You might also like
- PETRONAS Floating Liquefied Natural GasDocument9 pagesPETRONAS Floating Liquefied Natural GasDaniel Ismail100% (1)
- 16Document18 pages16Elzimar FreitasNo ratings yet
- Thesis - Characterization of Produced Water From Two Offshore Oil Fileds in Qatar PDFDocument169 pagesThesis - Characterization of Produced Water From Two Offshore Oil Fileds in Qatar PDFSudNo ratings yet
- Detailed Energy Audit of Thermal Power PlantDocument13 pagesDetailed Energy Audit of Thermal Power PlantIJRASETPublicationsNo ratings yet
- Energy Audits in Industrial ProcessesDocument17 pagesEnergy Audits in Industrial Processessandro100% (1)
- Calibrate Fire & Gas Detection SystemsDocument5 pagesCalibrate Fire & Gas Detection Systemskirandevi1981No ratings yet
- Domestic Gas MetersDocument3 pagesDomestic Gas MetersSrinivas VenkatramanNo ratings yet
- QRA MethodologyDocument4 pagesQRA MethodologyRizwanaNo ratings yet
- Electro Fusion Welding ProcedureDocument6 pagesElectro Fusion Welding ProcedureAlok GiriNo ratings yet
- BS en 16247-1Document20 pagesBS en 16247-1Dzana KadricNo ratings yet
- Removing Steryl Glucosides in Palm Oil-Based BiodieselDocument7 pagesRemoving Steryl Glucosides in Palm Oil-Based BiodieselNestor Armando Marin Solano100% (1)
- LPG Code of Practice (2003)Document53 pagesLPG Code of Practice (2003)clintlakeyNo ratings yet
- Energy Audit Types Scope Methodology and Report ST PDFDocument8 pagesEnergy Audit Types Scope Methodology and Report ST PDFTanmay MhatreNo ratings yet
- Gas Measurement Requirements and Procedures ID 6849 ID 10250 ID 10703Document53 pagesGas Measurement Requirements and Procedures ID 6849 ID 10250 ID 10703triminhdang_phar6701No ratings yet
- Value Focused TestingDocument5 pagesValue Focused TestingAkhil MittalNo ratings yet
- Addressing API Standard 2350 For Overfill Protection: A Varec, Inc. White PaperDocument16 pagesAddressing API Standard 2350 For Overfill Protection: A Varec, Inc. White PaperMuhammad Tilal AshrafNo ratings yet
- Coral FLNG SA Is The Special Purpose Entity Responsible To Develop and Operate Coral South Floating Platform (FLNG)Document4 pagesCoral FLNG SA Is The Special Purpose Entity Responsible To Develop and Operate Coral South Floating Platform (FLNG)MateusPauloNo ratings yet
- Oisd RP 233Document66 pagesOisd RP 233Arunashish MazumdarNo ratings yet
- KINKA KIKAI Installation Operation and Maintenance ManualDocument30 pagesKINKA KIKAI Installation Operation and Maintenance ManualyosNo ratings yet
- 01-01-1865-D ELDS Technical Manual Iss13Document221 pages01-01-1865-D ELDS Technical Manual Iss13Alberyt099No ratings yet
- CEC-GE-CT-EN-001 - Citadel General EN CatalogueDocument37 pagesCEC-GE-CT-EN-001 - Citadel General EN CatalogueAlmustafa SabeehNo ratings yet
- Materials Selection in Oil and Gas-An OverviewDocument15 pagesMaterials Selection in Oil and Gas-An OverviewAli AliNo ratings yet
- Iso Awareness Weekend Staff Training Programme: RegistrationDocument12 pagesIso Awareness Weekend Staff Training Programme: RegistrationKakira Lions ClubNo ratings yet
- 1467 - 01 - Attachment 1 To Form 1 - QaqDocument11 pages1467 - 01 - Attachment 1 To Form 1 - QaqturboNo ratings yet
- Grundfos standard motors maximize efficiencyDocument22 pagesGrundfos standard motors maximize efficiencyFadli FadliNo ratings yet
- Specification For Biodiversity: Petroleum Development Oman L.L.C. Health Safety Environment & Sustainable DevelopmentDocument11 pagesSpecification For Biodiversity: Petroleum Development Oman L.L.C. Health Safety Environment & Sustainable DevelopmentHari Prakash GrandheyNo ratings yet
- LEED-EB O&M Water Efficiency OverviewDocument54 pagesLEED-EB O&M Water Efficiency OverviewssgjmlimNo ratings yet
- Linde LNG Material Safety DatasheetDocument11 pagesLinde LNG Material Safety DatasheetSANo ratings yet
- Replace Glycol Dehydration Units with Methanol Injection (PRO No. 205Document2 pagesReplace Glycol Dehydration Units with Methanol Injection (PRO No. 205Ahmed El batalNo ratings yet
- Power Consumption DetailsDocument6 pagesPower Consumption DetailsAyicNo ratings yet
- Driving PSM Performance Beyond Kpi Metrics BehieDocument37 pagesDriving PSM Performance Beyond Kpi Metrics BehieNhut NguyenNo ratings yet
- Firewater OnshoreDocument10 pagesFirewater OnshoresegunoyesNo ratings yet
- 8 Vedlegg BDocument13 pages8 Vedlegg BGilang RomadhonNo ratings yet
- Sample Examination Manual (Shell)Document113 pagesSample Examination Manual (Shell)Erick ArizaNo ratings yet
- HSECESDocument2 pagesHSECESKmt_AeNo ratings yet
- 123, SPECS-GAS-123, Mini QGM Floating Gas Trap, Rev 2Document2 pages123, SPECS-GAS-123, Mini QGM Floating Gas Trap, Rev 2fahrain2012No ratings yet
- Oisd GDN 165Document30 pagesOisd GDN 165Nayan AhmedNo ratings yet
- Designing A Metering System For Small Medium Size BuildingsDocument52 pagesDesigning A Metering System For Small Medium Size Buildingsjorge_carreraNo ratings yet
- Future European Refining Industry June2012 PDFDocument23 pagesFuture European Refining Industry June2012 PDFdiego.lopez1870No ratings yet
- BS EN 12583 Compressor Stations Functional Requirements StandardDocument44 pagesBS EN 12583 Compressor Stations Functional Requirements StandardSDP02No ratings yet
- HAZOP Study for LNG Storage, Regasification and Dispensing FacilityDocument185 pagesHAZOP Study for LNG Storage, Regasification and Dispensing Facilitytirth barot100% (2)
- Basics of High-Pressure Measuring and Regulating Station DesignDocument8 pagesBasics of High-Pressure Measuring and Regulating Station DesignMirling MirelesNo ratings yet
- Slump Test ReportDocument15 pagesSlump Test ReportRuchiethaa KalaiselvanNo ratings yet
- GAPS Guidelines: Water Mist SystemsDocument4 pagesGAPS Guidelines: Water Mist SystemsGerardo D. AguilarNo ratings yet
- E002 For Instrument Acceptance StandardsDocument14 pagesE002 For Instrument Acceptance StandardsSuresh Kumar RanaNo ratings yet
- Instrumentation & Process ControlDocument6 pagesInstrumentation & Process ControlAnonymous 0zrCNQNo ratings yet
- Safety Instrumented Systems: Angela E. Summers, PH.D., P.E. SIS-TECH Solutions, LLCDocument19 pagesSafety Instrumented Systems: Angela E. Summers, PH.D., P.E. SIS-TECH Solutions, LLCsayedNo ratings yet
- Inert Gas - NewDocument23 pagesInert Gas - NewNethruNo ratings yet
- 00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentDocument4 pages00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentFaizal AbdullahNo ratings yet
- LPG RulesDocument12 pagesLPG RulesAhmed KhanNo ratings yet
- Dosh DocumentsDocument5 pagesDosh DocumentsmohdmasriNo ratings yet
- Work Procedure Bitumen Mastic FlooringDocument6 pagesWork Procedure Bitumen Mastic FlooringSWARUP MONDALNo ratings yet
- Price List Software - Updated 11 Okt 21Document6 pagesPrice List Software - Updated 11 Okt 21Rokan PipelineNo ratings yet
- UMS-IMC-F07-0011 - Terms of Reference (ToR) For SIL ClassificationDocument20 pagesUMS-IMC-F07-0011 - Terms of Reference (ToR) For SIL ClassificationRichard Ikwubute100% (1)
- Design of An Embedded Sensor Network For Application in Energy - 2015 - Energy PDocument11 pagesDesign of An Embedded Sensor Network For Application in Energy - 2015 - Energy PPablo gilNo ratings yet
- Data Mining Approach Develops EMS for Naphtha Reforming PlantDocument9 pagesData Mining Approach Develops EMS for Naphtha Reforming PlantArash AbbasiNo ratings yet
- Journal of Cleaner Production: Zeyi Sun, Lin LiDocument10 pagesJournal of Cleaner Production: Zeyi Sun, Lin LiTabishNo ratings yet
- 3 110 18 - MatteiniDocument12 pages3 110 18 - MatteiniArtemis GaudiNo ratings yet
- Eem Module2 2Document23 pagesEem Module2 2Binod Da PerfectsoulNo ratings yet
- Elsarticle TemplateDocument16 pagesElsarticle Templatemuhammad ejazNo ratings yet
- Fyp 2Document57 pagesFyp 2muhammad ejazNo ratings yet
- 18 Modeling Industrial Loads in Non-Residential BuildingsDocument12 pages18 Modeling Industrial Loads in Non-Residential Buildingsmuhammad ejazNo ratings yet
- 7 An IoT-based Energy-Management Platform For Industrial FacilitiesDocument13 pages7 An IoT-based Energy-Management Platform For Industrial Facilitiesmuhammad ejazNo ratings yet
- 24 Quantifying CO2 Emissions From China's Cement IndustryDocument9 pages24 Quantifying CO2 Emissions From China's Cement Industrymuhammad ejazNo ratings yet
- 23 Power Management SystemDocument5 pages23 Power Management Systemmuhammad ejazNo ratings yet
- ReviewDocument16 pagesReviewmuhammad ejazNo ratings yet
- PSF-01a-E-Form (EHS)Document6 pagesPSF-01a-E-Form (EHS)Mohammed SumerNo ratings yet
- Liquid ElectrictyDocument17 pagesLiquid Electrictysrikanthdude100% (1)
- CP Silo Tech 260809 - WebDocument24 pagesCP Silo Tech 260809 - WebHuyentrang NguyenNo ratings yet
- 2.6.1 Course OutcomesDocument97 pages2.6.1 Course Outcomesniharikarllameddy.kaNo ratings yet
- File 6530ce398b6c4 2024 2026 MTEF&FSP Transmittal Draft FinalDocument85 pagesFile 6530ce398b6c4 2024 2026 MTEF&FSP Transmittal Draft FinalMayowa DurosinmiNo ratings yet
- Modelling and Analysis 1Document35 pagesModelling and Analysis 1Larry SmithNo ratings yet
- Advances in Cryojet Machining: Development and Improvement AreasDocument11 pagesAdvances in Cryojet Machining: Development and Improvement AreasAnupama ChattorajNo ratings yet
- Hassan Bilal Butt: Urriculum ItaeDocument2 pagesHassan Bilal Butt: Urriculum ItaeHassan Bilal ButtNo ratings yet
- Litio en Argentina - Wilson Center InglesDocument21 pagesLitio en Argentina - Wilson Center InglesAriel CisnerosNo ratings yet
- Iwaki: Magnetic Drive PumpDocument4 pagesIwaki: Magnetic Drive PumpFranklin RochaNo ratings yet
- Bang's StatementDocument5 pagesBang's StatementThe Press-Enterprise / pressenterprise.comNo ratings yet
- MBSM - Pro, Compressor, Aspera, B3119Z, 234 W, 1/4 HP, R134a: Publié Le 25 Mai 2022 - ParDocument7 pagesMBSM - Pro, Compressor, Aspera, B3119Z, 234 W, 1/4 HP, R134a: Publié Le 25 Mai 2022 - Parأبو زينب المهندسNo ratings yet
- Sustainable Power For FutureDocument28 pagesSustainable Power For Futureasim.infniteNo ratings yet
- Mawa 10Document2 pagesMawa 10Hemant RasamNo ratings yet
- P & P - QuestionsDocument125 pagesP & P - QuestionsShariq RaoNo ratings yet
- Detailed Design and Engineering Deliverable List (Sample) - The Project DefinitionDocument7 pagesDetailed Design and Engineering Deliverable List (Sample) - The Project DefinitionMathias OnosemuodeNo ratings yet
- Digest DIBS Reese, Mi, BryDocument21 pagesDigest DIBS Reese, Mi, BryMickey CellesNo ratings yet
- Energy Regulations 5 May 2020Document8 pagesEnergy Regulations 5 May 2020BusinessTechNo ratings yet
- Fatigue & Creep in Engineering Fatigue & Creep in Engineering Materials Materials (Chapter 8) (Chapter 8)Document27 pagesFatigue & Creep in Engineering Fatigue & Creep in Engineering Materials Materials (Chapter 8) (Chapter 8)simma suryanarayanaNo ratings yet
- Squeak Noise in Lead Screw SystemsDocument9 pagesSqueak Noise in Lead Screw Systemsoyuncu81No ratings yet
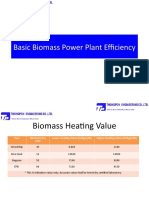
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyRoger Antonio Urbina VallejosNo ratings yet
- Elements of Electrical EnggDocument128 pagesElements of Electrical Enggg.ramamohan5073997100% (1)
- Holcim EPD ViroDeckDocument21 pagesHolcim EPD ViroDeckΕύη ΣαλταNo ratings yet
- Curtis 1207B Manual PDFDocument46 pagesCurtis 1207B Manual PDFAlex CastilloNo ratings yet
- Ohs-Pr-09-03-F03 (A) Workplace Hazard Identification ChecklistDocument2 pagesOhs-Pr-09-03-F03 (A) Workplace Hazard Identification ChecklistSiddiquiNo ratings yet
- Quick Trouble Shooting Guidelines For Three Phase Locomotives Electric Loco Shed, Lallaguda South Central RailwayDocument5 pagesQuick Trouble Shooting Guidelines For Three Phase Locomotives Electric Loco Shed, Lallaguda South Central Railwayjohn peterNo ratings yet
- ULSD-Lubrcity Spike-Nom-16-EN590Document3 pagesULSD-Lubrcity Spike-Nom-16-EN590Angel LealNo ratings yet
- EE6508 - Power Quality - AG - LectureDocument29 pagesEE6508 - Power Quality - AG - Lecturewing fatt hiewNo ratings yet
- Peroxides and Peroxide-Forming Compounds: by Donald E. ClarkDocument11 pagesPeroxides and Peroxide-Forming Compounds: by Donald E. ClarkCHupenmestaNo ratings yet
- Infoplc Net Rittal Practical Assembly TipsDocument33 pagesInfoplc Net Rittal Practical Assembly TipsMarc AbellaNo ratings yet