNo ratings yet
- Advanced Process Control - Sustaining Benefits and CostsDocument20 pagesAdvanced Process Control - Sustaining Benefits and CostsHarshit SharmaNo ratings yet
- Green BrochureDocument8 pagesGreen BrochureMuhammad Haris BaigNo ratings yet
- NTPCDocument66 pagesNTPCNupur GuptaNo ratings yet
- RCD-Revision Book-June, Dec 23-CS Muskan Gupta-Yes AcademyDocument85 pagesRCD-Revision Book-June, Dec 23-CS Muskan Gupta-Yes Academyelection urgentNo ratings yet
- W2E-Plastic Pyarolysis Plant Financial ProjectionsDocument15 pagesW2E-Plastic Pyarolysis Plant Financial ProjectionsRaju GummaNo ratings yet
- Feedwater Heater: Performance Test Protocol GP-FWH-001Document28 pagesFeedwater Heater: Performance Test Protocol GP-FWH-001NareshNo ratings yet
- Ostwald ProcessDocument2 pagesOstwald ProcessBiru GanNo ratings yet
- Combustion. Chemical ReactionsDocument37 pagesCombustion. Chemical ReactionsMiguel Chero MoralesNo ratings yet
- FCC Petrochemicals Production at Minimum CapexDocument5 pagesFCC Petrochemicals Production at Minimum CapexAsifNo ratings yet
- Section 10 - SolidsDocument18 pagesSection 10 - SolidsJunaid BurkiNo ratings yet
- Internship Report Iocl GR by MGK - MN - SVJDocument78 pagesInternship Report Iocl GR by MGK - MN - SVJArpan ChatterjeeNo ratings yet
- Diesel Hydrotreating Technology for Ultra-Low Sulphur DieselDocument2 pagesDiesel Hydrotreating Technology for Ultra-Low Sulphur DieselAvik Bhai100% (1)
- Gacl Report GtuDocument122 pagesGacl Report GtuPreyashNo ratings yet
- Project Report On Oleum: Guided By: Yamini S. PatelDocument51 pagesProject Report On Oleum: Guided By: Yamini S. PatelPatel RajNo ratings yet
- MNRE Biomass Co-Generation PDFDocument8 pagesMNRE Biomass Co-Generation PDFHousila TiwariNo ratings yet
- Solvay Haber-Bosch ProcessesDocument30 pagesSolvay Haber-Bosch ProcessesTiên PhạmNo ratings yet
- Production of AmmoniaDocument4 pagesProduction of AmmoniaMuhammad Al-baihaqiNo ratings yet
- Crude OilDocument75 pagesCrude Oilmohamed agamyNo ratings yet
- Evaluate CCPP EfficiencyDocument67 pagesEvaluate CCPP Efficiencytaha zafarNo ratings yet
- Problem StatementDocument5 pagesProblem Statementjaish khanNo ratings yet
- Amjid 3Document17 pagesAmjid 3jaish khanNo ratings yet
- AmjidDocument19 pagesAmjidjaish khanNo ratings yet
- Saba's PresentationDocument20 pagesSaba's Presentationjaish khanNo ratings yet
- 2022 05 May Segment Wise TransDocument1 page2022 05 May Segment Wise Transjaish khanNo ratings yet
- Chemical Engineer Muhammad Jaish Seeking JobDocument2 pagesChemical Engineer Muhammad Jaish Seeking Jobjaish khanNo ratings yet
- Proposal Acceptance FormDocument2 pagesProposal Acceptance Formjaish khanNo ratings yet
- Profitability Analysis Report SampleDocument11 pagesProfitability Analysis Report SampleArfel Marie FuentesNo ratings yet
- Study Journal Lesson 23-32 - LisondraDocument3 pagesStudy Journal Lesson 23-32 - Lisondrasenior highNo ratings yet
- Life-Science-Grade-12-April-2021-QP-and-memoDocument15 pagesLife-Science-Grade-12-April-2021-QP-and-memokhoza9312No ratings yet
- Agard Ar 138 PDFDocument612 pagesAgard Ar 138 PDFAshwani AssamNo ratings yet
- Declaration Letter - Vetagro To GSDocument3 pagesDeclaration Letter - Vetagro To GSVíctor RodríguezNo ratings yet
- Arthur Mellen WellingtonDocument2 pagesArthur Mellen WellingtonCarolina2014esNo ratings yet
- 52 Blower StoryDocument7 pages52 Blower StoryBentley SpottingNo ratings yet
- Interview Questions - Godrej Technical & HR Interview QuestionsDocument9 pagesInterview Questions - Godrej Technical & HR Interview Questionssasithar jaisankaranNo ratings yet
- DSBV87ALP Two-Stage Differential Pressure Control Valve SpecsDocument2 pagesDSBV87ALP Two-Stage Differential Pressure Control Valve SpecsadrianioantomaNo ratings yet
- Pacemaker 180508042454Document86 pagesPacemaker 180508042454padmaNo ratings yet
- TSC-2015-TAS Dec 10 PDFDocument8 pagesTSC-2015-TAS Dec 10 PDFvempadareddyNo ratings yet
- LastDocument6 pagesLastandypressNo ratings yet
- Taylor Ebooks 4 Web 0218Document360 pagesTaylor Ebooks 4 Web 0218aquahellNo ratings yet
- TR019999012181 enDocument37 pagesTR019999012181 enAliTronic1972No ratings yet
- Attachment No 2 PDFDocument10 pagesAttachment No 2 PDFTusharRoyNo ratings yet
- Wiring Harness Installation Instructions: For InstallersDocument12 pagesWiring Harness Installation Instructions: For Installersnirut_niceguyNo ratings yet
- GeographyDocument12 pagesGeographyGabriela Lizeth Durán RuizNo ratings yet
- NIA045462022 KL 13 AR 1130 Royal Enfield Motors LTD Classic X 350 ESDocument10 pagesNIA045462022 KL 13 AR 1130 Royal Enfield Motors LTD Classic X 350 ESAkhil DasNo ratings yet
- The Human BodyDocument17 pagesThe Human BodyRuthie MendozaNo ratings yet
- Replacing The Volvo Oil Trap and Oil Pan SumpDocument6 pagesReplacing The Volvo Oil Trap and Oil Pan SumpsaifrulNo ratings yet
- Sui Gas Connection FormsDocument1 pageSui Gas Connection Formsare50% (2)