You might also like
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- WPS-46 - Gtaw & Smaw Tig + SmawDocument8 pagesWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
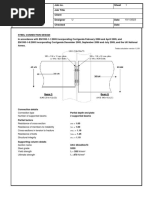
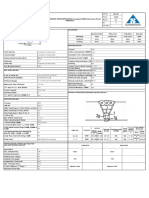
- Beam To Column Connection ExampleDocument9 pagesBeam To Column Connection ExampleLuqman ZolkibliNo ratings yet
- Electrically Assisted Forming: Wesley A. Salandro Joshua J. Jones Cristina Bunget Laine Mears John T. RothDocument366 pagesElectrically Assisted Forming: Wesley A. Salandro Joshua J. Jones Cristina Bunget Laine Mears John T. RothKatia libertad López JuarezNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- 06 GTAW Stainless SteelDocument4 pages06 GTAW Stainless SteelMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Revised PWPS 001Document2 pagesRevised PWPS 001stdshopNo ratings yet
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 pagesWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (2)
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- 04 WPS Atp Asme 2012 (A312 304) (A312 310)Document6 pages04 WPS Atp Asme 2012 (A312 304) (A312 310)lailatul kodriNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- Welding Procedure Specification FormatDocument3 pagesWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- Hust WPS Gtaw - Smaw 6GDocument4 pagesHust WPS Gtaw - Smaw 6GtruongtrungplhdNo ratings yet
- Draft Wps Astm A 743 GR - Ca6nmDocument2 pagesDraft Wps Astm A 743 GR - Ca6nmIlham PaneNo ratings yet
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Wps-01 C.S. GtawDocument2 pagesWps-01 C.S. GtawMohamed Tarek HamamNo ratings yet
- Pwps Asme Gtaw & SmawDocument2 pagesPwps Asme Gtaw & SmawMuhammad Fitransyah Syamsuar Putra100% (1)
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- PT. FAB: Proposed Welding Procedure Specification (PWPS)Document12 pagesPT. FAB: Proposed Welding Procedure Specification (PWPS)dharwinNo ratings yet
- Wps Hzi SMAWDocument18 pagesWps Hzi SMAWMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Kitap Bolumu 2Document121 pagesKitap Bolumu 2Oscar LyonNo ratings yet
- PWPS - 3G FCAWDocument2 pagesPWPS - 3G FCAWasrafiNo ratings yet
- Wps Train 01 (AIDIL)Document2 pagesWps Train 01 (AIDIL)aidil30No ratings yet
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Balkishan DyavanapellyNo ratings yet
- 001 WPS Cntim 2023Document10 pages001 WPS Cntim 2023shangyuan1079163.comNo ratings yet
- Wps For Butt Weld Qualification 4 Inch Cs Pipe To Cs Pipe - p0Document3 pagesWps For Butt Weld Qualification 4 Inch Cs Pipe To Cs Pipe - p0YokeshAnandNo ratings yet
- Pt. Stainless Steel Primavalve Majubersama: ASME Section IX - 2021 Preliminary Welding Procedure Specification (PWPS)Document1 pagePt. Stainless Steel Primavalve Majubersama: ASME Section IX - 2021 Preliminary Welding Procedure Specification (PWPS)Ilham PaneNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)pradeep4545No ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- WPS14-1 A106 B SmawDocument4 pagesWPS14-1 A106 B SmawRahul MoottolikandyNo ratings yet
- WPS 1-1-GT-SM-6 Rev. 0Document8 pagesWPS 1-1-GT-SM-6 Rev. 0Melby de la rosaNo ratings yet
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eDocument6 pages3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738No ratings yet
- WPS Astm - A 53Document2 pagesWPS Astm - A 53S. K. M. ShujonNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- WPS Vessel 1Document4 pagesWPS Vessel 1Naqqash SajidNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- WPS 19Document15 pagesWPS 19Avishek Gupta100% (1)
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- First: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesDocument3 pagesFirst: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesAhmed AbdoNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- WPS SS316Document4 pagesWPS SS316Budi Setia RahmanNo ratings yet
- WPS-30Document2 pagesWPS-30srinivas raoNo ratings yet
- GCB WPS Tsila 012Document19 pagesGCB WPS Tsila 012AslaouiNo ratings yet
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- PWPS 001Document2 pagesPWPS 001Mehrdad RezaeiNo ratings yet
- PRDocument3 pagesPRasrafiNo ratings yet
- INDocument1 pageINasrafiNo ratings yet
- LFDocument2 pagesLFasrafiNo ratings yet
- Soal SMK 6Document4 pagesSoal SMK 6asrafiNo ratings yet
- FCAW-GS Flux Cored Arc Welding-Gas ShieldedDocument20 pagesFCAW-GS Flux Cored Arc Welding-Gas ShieldedasrafiNo ratings yet
- Presentation Title: Asrafi Manager of Hangar Polibatam, Asrafi@polibatam - Ac.id Maintenance PracticeDocument11 pagesPresentation Title: Asrafi Manager of Hangar Polibatam, Asrafi@polibatam - Ac.id Maintenance PracticeasrafiNo ratings yet
- SanMar QA Manual 2022Document226 pagesSanMar QA Manual 2022Ahmed FirozNo ratings yet
- HyundaiWia - SKT21LMS INSTALL MAINT MANUALDocument335 pagesHyundaiWia - SKT21LMS INSTALL MAINT MANUALAminNo ratings yet
- Celanex+Impet+Vandar 手册Document48 pagesCelanex+Impet+Vandar 手册张彦海No ratings yet
- Mini Pleat Medium Filter f6 f9Document3 pagesMini Pleat Medium Filter f6 f9sandroNo ratings yet
- Muenstermann Conveying CompleteDocument12 pagesMuenstermann Conveying CompleteRafaelNo ratings yet
- LMT Belin 2015+ CATDocument68 pagesLMT Belin 2015+ CATShi SamNo ratings yet
- TVL Smaw11 Q1 M 9Document7 pagesTVL Smaw11 Q1 M 9Earl Christian BonaobraNo ratings yet
- Gen4000 Operating T4290 T4530 T4650Document25 pagesGen4000 Operating T4290 T4530 T4650EDWIN ODHIAMBONo ratings yet
- Astm A490m 1993Document5 pagesAstm A490m 1993Jesse ChenNo ratings yet
- Donghua Double Pitch ChainDocument611 pagesDonghua Double Pitch ChainErliana IndahNo ratings yet
- Standard Test Methods For Bend Testing of Material For Ductility PDFDocument12 pagesStandard Test Methods For Bend Testing of Material For Ductility PDFJuan VanegasNo ratings yet
- Retrofitting of Reinforced ConDocument11 pagesRetrofitting of Reinforced ConForsythe LearningNo ratings yet
- Lldpe FN810 (Octeno Sin Slip)Document2 pagesLldpe FN810 (Octeno Sin Slip)Hữu LộcNo ratings yet
- Art.15-Hardox PublicadoDocument9 pagesArt.15-Hardox PublicadoDevanandam SiddanthapuNo ratings yet
- Channel FUSDocument1 pageChannel FUSArunKumar RajendranNo ratings yet
- Assignment - 1 RC - IIDocument3 pagesAssignment - 1 RC - IIdawitdeginet096No ratings yet
- Orrcon National Product CatalogueDocument84 pagesOrrcon National Product CatalogueEswaran RajamaniNo ratings yet
- StiffweldDocument4 pagesStiffweldalfonso vergaraNo ratings yet
- ACUWELD MIG &TIG Welding WiresDocument38 pagesACUWELD MIG &TIG Welding WiresALOKE GANGULYNo ratings yet
- SCP (Solid Casting Processes)Document12 pagesSCP (Solid Casting Processes)jesssepinkman03No ratings yet
- JK Transmission EngDocument20 pagesJK Transmission EngJuan Pablo MayorgaNo ratings yet
- Table QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023Document1 pageTable QW-442 Table QW-442 Table QW-432 QW-404.5: ASME BPVC - IX-2023ahmadrizkiqcNo ratings yet
- Quantitative Assessment of Municipal Solid Waste Management PracticesDocument7 pagesQuantitative Assessment of Municipal Solid Waste Management Practicesvhea346No ratings yet
- JIT Inventory ManagementDocument25 pagesJIT Inventory ManagementPendyalaHariKrishnaNo ratings yet
- Asme3d1 nb-2000Document40 pagesAsme3d1 nb-2000KHALED OSMANNo ratings yet
- R&F TravellerDocument51 pagesR&F TravellerRanjan ChaudharyNo ratings yet
- 1 - Assignment SampleDocument15 pages1 - Assignment SamplesankalpaNo ratings yet