You might also like
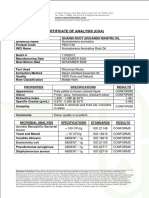
- Certificate of Analysis (Coa) : Aerobic Mesophilic Bacterial CountDocument2 pagesCertificate of Analysis (Coa) : Aerobic Mesophilic Bacterial CountDima ArfNo ratings yet
- Physics Learning MaterialDocument128 pagesPhysics Learning MaterialMukesh SrivastavaNo ratings yet
- PatchouliDocument38 pagesPatchouliBashir AnastasNo ratings yet
- Glossary of Terms - Fragrances - LuckyscentDocument3 pagesGlossary of Terms - Fragrances - LuckyscentMohamed EldawNo ratings yet
- Essential Oils PDFDocument8 pagesEssential Oils PDFChel MesNo ratings yet
- Bamboo "Poor Men Timber": A Review Study For Its Potential & Market Scenario in IndiaDocument4 pagesBamboo "Poor Men Timber": A Review Study For Its Potential & Market Scenario in IndiaInternational Organization of Scientific Research (IOSR)No ratings yet
- INUKA Genealogy Chart 2021Document2 pagesINUKA Genealogy Chart 2021Tawanda TirivanganiNo ratings yet
- Shrikant Mint Oil Extraction Report....Document25 pagesShrikant Mint Oil Extraction Report....Prashant KiraveNo ratings yet
- PF - PF 29 04 042 20Document20 pagesPF - PF 29 04 042 20rosyromaNo ratings yet
- A04 - 475 Perfume IndustryDocument14 pagesA04 - 475 Perfume IndustryHectorNo ratings yet
- Developing Better Products Through Natural ChemistryDocument87 pagesDeveloping Better Products Through Natural ChemistryАлексей МартыновNo ratings yet
- Fdst313spicesandplantationcrops PDFDocument137 pagesFdst313spicesandplantationcrops PDFsuhan bheemaiahNo ratings yet
- Perfumescience ManualDocument36 pagesPerfumescience ManualNeelakandan NatarajanNo ratings yet
- Spice Notes in PerfumeryDocument6 pagesSpice Notes in PerfumeryTheo MartinezNo ratings yet
- Offer - Vegetable Musk Oils (Ambrette Seed Oils)Document3 pagesOffer - Vegetable Musk Oils (Ambrette Seed Oils)Dinh xuan BaNo ratings yet
- Aroma Fine Chemical Value Chain Part2Document88 pagesAroma Fine Chemical Value Chain Part2mjsametNo ratings yet
- How Do Organisms ReproduceDocument16 pagesHow Do Organisms ReproducePetrichorNo ratings yet
- Cypriol Heart FormulaDocument1 pageCypriol Heart FormulaРусланNo ratings yet
- Hyacinth AccordDocument1 pageHyacinth AccordZiad EL-DesokiNo ratings yet
- Extraction of Oil From Plants PDFDocument2 pagesExtraction of Oil From Plants PDFAmandaNo ratings yet
- Aroma ChemicalDocument16 pagesAroma Chemicalisaac ayadNo ratings yet
- Perfume Formula Worksheet Calculator V2Document22 pagesPerfume Formula Worksheet Calculator V2sulaksana4444No ratings yet
- Enzymes Used in Detergent by Fariha HasanDocument10 pagesEnzymes Used in Detergent by Fariha HasanlisaNo ratings yet
- Vanillin Know HowDocument8 pagesVanillin Know HowRegulatory IndaromaNo ratings yet
- Cpi Ii Unit IiDocument55 pagesCpi Ii Unit IiMurali Dharan100% (2)
- Korean, Wantu, Successkim, Suxkim, Fire9119, Zephyrarchan: Faves MembersDocument158 pagesKorean, Wantu, Successkim, Suxkim, Fire9119, Zephyrarchan: Faves MembersSuccess Kim Dada Zephyr ArchangelNo ratings yet
- Analysis of Design of Pure Ethanol EnginesDocument13 pagesAnalysis of Design of Pure Ethanol EnginesGuilhermeNo ratings yet
- The Ultimate Perfume PlaybookDocument13 pagesThe Ultimate Perfume Playbookomaralsaadi92100% (1)
- Fragrance, Flavors and Food AdditivesDocument12 pagesFragrance, Flavors and Food AdditivesDaniel MalapitanNo ratings yet
- Determination of Kerosene in Gasoline Using Fractional Distillation TechniqueDocument6 pagesDetermination of Kerosene in Gasoline Using Fractional Distillation TechniqueputriNo ratings yet
- EPF4602 Biomaterial Polymer Technology: 180230 Lisnurjannah Binti Mujianto 180683 Ummi Amirah Binti Abd SukorDocument14 pagesEPF4602 Biomaterial Polymer Technology: 180230 Lisnurjannah Binti Mujianto 180683 Ummi Amirah Binti Abd SukorElilisya MarooskinNo ratings yet
- Aromatic ChemicalsDocument264 pagesAromatic ChemicalsBhagwan BachaiNo ratings yet
- Rare Essential OilsDocument2 pagesRare Essential OilsjanefromsacramentoNo ratings yet
- Waxes Are A Diverse Class of Organic Compounds That Are Hydrophobic, MalleableDocument5 pagesWaxes Are A Diverse Class of Organic Compounds That Are Hydrophobic, MalleableAmmar SiddiquiNo ratings yet
- Aroma CompoundsDocument63 pagesAroma CompoundsAlbert hikerNo ratings yet
- FACTORY PERFORMANCE (KPI) JULY 2021 TO MAY 2022 (Version 1) .XLSB Rev1 PDFDocument2 pagesFACTORY PERFORMANCE (KPI) JULY 2021 TO MAY 2022 (Version 1) .XLSB Rev1 PDFGeorge oburaNo ratings yet
- Avocado 2Document5 pagesAvocado 2Sergio NavarroNo ratings yet
- Cobra or Floor Polish-1Document1 pageCobra or Floor Polish-1hondo tinemi dNo ratings yet
- Small Scale SoapmakingDocument82 pagesSmall Scale SoapmakingDemelash GebreNo ratings yet
- Extraction of Volatile Oil PDFDocument2 pagesExtraction of Volatile Oil PDFMiguelNo ratings yet
- Influence of Solvent Selection and Extraction Temperature On Yield and Composition of Lipids Extracted From Spent Coffee GroundsDocument8 pagesInfluence of Solvent Selection and Extraction Temperature On Yield and Composition of Lipids Extracted From Spent Coffee GroundsErica ResendeNo ratings yet
- Hydrotropes: Eco-Friendly Hydrotropes - More Than Just Keeping Your Formulation TogetherDocument8 pagesHydrotropes: Eco-Friendly Hydrotropes - More Than Just Keeping Your Formulation TogetherLuisa Marcela100% (1)
- VetiverDocument8 pagesVetiverpriyamvadaprabhuNo ratings yet
- Roue Aromes Cognac enDocument1 pageRoue Aromes Cognac endp49008No ratings yet
- Comparative Analysis of Zingiber Officinalis Lotion in Different Ratio With Quality ControlDocument5 pagesComparative Analysis of Zingiber Officinalis Lotion in Different Ratio With Quality ControlAgiv AlghivariNo ratings yet
- Chem Project2Document17 pagesChem Project2Hitesh PatidarNo ratings yet
- Niir Modern Technology Perfumes Flavours Essential Oils 2nd EditionDocument15 pagesNiir Modern Technology Perfumes Flavours Essential Oils 2nd EditionRabi ShankarNo ratings yet
- Sandal Wood 148Document9 pagesSandal Wood 148Sudhakar GanjikuntaNo ratings yet
- Recovery of Oil and Pectin From Citrus LimettaDocument7 pagesRecovery of Oil and Pectin From Citrus LimettaAnonymous kw8Yrp0R5r100% (1)
- Article WJPR 1438667348Document40 pagesArticle WJPR 1438667348Ida NeniNo ratings yet
- C-13 Solutions EditedDocument128 pagesC-13 Solutions EditedJarena Ria ZolinaNo ratings yet
- A Search For Alternative Solvent To Hexane During Neem Oil ExtractionDocument5 pagesA Search For Alternative Solvent To Hexane During Neem Oil ExtractiontramiNo ratings yet
- Carbomer 940Document2 pagesCarbomer 940Mario EssamNo ratings yet
- Lecture8 Quality ManagementDocument63 pagesLecture8 Quality ManagementalkamenoNo ratings yet
- Aromatic PlantsDocument9 pagesAromatic PlantsGanpat Lal SharmaNo ratings yet
- Distillation (Exercise 1) - Organic ChemistryDocument14 pagesDistillation (Exercise 1) - Organic ChemistryDoxa Dave RotapNo ratings yet
- Material Safety Data Sheet: 1. Identification of Substance/Preparation & CompanyDocument4 pagesMaterial Safety Data Sheet: 1. Identification of Substance/Preparation & CompanyCarlos ThomasNo ratings yet
- Aerosol Air Fresheners PDFDocument8 pagesAerosol Air Fresheners PDFCitra Rizky FernandaNo ratings yet
- Presented By: Anas SaleemDocument21 pagesPresented By: Anas SaleemAnas Saleem100% (2)
- UNIT 1 Module ME213Document35 pagesUNIT 1 Module ME213Zion HelloNo ratings yet
- Unit 1 Principles of ChemistryDocument14 pagesUnit 1 Principles of ChemistryKhin Yadanar KyawNo ratings yet
- IFlow Design Manual (PN 441435 Issue 02 Rev) UL FMDocument132 pagesIFlow Design Manual (PN 441435 Issue 02 Rev) UL FMAob AprilNo ratings yet
- G-8 Physics Unit 4 Note - 07-08-13796168803685 - Gobe - 3Document9 pagesG-8 Physics Unit 4 Note - 07-08-13796168803685 - Gobe - 3AbebechNo ratings yet
- Tricks & Formulas of Chemistry-I (NUST+NUMS) PDFDocument57 pagesTricks & Formulas of Chemistry-I (NUST+NUMS) PDFHamair Ali100% (1)
- EvaporationDocument14 pagesEvaporationSFKNo ratings yet
- Matter and Its Various FormsDocument38 pagesMatter and Its Various FormsMarie LopesNo ratings yet
- Colligative Properties of Solutions - FDocument4 pagesColligative Properties of Solutions - FAshwin BalajiNo ratings yet
- Washburn, E.W. - International Critical Tables of Numerical Data, Physics, Chemistry and Technology (1926 - 1930 - 20, Knovel)Document1,055 pagesWashburn, E.W. - International Critical Tables of Numerical Data, Physics, Chemistry and Technology (1926 - 1930 - 20, Knovel)Guillermo Aquino100% (1)
- Books Cssaspecialpubl Seedmoisture 69Document24 pagesBooks Cssaspecialpubl Seedmoisture 69Carmen Blanariu-AsieiNo ratings yet
- R1234YFDocument7 pagesR1234YFJitender KaushikNo ratings yet
- Lecture Five 2 Per PageDocument30 pagesLecture Five 2 Per PagewardraNo ratings yet
- Answer Key - Igcse - Pearson Edexcel ChemistryDocument77 pagesAnswer Key - Igcse - Pearson Edexcel Chemistrymikaelarenee.arsuaNo ratings yet
- Gcesoln 7Document7 pagesGcesoln 7api-3734333No ratings yet
- SHEM-08.03 Material Handling1Document34 pagesSHEM-08.03 Material Handling1Ajith Kumar AjithNo ratings yet
- 03 - Solid State (Level) .Pm6 (2) Module-6-1Document16 pages03 - Solid State (Level) .Pm6 (2) Module-6-1Raju SinghNo ratings yet
- Trans Anch 111Document65 pagesTrans Anch 111Hermione GrangerNo ratings yet
- Originally Published in Nfpa JournalDocument7 pagesOriginally Published in Nfpa JournalMiaoluan ChanNo ratings yet
- Chap 3 BDocument32 pagesChap 3 BMike BelayNo ratings yet
- Ch19 Sample ExerciseDocument25 pagesCh19 Sample ExerciseWardah FaizahNo ratings yet
- A Guide To Glycol PDFDocument58 pagesA Guide To Glycol PDFSarfaraz KhanNo ratings yet
- HRAC 112 Lecture Week 2 PressureDocument25 pagesHRAC 112 Lecture Week 2 PressureYuk man LawNo ratings yet
- 2006 Form 3 Physics Half-Yearly Exam (Dec 2006)Document4 pages2006 Form 3 Physics Half-Yearly Exam (Dec 2006)Raistlin Chan Ching KitNo ratings yet
- Science: Quarter 1 - Module 3Document14 pagesScience: Quarter 1 - Module 3Matt Louge MaglaquiNo ratings yet
- Industrial RefrigerationDocument5 pagesIndustrial RefrigerationApet GriffinNo ratings yet
- ETHANOLDocument3 pagesETHANOLEiann Jasper LongcayanaNo ratings yet
- Hyram v5.0 User Guide Sand2023 13912Document60 pagesHyram v5.0 User Guide Sand2023 13912Subhashis DasNo ratings yet
- 2E 3N Sci Chem BLS MYE 2017 QPDocument8 pages2E 3N Sci Chem BLS MYE 2017 QPKeerthikaa Loganathan (Bpghs)No ratings yet
- Multiple Choice Competition: SolutionsDocument11 pagesMultiple Choice Competition: SolutionsAadityaNo ratings yet
- Kech 106Document47 pagesKech 106Ashutosh PantNo ratings yet